1.本发明属于金属制品镀层技术领域,具体涉及一种钢帘线用含钴复合镀层及其制备方法。
背景技术:
2.由一根钢丝或多根钢丝缠绕而成的钢帘线作为骨架增强材料已广泛用于轮胎的生产制造。钢帘线与轮胎橡胶间的粘合力主要由钢丝表面的黄铜镀层以及帘线的结构两方面原因提供,其中钢丝表面镀层与橡胶硫化过程中发生化学反应形成的铜硫键是保证帘线与橡胶间粘合力的主要技术手段。现有技术中,用于生产制造轮胎的橡胶均包含有co元素,橡胶中co元素的添加能够增加钢帘线与橡胶间的粘合力,降低粘合层使用过程中的老化速率,对钢帘线与橡胶间的粘合作用起到非常重要的作用。然而,橡胶中co元素的存在,却会增加橡胶的老化速率以及橡胶的开裂速率。
3.但是现有的钢帘线用含钴复合镀层及其制备方法不能增加cu-zn-co镀层与橡胶的初始粘合性能,不能有更优越的湿热老化粘合性能,不能够减少橡胶制品中co元素的投入使用,节约资源。
技术实现要素:
4.本发明的目的在于提供一种钢帘线用含钴复合镀层及其制备方法,以解决上述背景技术中提出的现有的钢帘线用含钴复合镀层及其制备方法不能增加cu-zn-co镀层与橡胶的初始粘合性能,不能有更优越的湿热老化粘合性能,不能够减少橡胶制品中co元素的投入使用,节约资源的问题。
5.为实现上述目的,本发明提供如下技术方案:一种钢帘线用含钴复合镀层及其制备方法,具体制备方法步骤如下:
6.步骤一:镀层生产技术负责人进行制备方案会审,提出疑问并解答,技术人员编制专项制备方案和注意细节,并且向工作人员进行技术交底;
7.步骤二:利用砂袋修磨工具对钢帘线钢丝基体进行整体粗磨和表面精磨处理;
8.步骤三:将钢帘线钢丝基体通过高压气体对表面的打磨浮渣进行吹扫;
9.步骤四:将吹扫后的钢丝基体表层喷涂cu、mo粉末,并加热固化制备cumo基层;
10.步骤五:在cumo基层上采用反应等离子喷枪喷涂zn/si粉末,制备sizn粘结层,并且利用暖空气中快速吹干;
11.步骤六:配制含co的液体橡胶溶液,然后将步骤五处理后的钢丝基体用含co的液体橡胶溶液进行表面涂覆,使其表面co的附着量为0.02g/m2~0.5g/m2,形成表面含钴的钢帘线;
12.步骤七:制作无co盐橡胶胶块,将表面含钴的钢帘线粘合在无co盐橡胶胶块上且贯穿无co盐橡胶胶块,然后用拉力机抽出,抽出力越大,粘合性能越好。
13.进一步的;所述步骤一中交底资料应该双方签字后备案保存。
14.进一步的;所述步骤三中碳酸钠溶液的浓度为0.1~0.5g/ml,暖空气的温度为45~55℃。
15.进一步的;所述步骤二中粗磨砂带的砂带粒度为35~80目,精磨砂带的砂带粒度为100~120目,粗磨砂带宽度为80~100mm,精磨砂带宽度为900~1000mm。
16.进一步的;所述步骤四中加热固化的温度为650~750℃。
17.进一步的;所述步骤七试验检测初始粘合:刚开始做好的这段时间的抽出力,1~2天内;湿热老化粘合:在湿热蒸汽条件下一段老化时间后的抽出力,7天、14天、21天、28天。
18.进一步的;所述cumo基层的厚度为0.2μm~0.5μm,所述sizn粘结层的厚度为0.5μm~0.8μm。
19.与现有技术相比,本发明的有益效果是:
