1.本发明属于机械领域,涉及一种焊件焊渣去除设备,具体涉及一种管状焊件的焊渣去除装置,可实现焊渣的去除、收集和焊缝清理的一体化。
背景技术:
2.本发明涉及的是一种可实现焊渣的去除、收集和焊缝清理的一体化装置,在当前的工业制造中,焊接凭借其适应性好、可简化复杂零件和大型零件的制造、能够满足特殊连接要求,节省材料等特点,被广泛应用。
3.熔焊是最重要的焊接工艺方法,其中以电弧为加热热源的电弧焊是熔焊中最基本的金属焊接方法。目前的企业利用电弧焊进行金属部件焊接时,主要利用人工或机器焊接。但是在焊接过程中,表面会产生焊渣。当前焊渣的去除主要由人工持械去除,占市场处理需求的90%。若采用机械清理可以减少大量人力物力消费,缩短工件生产加工时间,提高工程建设速度。
4.同时目前现市面上所用的主流焊接钢管主要用途有输送蒸汽、压缩空气与冷凝水等。而在此管道安装过程中常需进行切割与焊接,若不及时将焊渣进行收集清理,易使管道上的焊渣在管道工作时对工况和管道的使用寿命造成消极影响,重则可能引起安全事故。针对输送蒸汽的焊接钢管,蒸汽首先在锅炉中产生,经由封闭管道运输至用汽设备,其常用的管道直径为15至150mm,本产品采用可调节卡盘,可适应不同管径;供气系统的配管管径为15至80mm,管径大小与本产品相适应,对其上焊渣进行收集去除可提高使用寿命,并且保证输送气体的质量稳定。
技术实现要素:
5.本发明旨在针对上述现有技术的不足,开发一种利用机械结构相互配合的焊渣去除装置。此装置既可以保证焊渣清理效率达到98%以上,同时节约能量,使得焊渣的清理效率提高,且焊接处得到修复。
6.且当前机械去除并未广泛应用,原因为目前控制系统不够完善,且去除效果较差,会对后续加工产生影响。以主流清理装置——气压无尘喷砂设备为例:该设备以压缩空气源和喷砂枪为主体,喷枪的输入口和水砂混合装置连接,水砂混合装置由电机,旋转轮,筒身等结构组成。该设备类似于利用喷丸处理的方式清理焊渣,利用水砂清理表面焊渣,但是这种装置无法对焊缝进行修整,焊缝的表面可能与钢管的表面不平整,最终影响到下一道工序,增加工作流程,降低处理效率。本装置设计一款利用机械结构进行焊渣去除,并进行焊接检测的装置,有效的解决以上问题。
7.同时,本发明采用多模块集成的方式,数控换刀工作台为主要除焊渣主要设备,可在数控条件下有序完成对焊渣的去除,打磨,清理,修复功能,为更好的体现数控换刀工作台的上述优势,配有内撑外夹双夹紧卡盘固定管件及更好地定位焊缝位置;同时十字滑台组成的二维移动平台为管件焊缝的去除提供精准的进给量,提高去除工作效率,为流水线
生产工艺提供可能性;而且管状焊渣被去除后会通过具有振动盘的焊渣收集槽集中回收至废料箱便于焊渣的清理及对焊渣进行后续回收利用。
8.另外,本发明中数控换刀工作台是一种全新的换刀系统。该动力传输链由原来的单输出通道改为多输出通道,除了切换除焊渣执行末端以外,中央主轴始终处于旋转状态,进而带动下方的大齿轮与从动小齿轮一直旋转,当拨叉曲柄通过拨叉杆向下摆动将换向齿轮拨动与内齿圈啮合,使得换刀器在中央主轴驱动下换刀,换至工作位的除焊渣执行末端(刀具)上对应的电子离合器连接上,实现唯一输出轴,进而实现只有一个工作刀具处理工作状态,同时该换刀过程无需取下工件刀具即可完成对应工件刀具的切换,大大缩短了管件焊渣处理时间。
9.本发明是通过以下技术方案实现的:
10.一种管状焊件的焊渣去除装置,其特征在于,包括
11.管状焊件夹持装置,用于夹持管状焊件,并能驱动所夹持管状焊件绕自身轴向转动进行不同周向除焊渣;
12.二维移动平台,用于驱动管状焊件夹持装置及其所夹持的夹持管状焊件在xy平面内运动,进行对准和沿着轴向运动除焊渣;
13.除焊渣机械臂,包括多个能自动切换的除焊渣执行末端,所述除焊渣机械臂具有z向的升降自由度;
14.焊渣收集模块,包括设于管状焊件夹持装置底部四周的焊渣收集槽,用于收集焊渣去除过程中的焊渣。
