1.本发明涉及木质板材加工技术领域,更具体地说,涉及一种三聚氰胺木皮贴木质板材的制备方法。
背景技术:
2.木纹纸,是特种纸的一种。一般以原木浆牛皮纸作为底纸,然后再在表面进行压纹、染色等工艺的处理,最后才生产出具有多彩,花纹各异的木纹纸。木纹纸由于具有观赏性高、实用性强、性价比高的特性,因此它被应用于各个领域,尤其是各类装饰产品的包装,主要用于家具、音箱等家居办公用品的外表装饰或修边。
3.传统的三聚氰胺浸渍胶膜纸饰面刨花板,就是将带有不同颜色或纹理的纸放入三聚氰胺树脂胶粘剂中浸泡,然后干燥固化,将其铺装在刨花板表面,经热压而成的装饰板。
4.但是现有的装饰板一方面表面的三聚氰胺木皮粘接强度较差,容易在后期使用过程中出现脱落分离的现象,另外防潮性较差,一旦出现水分渗透现象容易导致整体受潮而强度下降,进而影响装饰板的正常使用。
技术实现要素:
5.1.要解决的技术问题
6.针对现有技术中存在的问题,本发明的目的在于提供一种三聚氰胺木皮贴木质板材的制备方法,可以实现在木质板材两侧表面均通过预压机预先压制出多个均匀分布的预压槽,然后向预压槽内注入吸湿胶,并在板面覆盖上吸湿纤维网,最后按照现有的热压工艺将三聚氰胺木皮压合至板材上,与现有的制备方法相比,本发明通过预压槽来变相扩大三聚氰胺木皮与板材之间的接触面积,从而来提高压合后的粘结强度,同时在发生水分渗透现象时,吸湿纤维网可以将吸收到的水分输送至吸湿胶处,吸湿胶内的吸湿成分可以高度吸水和锁水,使得水分不易继续向板材内部渗透,进而提高板材的防潮性,延长板材的使用寿命。
7.2.技术方案
8.为解决上述问题,本发明采用如下的技术方案。
9.一种三聚氰胺木皮贴木质板材的制备方法,包括以下步骤:
10.s1、准备原纸并平铺展开,然后在原纸表面印刷上一层水性油墨层,干燥形成印刷木纹贴皮;
11.s2、准备木质板材,通过预压机于木质板材一面压制得到多个均匀分布的预压槽,并注入吸湿胶;
12.s3、取吸湿纤维网贴覆至木质板材上,且节点处对应预压槽内的吸湿胶;
13.s4、通过三聚氰胺树脂胶浸渍木纹贴皮,然后取出覆盖至注入吸湿胶的木质板材一面,进行热压贴合;
14.s5、对木质板材翻面,重复步骤s2-s3直至双面均贴合有三聚氰胺木皮。
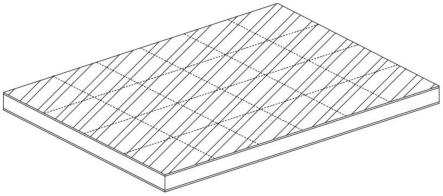
15.进一步的,所述预压槽形状为半球形,且预压槽的直径占木质板材厚度的1/4-1/6,半球形更容易压制成型,且对板材的损伤较小,不易破坏板材本身的结构。
16.进一步的,所述吸湿胶的注入量溢出预压槽,保证预压槽内的吸湿胶不会出现空胶的现象,进而影响到该区域的压合效果。
17.进一步的,所述吸湿胶为三聚氰胺树脂胶和高分子吸水树脂以质量比2:1混合制成,同样以三聚氰胺树脂胶为底胶不会干扰到三聚氰胺木皮的压合效果,而高分子吸水树脂具有超强的吸水性,可以吸收高达自身重量千倍的水分,同时具备一定的锁水性,不易出现逃逸行为,可以极大程度上提高板材的防潮性。
18.进一步的,所述吸湿纤维网通过具有吸湿性的植物纤维编织成网,且吸湿纤维网的厚度小于三聚氰胺树脂胶的浸渍厚度,吸湿纤维网不仅可以覆盖板材,在发生水分渗透现象时可以及时感知到,同时在三聚氰胺木皮压合后可以对其进行支撑定形,不易出现翘曲变形的情况。
19.进一步的,所述步骤s3中的吸湿纤维网可以通过多根独立的吸湿纤维掺加至吸湿胶内代替,且吸湿纤维的长度大于预压槽的直径,可以减少一道工艺,但是也会失去对三聚氰胺木皮的定形效果,在跟随吸湿胶一起注入至预压槽之后,由于吸湿纤维的长度较长会延伸至预压槽外,从而可以感知到其它区域的渗水行为。
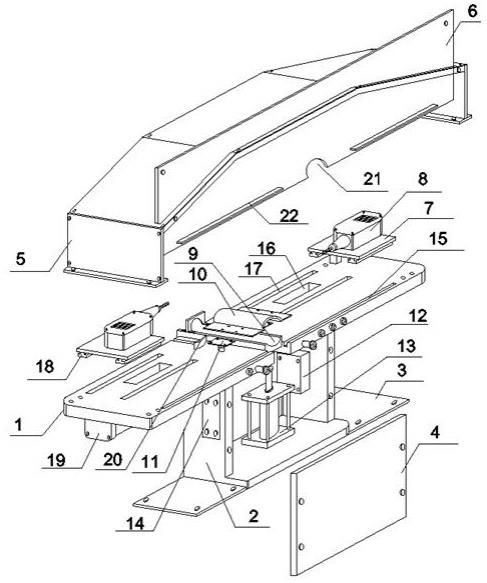
20.进一步的,所述预压机包括机台、升降柱和预压盘,所述升降柱安装于机台上端,所述预压盘安装于升降柱的底端,所述预压盘下端开设有多个均匀分布的溢液孔,所述溢液孔内活动镶嵌有相匹配的半压球,所述预压盘内侧设有同步板,所述同步板与半压球之间固定连接有延伸杆,所述同步板与预压盘内顶端之间固定安装有多个电动推杆,所述预压盘上端安装有注胶管,预压机不仅可以实现在板材上压制出预压槽的形状,同时直接注入吸湿胶,可以明显缩短工艺时间,注胶的精确度也会明显提升。