20.1、镀层生产技术负责人进行制备方案会审,提出疑问并解答,技术人员编制专项制备方案和注意细节,并且向工作人员进行技术交底,使生产工作井然有序的进行,不易造成混乱,提高生产效率,缩短了含钴复合镀层制备时间,遇到问题时,便于针对性的解决,节省人力物力。
21.2、利用cumo基层、sizn粘结层以及含co镀层,分三层进行喷涂使涂层的强度更高,抗裂性更好,不易脱落,经久耐用,利用cumo基层能够保证复合涂层主相单一,无氧化物的干扰,sizn粘结层能够有效加强与含co镀层结合强度,保证复合涂层的强度并且防腐效果得到显著提高。
22.3、该钢帘线用含钴复合镀层及其制备方法,添加稀土,细化镀层组织,增加原子活性;增加cu-zn-co镀层与橡胶的初始粘合性能,同样还能有更优越的湿热老化粘合性能,增加了无钴胶料在工业应用的可能性,不仅能够减少橡胶制品中co元素的投入使用,节约资源,减缓橡胶开裂和老化、提高橡胶的耐久性。
具体实施方式
23.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.实施例1
25.一种钢帘线用含钴复合镀层及其制备方法,具体制备方法步骤如下:
26.步骤一:镀层生产技术负责人进行制备方案会审,提出疑问并解答,技术人员编制专项制备方案和注意细节,并且向工作人员进行技术交底;
27.步骤二:利用砂袋修磨工具对钢帘线钢丝基体进行整体粗磨和表面精磨处理;
28.步骤三:将钢帘线钢丝基体通过高压气体对表面的打磨浮渣进行吹扫;
29.步骤四:将吹扫后的钢丝基体表层喷涂cu、mo粉末,并加热固化制备cumo基层;
30.步骤五:在cumo基层上采用反应等离子喷枪喷涂zn/si粉末,制备sizn粘结层,并且利用暖空气中快速吹干;
31.步骤六:配制含co的液体橡胶溶液,然后将步骤五处理后的钢丝基体用含co的液体橡胶溶液进行表面涂覆,使其表面co的附着量为0.02g/m2~0.5g/m2,形成表面含钴的钢
帘线;
32.步骤七:制作无co盐橡胶胶块,将表面含钴的钢帘线粘合在无co盐橡胶胶块上且贯穿无co盐橡胶胶块,然后用拉力机抽出,抽出力越大,粘合性能越好。
33.其中;所述步骤一中交底资料应该双方签字后备案保存。
34.其中;所述步骤三中碳酸钠溶液的浓度为0.1~0.5g/ml,暖空气的温度为45~55℃。
35.其中;所述步骤二中粗磨砂带的砂带粒度为35~80目,精磨砂带的砂带粒度为100~120目,粗磨砂带宽度为80~100mm,精磨砂带宽度为900~1000mm。
36.其中;所述步骤四中加热固化的温度为650~750℃。
37.其中;所述步骤七试验检测初始粘合:刚开始做好的这段时间的抽出力,1~2天内;湿热老化粘合:在湿热蒸汽条件下一段老化时间后的抽出力,7天、14天、21天、28天。
38.其中;所述cumo基层的厚度为0.2μm~0.5μm,所述sizn粘结层的厚度为0.5μm~0.8μm。
39.实施例2
40.一种钢帘线用含钴复合镀层及其制备方法,具体制备方法步骤如下:
41.步骤一:镀层生产技术负责人进行制备方案会审,提出疑问并解答,技术人员编制专项制备方案和注意细节,并且向工作人员进行技术交底;
42.步骤二:利用砂袋修磨工具对钢帘线钢丝基体进行整体粗磨和表面精磨处理;