15.进一步地,所述除焊渣机械臂包括z向升降机构和安装在z向升降机构上的数控换刀工作台,所述数控换刀工作台底部设有能够进行动力和位置切换的多个除焊渣执行末端,多个除焊渣执行末端分别为敲击锤、打磨机和旋转刷。
16.本发明通过数控换刀工作台自动更换不同的执行末端对管状焊件进行除焊渣,一个设备即可完成除焊渣所有操作,无需更换工位。
17.本发明相比现有技术具有以下优势:
18.(1)焊渣的去除过程与管件的运动过程及焊渣的收集模块有效配合,实现多模块集成式处理过程,可独立加工与共同协作,提高了装置的运用灵活性,同时进可建立流水线,提高整个焊接工作效率。
19.(2)该装置将焊渣去除、打磨、清理及焊接位置修复功能集一体化,且可通过数控分步完成各个功能,一体化加工方式提高了焊渣去除效率。
20.(3)工作台无需机械臂或其他结构进行辅助换刀,换刀为整轴式切换工件即、旋转轴转换的方式,可节省取下工件再次安装的时间,大大提高了一体化的去除效率。
21.这款装置的设计解决了如今焊渣清理方法效果较差的问题,实现了焊渣的去除、打磨、回收的一体化自动去除装置。
附图说明
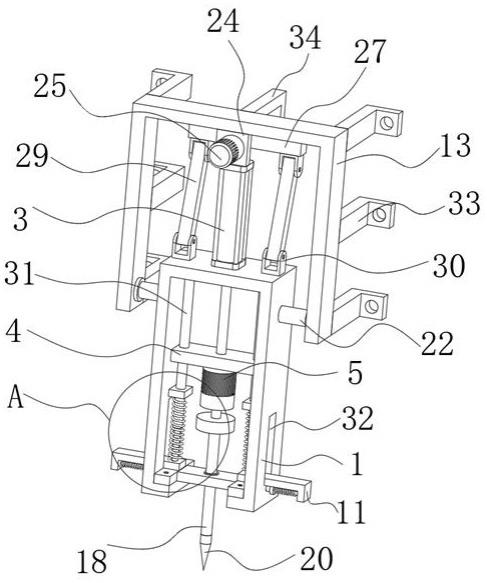
22.图1是本发明的焊渣去除装置整体示意图。
23.图2是除焊渣机械臂示意图。
24.图3是数控换刀工作台除去保护壳示意图。
25.图4是数控换刀工作台除去换刀支架后示意图。
26.图5是数控换刀工作台除去换刀支架后爆炸示意图。
27.图6是锁定装置示意图。
28.图7是锁定装置局部剖切示意图。
29.图8是敲击锤剖切示意图。
30.图9是敲击锤除去锤壳示意图。
31.图10是管状焊件夹持装置及二维移动平台示意图。
32.100-管状焊件夹持装置,110-夹持底座,120-转动电机,130-四爪卡盘,140-外夹持环,150-支座,160-滑轮,170-支撑柱,180-支撑件,200-二维移动平台,210-x向丝杠螺母滑台,220-y向丝杠螺母滑台,230-平台支座,300-除焊渣机械臂,400-z向升降机构,401-z向支架,402-z向丝杆,403-z向导轨,404-z向拖板,405-z向电机,406-z向滑块,500-数控换刀工作台,501-换刀支架,5011-支撑环,5012-保护壳,502-除渣电机,503-换向器,5031-上换向器,5032-下换向器,5033-滑动槽,504-输出轴,505-电子离合器,506-敲击锤,5061-锤壳,5062-锤轴,5063-锤体,5064-螺旋滑槽,5065-轴向滑槽,5066-弹簧销,5067-蓄能弹簧,5068-滑槽,5069-滑块,507-打磨机,508-旋转刷;509-中央主轴,5091-长花键,510-大齿轮,511-从动小齿轮,512-内齿圈,513-换向齿轮,530-锁定装置,531-固定环,532-锥形环,5321-锥面,533-锁定臂,534-锁定杆,535-锁定头,536-滑动头,537-锁定弹簧,538-解锁弹簧,539-锁定槽,540-拨叉装置,541-拨叉电机,542-拨叉曲柄,543-拨叉杆,544-拨叉槽,600-焊渣收集模块,601-焊渣收集槽,602-振动盘,603-管道,604-废料箱,605-弹性组件,606-曲柄摇杆机构,700-管状焊件。
具体实施方式
33.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
34.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
35.如图1所示,本发明提供一种管状焊件的焊渣去除装置,包括
36.管状焊件夹持装置100,用于夹持管状焊件700,并能驱动所夹持管状焊件700绕自身轴向转动进行不同周向除焊渣;
37.二维移动平台200,用于驱动管状焊件夹持装置100及其所夹持的夹持管状焊件700在xy平面内运动,进行对准和沿着轴向运动除焊渣;
38.除焊渣机械臂300,包括多个能自动切换的除焊渣执行末端,所述除焊渣机械臂300具有z向的升降自由度;