21.进一步的,所述预压机的预压步骤如下:
22.a、将木质板材置于机台的平台上,然后启动升降柱推动预压盘下压,利用半压球在板材表面形成多个均匀分布的预压槽;
23.b、启动升降柱拉动预压盘抬升一段距离,再启动电动推杆拉动同步板,间接拉动半压球离开溢液孔,通过注胶管将混合后的吸湿胶注入预压盘内;
24.c、吸湿胶顺着溢液孔正好流至预压槽内,待观察到吸湿胶刚好溢出预压槽后,启动电动推杆恢复原长对溢液孔进行封堵。
25.进一步的,所述步骤s4中热压温度为135-150摄氏度,热压压力为6-8mpa。
26.进一步的,所述步骤s5后检测三聚氰胺木皮的粘接强度以及平整度,合格后入库包装,不合格则重复热压动作直至合格。
27.3.有益效果
28.相比于现有技术,本发明的优点在于:
29.(1)本方案可以实现在木质板材两侧表面均通过预压机预先压制出多个均匀分布的预压槽,然后向预压槽内注入吸湿胶,并在板面覆盖上吸湿纤维网,最后按照现有的热压工艺将三聚氰胺木皮压合至板材上,与现有的制备方法相比,本发明通过预压槽来变相扩大三聚氰胺木皮与板材之间的接触面积,从而来提高压合后的粘结强度,同时在发生水分渗透现象时,吸湿纤维网可以将吸收到的水分输送至吸湿胶处,吸湿胶内的吸湿成分可以
高度吸水和锁水,使得水分不易继续向板材内部渗透,进而提高板材的防潮性,延长板材的使用寿命。
30.(2)本方案中预压槽形状为半球形,且预压槽的直径占木质板材厚度的1/4-1/6,半球形更容易压制成型,且对板材的损伤较小,不易破坏板材本身的结构。
31.(3)本方案中吸湿胶为三聚氰胺树脂胶和高分子吸水树脂以质量比2:1混合制成,同样以三聚氰胺树脂胶为底胶不会干扰到三聚氰胺木皮的压合效果,而高分子吸水树脂具有超强的吸水性,可以吸收高达自身重量千倍的水分,同时具备一定的锁水性,不易出现逃逸行为,可以极大程度上提高板材的防潮性。
32.(4)本方案中吸湿纤维网通过具有吸湿性的植物纤维编织成网,且吸湿纤维网的厚度小于三聚氰胺树脂胶的浸渍厚度,吸湿纤维网不仅可以覆盖板材,在发生水分渗透现象时可以及时感知到,同时在三聚氰胺木皮压合后可以对其进行支撑定形,不易出现翘曲变形的情况。
33.(5)本方案中吸湿纤维网可以通过多根独立的吸湿纤维掺加至吸湿胶内代替,且吸湿纤维的长度大于预压槽的直径,可以减少一道工艺,但是也会失去对三聚氰胺木皮的定形效果,在跟随吸湿胶一起注入至预压槽之后,由于吸湿纤维的长度较长会延伸至预压槽外,从而可以感知到其它区域的渗水行为。
34.(6)本方案中预压机包括机台、升降柱和预压盘,升降柱安装于机台上端,预压盘安装于升降柱的底端,预压盘下端开设有多个均匀分布的溢液孔,溢液孔内活动镶嵌有相匹配的半压球,预压盘内侧设有同步板,同步板与半压球之间固定连接有延伸杆,同步板与预压盘内顶端之间固定安装有多个电动推杆,预压盘上端安装有注胶管,预压机不仅可以实现在板材上压制出预压槽的形状,同时直接注入吸湿胶,可以明显缩短工艺时间,注胶的精确度也会明显提升。
附图说明
35.图1为本发明木质板材的结构示意图;
36.图2为本发明木质板材压合前的结构示意图;
37.图3为本发明的流程示意图;
38.图4为本发明预压机的结构示意图;
39.图5为本发明预压盘的结构示意图;
40.图6为本发明吸湿胶部分的结构示意图。
41.图中标号说明:
42.1机台、2升降柱、3预压盘、4同步板、5半压球、6延伸杆、7电动推杆、8注胶管。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示
的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
45.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