43.步骤三:将钢帘线钢丝基体通过高压气体对表面的打磨浮渣进行吹扫;
44.步骤四:将烘干后的钢丝基体表层喷涂cu、cr粉末,并加热固化制备cucr基层;
45.步骤五:在cucr基层上采用反应等离子喷枪喷涂zn/si粉末,制备sizn粘结层,并且利用暖空气中快速吹干;
46.步骤六:配制含co的液体橡胶溶液,然后将步骤五处理后的钢丝基体用含co的液体橡胶溶液进行表面涂覆,使其表面co的附着量为0.02g/m2~0.5g/m2,形成表面含钴的钢帘线;
47.步骤七:制作无co盐橡胶胶块,将表面含钴的钢帘线粘合在无co盐橡胶胶块上且贯穿无co盐橡胶胶块,然后用拉力机抽出,抽出力越大,粘合性能越好。
48.其中;所述步骤一中交底资料应该双方签字后备案保存;便于后期查询资料,方便管理。
49.其中;所述步骤三中氢氧化钠溶液的浓度为0.1~0.5g/ml,暖空气的温度为45~55℃;在此浓度下清污效果更好,避免钢帘线钢丝基体具有污垢锈斑,影响镀层的生产。
50.其中;所述步骤二中粗磨砂带的砂带粒度为35~80目,精磨砂带的砂带粒度为100~120目,粗磨砂带宽度为80~100mm,精磨砂带宽度为900~1000mm;快速对钢帘线钢丝基体表面进行打磨,提高镀层的粘附性,起到防脱落的效果。
51.其中;所述步骤四中加热固化的温度为650~750℃;在此温度下,使钢丝基体表层喷涂cu、cr粉末快速熔化形成cucr基层。
52.其中;所述步骤七试验检测初始粘合:刚开始做好的这段时间的抽出力,1~2天内;湿热老化粘合:在湿热蒸汽条件下一段老化时间后的抽出力,7天、14天、21天、28天。
53.其中;所述cucr基层的厚度为0.2μm~0.5μm,所述sizn粘结层的厚度为0.5μm~
0.8μm;在此厚度下使整个镀层的粘附性大大提高,整体性更强,防止开裂。
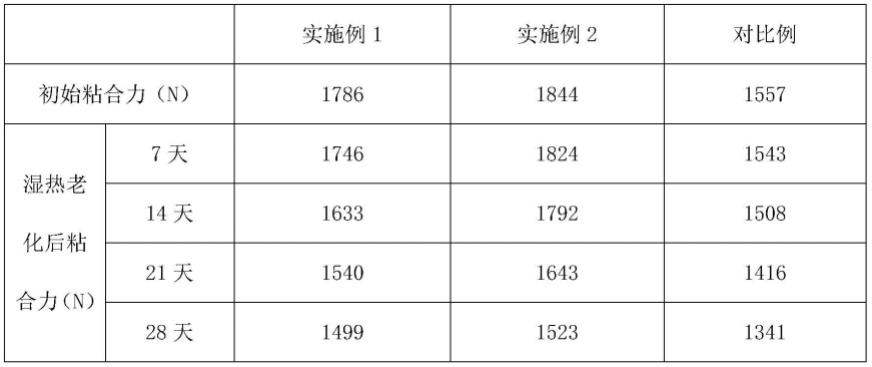
54.所述镀层钢丝制成3 8
×
0.33ht钢帘线,与现有技术的cu-zn-co镀层的钢帘线(对比例)对比,检测与橡胶的粘合性能,结果如表1所示。
55.表1
[0056][0057]
本发明的工作效果:镀层生产技术负责人进行制备方案会审,提出疑问并解答,技术人员编制专项制备方案和注意细节,并且向工作人员进行技术交底,使生产工作井然有序的进行,不易造成混乱,提高生产效率,缩短了含钴复合镀层制备时间,遇到问题时,便于针对性的解决,节省人力物力。利用cumo基层、sizn粘结层以及含co镀层,分三层进行喷涂使涂层的强度更高,抗裂性更好,不易脱落,经久耐用,利用cumo基层能够保证复合涂层主相单一,无氧化物的干扰,sizn粘结层能够有效加强与含co镀层结合强度,保证复合涂层的强度并且防腐效果得到显著提高。该钢帘线用含钴复合镀层及其制备方法,添加稀土,细化镀层组织,增加原子活性;增加cu-zn-co镀层与橡胶的初始粘合性能,同样还能有更优越的湿热老化粘合性能,增加了无钴胶料在工业应用的可能性,不仅能够减少橡胶制品中co元素的投入使用,节约资源,减缓橡胶开裂和老化、提高橡胶的耐久性。
[0058]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。