39.焊渣收集模块600,至少包括一个设于管状焊件夹持装置100底部四周的焊渣收集槽601,用于收集焊渣去除过程中的焊渣。
40.作为一种优选实施例,如图1和图2所示,所述除焊渣机械臂300包括z向升降机构400和安装在z向升降机构400上的数控换刀工作台500,所述数控换刀工作台500底部设有能够进行动力和位置切换的多个除焊渣执行末端,多个除焊渣执行末端分别为敲击锤506、
打磨机507(打磨头)和旋转刷508。
41.作为一种优选实施例,如图2所示,所述z向升降机构400包括z向支架401、z向丝杆402、z向导轨403、z向拖板404和z向电机405,所述z向支架401固定在地面或者台架上,z向导轨403固定在z向支架401前部两侧,z向拖板404通过z向滑块406安装在两个z向导轨403上,自由上下运动;z向丝杆402上下两端分别通过轴承安装在两个z向导轨403之间的z向支架401内,z向电机405通过联轴器或减速器与z向丝杆402相连,z向丝杆402上套设有螺纹配合的螺母,并且该螺母与z向拖板404固定相连,z向拖板404作为数控换刀工作台500的安装固定板。
42.作为一种优选实施例,如图3至图5所示,所述数控换刀工作台500包括
43.换刀支架501,通过螺栓固定安装在z向拖板404上,为整个数控换刀工作台500提供支撑;
44.除渣电机502,安装在换刀支架501顶部,为除渣提供动力;
45.换向器503,通过转动副安装于除渣电机502下方的换刀支架501内,换向器503内部设有中空的安装空间,换向器503底部安装有三个输出轴504,三个输出轴504上分别通过电子离合器505安装敲击锤506、打磨机507和旋转刷508;
46.中央主轴509,顶部与除渣电机502动力传动(比如减速器或者联轴器)相连,中部设有能沿着轴向滑动的换向齿轮513;下端能自由转动的延伸到换向器503的安装空间内,并且位于换向器503内的中央主轴509上固定有大齿轮510,所述大齿轮510四周设有三个与之相啮合的从动小齿轮511,每个从动小齿轮511均与一个输出轴504固定相连;所述换向器503顶部设有能与换向齿轮513啮合的内齿圈512;
47.锁定装置530,用于锁定换向器503和换刀支架501的相对位置;
48.拨叉装置540,用于沿着轴向拨动换向齿轮513,使得在锁定装置530解锁时,换向齿轮513能与换向器503的内齿圈512啮合传递动力进行除焊渣执行末端换位。
49.作为一种优选实施例,如图3至图7所示,所述换向器503由上换向器5031和下换向器5032固定在一起组成,三个输出轴504通过轴承安装在下换向器5032内底部,所述从动小齿轮511的齿轮轴上端通过轴承安装在相应输出轴504上方的下换向器5032内顶部,所述从动小齿轮511的齿轮轴下端通过电子离合器505与相应的输出轴504相连;所述换刀支架501设有分别用于安装换向器503上下两端的支撑环5011,下换向器5032下端通过铜套安装在下部的支撑环5011上,上换向器5031顶部通过铜套或者轴承安装在上部的支撑环5011上,使得整个换向器503能够自由转动;所述锁定装置530包括设于上换向器5031内中央主轴509四周的固定环531、同轴设于固定环531内的锥形环532和用于锁定的锁定支架,所述锁定支架包括锁定臂533、垂直固定于锁定臂533上的锁定杆534和设于锁定杆534顶部径向向外的锁定头535;
50.如图3、6、7所示,所述锥形环532通过上下方向的滑动副安装在固定环531内,锥形环532顶部向外延伸,形成能与换向齿轮513接触的接触环,锥形环532与中央主轴509具有一定间隙,不影响中央主轴509自由转动,并且锥形环532和固定环531之间设于使得两者保持远离趋势的锁定弹簧537;所述固定环531四周设于若干径向设置的滑孔,所述锁定臂533内端设有安装在滑孔内的滑动头536,所述滑动头536延伸到滑孔内与锥形环532的锥面5321接触,锁定臂533外端通过滑动副安装在上换向器5031内底部,并且锁定臂533外端与
