1.本发明涉及一种中低碳钢钢水的生产方法,特别涉及一种超低氧及硫化物高球化率中低碳钢钢水的生产方法,属于钢的冶炼及连续铸造技术领域。
背景技术:
2.随着钢铁材料在各种服役条件要求高的环境下的广泛使用,对钢铁材料的各种性能要求越来越高,除钢铁材料本身成分的设计外,主要通过控制钢中的氧含量和硫化物的形态来提升产品的性能。
3.汽车用钢是对材料疲劳性能和加工性能要求高,汽车用钢既要求减少钢中夹杂物数量,又要求钢中的硫化物基本球化。通常,对于采用转炉冶炼 lf炉精炼 rh炉精炼工艺下生产的钢中w[c]≤0.20%的中低碳钢,成品钢中w[t.o]为10-30ppm,现有常规工艺不能稳定控制钢中w[t.o]≤10ppm。
[0004]
为了稳定控制钢中w[t.o]≤10ppm,技术人员主要采用转炉低温、高碳出钢的方法降低钢水中的自由氧,这种方法通常因为钢水温度低需在lf炉加热,增加了成本和钢水氮含量;另一种方法是在精炼造高碱度高还原性的精炼渣,强化钢水与渣的界面反应等降低钢水总氧含量,这种方法主要缺点在于成本高,效率低。
[0005]
申请公布号为cn110205443a的中国专利申请公开了一种低碳含硅铝镇静钢超低氧冶炼方法,通过控制合金类型和加入时机,抑制al2o3向钙铝酸盐的转变,借助rh真空去除al2o3系夹杂,控制t.o在8ppm以内。
[0006]
申请公布号为cn110079724a的中国专利申请公开了一种超低氧中低碳钢冶炼方法,控制合金加入时机和炉渣碱度,rh工序真空去除夹杂,控制t.o在8ppm以内。
[0007]
申请公布号为cn103937926a的中国专利申请公开了一种超低碳钢超低氧含量钢液的生成方法,通过出钢挡渣、加石灰和萤石调渣、rh控制最高真空度和循环时间、脱碳后脱氧同时撒脱氧剂对钢包顶渣脱氧,钢水中t.o含量可控制在15ppm以下。
技术实现要素:
[0008]
本发明的目的是提供一种超低氧及硫化物高球化率中低碳钢钢水的生产方法,主要解决现有中低碳钢的生产成本高、生产效率低以及钢中硫化物球化率低的技术问题,本发明方法生产的中低碳钢中w[t.o]≤10ppm,硫化物长宽比≤2.5。
[0009]
本发明的技术思路是,通过钢包底吹氩和rh炉真空精炼,对钢水中的al2o3、sio2等复合夹杂物进行液化去除,有效去除al2o3夹杂,实现超低氧钢水的低成本冶炼。
[0010]
本发明采用的技术方案是,一种超低氧及硫化物高球化率中低碳钢钢水的生产方法,包括以下步骤:
[0011]
1)通过转炉熔炼得到符合化学成分要求的钢水,控制转炉出钢钢水中w[s]≤0.01%、w[o]≤800ppm;转炉出钢过程中向钢包内加入含铝合金对钢水进行进一步脱氧,向钢包内加入生石灰对钢包渣进行改性;
[0012]
2)将钢包中的钢水运至lf精炼炉进行进行钢包渣改性、钢水温度调控和合金成分调控,根据转炉下渣量加入生石灰和改质剂对钢包渣进行改性,控制精炼炉精炼渣的二元碱度r(w(cao)/w(sio2))为5~10,精炼渣中w[t.fe]≤2.0%;将钢水中除mg、ca以外的化学成分调控至钢种的设计成分;向钢包内钢水中吹入氩气对钢水进行吹氩处理,钢包底吹氩气流量为200~1000l/min,底吹氩气时间≥5min后,停止向钢包内钢水中吹入氩气,对钢水进行成分检测;
[0013]
3)将钢包内钢水运至rh精炼炉进行精炼处理,根据lf炉出站钢水成分加入合金将钢水的化学成分调控至钢种的设计成分,对钢水进行真空脱气处理5~8min后,向钢包内钢水中喂入mg-ca-al合金线对钢水处理,控制钢水中w[ca]为10~15ppm;向喂完mg-ca-al合金线后的钢包内钢水中吹入氩气,钢包底吹氩气时间为6~8min,钢包底吹氩气流量为200~1000l/min,得到成品钢水。
[0014]
本发明方法生产的成品钢水中w[t.o]≤10ppm;成品钢水浇铸成连铸板坯,连铸板坯经热连轧后得到的热轧钢板硫化物长宽比≤2.5,硫化物球化率高。
[0015]
步骤3)中,所述mg-ca-al合金线化学成分的重量百分比为:ca:13-15%,mg:13-15%,al:50-55%,余量为fe及不可避免的杂质;向钢水中喂入mg-ca-al合金线的速度为1.5~2.0m/s,效果佳。
[0016]
本发明工艺控制参数确定的理由如下:
[0017]
1、转炉出钢钢水中s的重量百分含量的设定
[0018]
转炉出钢钢水中s的重量百分含量控制在≤0.01%,主要是因为对焊接、耐疲劳等性能钢种中s含量通常≤0.006%,甚至≤0.002%,控制转炉出钢钢水中s含量主要是为了减少lf炉的脱硫率,减少脱硫时间,减少钢水的增氮;控制转炉出钢钢水中w[o]≤800ppm,主要是减少脱氧产量al2o3含量,提高钢水洁净度的同时,可减少在lf造渣为了保证ca/al时加入较多的石灰。