46.实施例1:
47.请参阅图1-3,一种三聚氰胺木皮贴木质板材的制备方法,包括以下步骤:
48.s1、准备原纸并平铺展开,然后在原纸表面印刷上一层水性油墨层,干燥形成印刷木纹贴皮;
49.s2、准备木质板材,通过预压机于木质板材一面压制得到多个均匀分布的预压槽,并注入吸湿胶;
50.s3、取吸湿纤维网贴覆至木质板材上,且节点处对应预压槽内的吸湿胶;
51.s4、通过三聚氰胺树脂胶浸渍木纹贴皮,然后取出覆盖至注入吸湿胶的木质板材一面,进行热压贴合;
52.s5、对木质板材翻面,重复步骤s2-s3直至双面均贴合有三聚氰胺木皮。
53.预压槽形状为半球形,且预压槽的直径占木质板材厚度的1/4-1/6,半球形更容易压制成型,且对板材的损伤较小,不易破坏板材本身的结构。
54.吸湿胶的注入量溢出预压槽,保证预压槽内的吸湿胶不会出现空胶的现象,进而影响到该区域的压合效果。
55.吸湿胶为三聚氰胺树脂胶和高分子吸水树脂以质量比2:1混合制成,同样以三聚氰胺树脂胶为底胶不会干扰到三聚氰胺木皮的压合效果,而高分子吸水树脂具有超强的吸水性,可以吸收高达自身重量千倍的水分,同时具备一定的锁水性,不易出现逃逸行为,可以极大程度上提高板材的防潮性。
56.值得注意的是,当预压槽尺寸较大时或者对木质板材强度要求较高时,还可以向吸湿胶内掺加陶瓷颗粒,依次来提高预压槽处的强度,避免因吸湿胶过多导致该区域强度较低的情况。
57.吸湿纤维网通过具有吸湿性的植物纤维编织成网,且吸湿纤维网的厚度小于三聚氰胺树脂胶的浸渍厚度,吸湿纤维网不仅可以覆盖板材,在发生水分渗透现象时可以及时感知到,同时在三聚氰胺木皮压合后可以对其进行支撑定形,不易出现翘曲变形的情况。
58.步骤s3中的吸湿纤维网可以通过多根独立的吸湿纤维掺加至吸湿胶内代替,且吸湿纤维的长度大于预压槽的直径,可以减少一道工艺,但是也会失去对三聚氰胺木皮的定形效果,在跟随吸湿胶一起注入至预压槽之后,由于吸湿纤维的长度较长会延伸至预压槽外,从而可以感知到其它区域的渗水行为。
59.请参阅图4-5,预压机包括机台1、升降柱2和预压盘3,升降柱2安装于机台1上端,预压盘3安装于升降柱2的底端,预压盘3下端开设有多个均匀分布的溢液孔,溢液孔内活动
镶嵌有相匹配的半压球5,预压盘3内侧设有同步板4,同步板4与半压球5之间固定连接有延伸杆6,同步板4与预压盘3内顶端之间固定安装有多个电动推杆7,预压盘3上端安装有注胶管8,预压机不仅可以实现在板材上压制出预压槽的形状,同时直接注入吸湿胶,可以明显缩短工艺时间,注胶的精确度也会明显提升。
60.预压机的预压步骤如下:
61.a、将木质板材置于机台1的平台上,然后启动升降柱2推动预压盘3下压,利用半压球5在板材表面形成多个均匀分布的预压槽;
62.b、启动升降柱2拉动预压盘3抬升一段距离,再启动电动推杆7拉动同步板4,间接拉动半压球5离开溢液孔,通过注胶管8将混合后的吸湿胶注入预压盘3内;
63.c、吸湿胶顺着溢液孔正好流至预压槽内,待观察到吸湿胶刚好溢出预压槽后,启动电动推杆7恢复原长对溢液孔进行封堵。
64.步骤s4中热压温度为135-150摄氏度,热压压力为6-8mpa。
65.步骤s5后检测三聚氰胺木皮的粘接强度以及平整度,合格后入库包装,不合格则重复热压动作直至合格。
66.请参阅图6,本发明可以实现在木质板材两侧表面均通过预压机预先压制出多个均匀分布的预压槽,然后向预压槽内注入吸湿胶,并在板面覆盖上吸湿纤维网,最后按照现有的热压工艺将三聚氰胺木皮压合至板材上,与现有的制备方法相比,本发明通过预压槽来变相扩大三聚氰胺木皮与板材之间的接触面积,从而来提高压合后的粘结强度,同时在发生水分渗透现象时,吸湿纤维网可以将吸收到的水分输送至吸湿胶处,吸湿胶内的吸湿成分可以高度吸水和锁水,使得水分不易继续向板材内部渗透,进而提高板材的防潮性,延长板材的使用寿命。
67.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。