上换向器5031之间设有驱使锁定臂533径向向内运动的解锁弹簧538,具体的,本发明实施例中,所滑动副为固定在上换向器5031上的滑动槽5033,所述解锁弹簧538设于滑动槽5033内底部;
51.所述上换向器5031顶部设有供锁定杆534向上穿出并能径向运动的避让槽,上部的支撑环5011上设有若干与锁定头535对应的锁定槽539(如图3所示,未画全);
52.所述锁定弹簧537通过锥面5321接触对锁定臂533产生的锁定力大于解锁弹簧538对锁定臂533产生的解锁力,所述换向齿轮513在拨叉装置540驱动下,向下运动过程中,在啮合内齿圈512的同时,能向下挤压锥形环532顶部,压缩锁定弹簧537,使得锁定支架在解锁弹簧538的作用下径向向内运动解锁。
53.正常情况时,三个除焊渣执行末端中只有一个处于工作位,拨叉装置540将换向齿轮513向上拨动,脱离与内齿圈512的啮合,锥形环532在锁定弹簧537的弹力作用下向上运动,通过锥面5321挤压,使得锁定臂533径向向外移动,锁定杆534顶部的锁定头535插入支撑环5011上的锁定槽539内,将换向器503与换刀支架501相对固定,使得当前工作位的除焊渣执行末端能稳定的进行工作(当前工作位除焊渣执行末端上的电子离合器505连接上,其余除焊渣执行末端的电子离合器505断开);当需要更换除焊渣执行末端时,断开所有电子离合器505,启动拨叉装置540,将换向齿轮513向下拨动直至与内齿圈512啮合,换向齿轮513向下拨动过程中挤压锥形环532顶部的接触环,使得锥形环532的锥面5321向下移动,脱离对锁定臂533上滑动头536的挤压,锁定臂533在解锁弹簧538的作用下径向向内移动,使得锁定杆534顶部的锁定头535脱离支撑环5011上的锁定槽539,换向器503可以自由转动,启动除渣电机502,中央主轴509转动,并通过换向齿轮513和内齿圈512的啮合带动换向器503转动,实现除焊渣执行末端的换向,当所需除焊渣执行末端转动到工作位后,停掉除渣电机502,通过拨叉装置540将换向齿轮513向上拨动,脱离与内齿圈512的啮合,锥形环532在锁定弹簧537的弹力作用下向上运动,通过锥面5321挤压,使得锁定臂533径向向外移动,锁定杆534顶部的锁定头535插入支撑环5011上的锁定槽539内,将换向器503与换刀支架501相对固定,完成除焊渣执行末端换位,启动除渣电机502,连上处于工作位除焊渣执行末端的电子离合器505,即可开始采用该除焊渣执行末端进行除渣工作。
54.作为一种优选实施例,如图5、8、9所示,所述敲击锤506包括锤壳5061、锤轴5062和锤体5063,所述锤壳5061通过滑动副安装在换向器503底部,具体的,下换向器5032底部设有滑槽5068,锤壳5061外侧设有安装在滑槽5068内的滑块5069,所述锤轴5062通过电子离合器505与输出轴504相连;锤轴5062下端延伸到锤壳5061内,所述锤体5063固定安装在锤壳5061内的锤轴5062下端;所述锤体5063上设有不大于一圈的螺旋滑槽5064,并在螺旋滑槽5064顶部开设有向下贯穿的轴向滑槽5065,所述锤壳5061内侧设有能在螺旋滑槽5064及轴向滑槽5065中滑动的弹簧销5066;所述锤壳5061顶部和锤轴5062之间设有蓄能弹簧5067,输出轴504带动锤轴5062转动过程中,通过弹簧销5066和螺旋滑槽5064的配合,使得锤壳5061相对于锤体5063向上运动,压缩蓄能弹簧5067进行蓄能,弹簧销5066运动到螺旋滑槽5064顶部后进入轴向滑槽5065,蓄能弹簧5067带动锤壳5061迅速向下运动进行释放锤击。
55.作为一种优选实施例,如图3和图4所示,所述拨叉装置540包括拨叉电机541、拨叉曲柄542和拨叉杆543,所述换向齿轮513顶部设有环绕一圈的拨叉槽544;所述拨叉电机541
固定在换刀支架501上,拨叉曲柄542安装在拨叉电机541的输出轴504上,所述拨叉杆543中部铰接在拨叉曲柄542上,拨叉曲柄542一端铰接在换刀支架501上,另一端通过滚动体安装在拨叉槽544内(滚动体直径小于拨叉槽544的宽度,使得滚动体不同时与拨叉槽544上下两面接触,因此滚动体不影响换向齿轮513随之中央主轴509自由转动),拨叉电机541通过拨叉曲柄542驱动拨叉杆543上下摆动,从而通过下端的滚动体拨动换向齿轮513沿着中央主轴509上下运动。
56.作为一种优选实施例,如图4所示,所述中央主轴509上设有长花键5091,所述换向齿轮513通过间隙配合安装在长花键5091上,形成滑动副。
57.作为一种优选实施例,如图1和图10所示,所述管状焊件夹持装置100包括夹持底座110、转动电机120、用于夹持管状焊件700一端内壁的四爪卡盘130和套在管状焊件700另一端外侧的外夹持环140,所述夹持底座110安装在二维移动平台200上,夹持底座110设有两个相对安装的支座150;四爪卡盘130和外夹持环140分别通过转动副安装在两个支座150上,所述四爪卡盘130与转动电机120动力传动相连,所述外夹持环140内侧设有若干通过径向弹性组件(比如弹簧)安装的滑轮160。
58.作为一种优选实施例,如图10所示,安装外夹持环140的支座150通过滑板安装在夹持底座110上,能够通过滑动机构调节两个支座150之间的距离,以适应不同长度的管状焊件700。
59.作为一种优选实施例,如图10所示,所述夹持底座110通过支撑柱170安装在二维移动平台200上,本实施例中,所述二维移动平台200为两个相互垂直安装的丝杠螺母滑台机构,具体包括平台支座230、x向丝杠螺母滑台210和y向丝杠螺母滑台220,所述平台支座230固定在x向丝杠螺母滑台210的滑台上,x向丝杠螺母滑台210安装在y向丝杠螺母滑台220的滑台上;所述支撑柱170固定在平台支座230上,所述转动电机120也通过支撑件180安装在平台支座230上。
60.作为一种优选实施例,如图1和图10所示,所述焊渣收集槽601环绕在支撑柱170四周;所述焊渣收集槽601底部设有倾斜设置的振动盘602,振动盘602低点处设有焊渣出料口,所述焊渣出料口通过管道603连接至废料箱604。
61.作为一种优选实施例,所述振动盘602底部通过若干弹性组件605(比如弹簧)支撑在平台支座230上或者焊渣收集槽601内底部,所述平台支座230上还设有与振动盘602高点相连的曲柄摇杆机构606,通过曲柄摇杆机构606驱动振动盘602上下运动进行振动,从而使得焊渣自动向下运动被收集。
62.使用时,如图1所示,将待除渣的管状焊件700夹持在管状焊件夹持装置100上,通过调整两个支座150之间的距离,适应不同大小的管状焊件700,启动二维移动平台200,将管状焊件700调整到除焊渣机械臂300下方,启动数控换刀工作台500,通过数控换刀工作台500选择好所需的除焊渣执行末端到工作位(具体换刀过程详见上述机械结构原理),启动除渣电机502即可开始除渣工作,除渣过程中,启动二维移动平台200使得管状焊件700相对于除焊渣执行末端沿着轴向运动,进行大面积除渣,并且还还可以启动转动电机120使得管状焊件700旋转,进行全面除渣;所处焊渣被焊渣收集槽601收集后流入废料箱604集中处理。除渣时,根据除渣情况选择敲击锤506、打磨机507和旋转刷508进行除渣,一般情况下,先敲击,后打磨,最后旋转刷508除去浮沉;当然根据需要敲击和打磨可以交替进行。
63.以上实施方式仅用于说明本发明,而非对本发明的限制。尽管参照实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,对本发明的技术方案进行各种组合、修改或者等同替换,都不脱离本发明技术方案的精神和范围,均应涵盖在本发明的权利要求范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。