[0019]
2、向钢水中喂入mg-ca-al合金线的速度的设定
[0020]
本发明采用mg-ca-al复合处理技术,对钢水中夹杂物进行调控;因为mg-ca-al合金线线中mg和ca含量较高,熔点和沸点低,控制喂线速度为1.5~2.0m/s,当喂线速度小于1.5m/s,镁更易气化,镁含量收得率低,而钙收得率相对较高,镁钙的配比不能很好的控制在1.0~2.0;而镁、钙属于活泼金属,当喂线速度大于2.0m/s,镁与钢渣和钢水中氧元素反应激烈,容易引起钢水翻腾和喷溅,导致钢水二次氧化,综合考虑,本发明限定向钢水中喂入mg-ca-al合金线的速度为1.5~2.0m/s。
[0021]
3、向钢水中喂完mg-ca-al合金线后,向钢包内钢水底吹氩气时间的设定
[0022]
当mg-ca-al合金线喂入后,钢包底吹氩时间为6~8min,促进形成的液态夹杂物上浮、加快形成含mg的粒子可作为硫化物的析出界面,减少塑性夹杂mns的数量,避免在热轧过程变形为长条状,达到球化硫化物的目的。
[0023]
本发明相比现有技术具有如下积极效果:1、本发明方法生产中低碳钢中w[t.o]≤10ppm;成品钢水浇铸成连铸板坯,连铸板坯经热连轧后得到的热轧钢板硫化物长宽比≤2.5,满足了对硫化物和全氧含量同时有特殊要求的中低碳钢冶炼。2、本发明方法具有操作简单,成本低的特点。
具体实施方式
[0024]
下面结合实施例1~4对本发明做进一步说明,如表1~6所示。
[0025]
本发明实施例中的用于盛装钢水的钢水包容量为250吨,实施例1、2生产钢种为hr60;实施例3、4生产钢种为q345b;采用本发明工艺生产4炉钢水,生产工艺路径为:转炉冶炼 lf炉精炼 rh炉精炼,rh炉真空脱气处理好后喂入mg-ca-al合金线;
[0026]
常规工艺路径为:转炉冶炼 lf炉精炼 rh炉精炼,rh处理好后喂入钙线。
[0027]
实施例1、2钢的化学成分重量百分比为:c:0.05-0.10%,si:0.05-0.50%,mn:1.20-1.60%,s≤0.010%,p≤0.02%,ti:0.015-0.03%,mg:0.0005-0.0015%,ca:0.001-0.003%,al:0.02-0.04%,n≤0.006%。
[0028]
实施例3、4钢的化学成分重量百分比为:c:0.10-0.20%,si:0.15-0.50%,mn:0.80-1.50%,s≤0.010%,p≤0.02%,ti:0.025-0.05%,mg:0.0005-0.0015%,ca:0.001-0.003%,al:0.02-0.05%,n≤0.006%。
[0029]
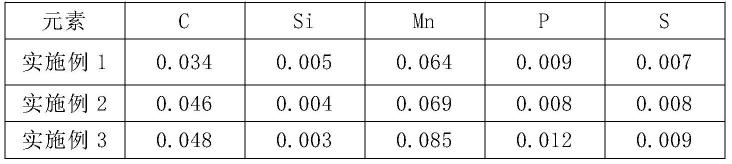
通过转炉熔炼,控制转炉出钢钢水中c、s、o的重量百分含量,转炉出钢钢水的化学成分如表1所示。
[0030]
表1本发明实施例转炉出钢钢水的化学成分,单位:重量百分比。
[0031][0032][0033]
将钢水运至lf精炼炉,加入al合金块进行脱氧后加入mn合金、nb合金和ti合金,调节后的钢水成分,对钢水进行底吹氩,吹氩时间大于8min,钢包底吹氩气流量为200~1000l/min;lf精炼炉出站钢水的精炼渣控制参数见表2,lf精炼炉出站钢水的化学成分见表3。
[0034]
表2本发明实施例lf精炼炉出站钢水的精炼渣控制参数
[0035][0036]
表3本发明本发明实施例lf精炼炉出站钢水的化学成分,单位:重量百分比。
[0037]
元素csimnpsalti实施例10.0640.0831.2980.0100.00330.0490.021实施例20.0620.0711.2940.0090.00450.0350.020实施例30.1570.2181.0910.0140.00530.0300.028实施例40.1590.1850.9320.0180.00300.0260.026
[0038]
将钢水运至rh精炼炉,钢水进行纯脱气处理5-8分钟,根据表2成分加入合金精确调整处mg、ca以外的化学成分。对处理好的钢水进行喂线处理,mg-ca-al合金线的喂线速度为1.8m/s,mg-ca-al合金线化学成分的重量百分比为:mg:14.51%,ca:13.98,al:52.15%,余量为fe和其他夹杂元素。
[0039]
常规工艺喂入含ca的合金线,其他处理方式与实施例相同。
[0040]
钢包底吹氩气时间为6~8min,钢包底吹氩气流量为200~1000l/min,均匀钢水成分获得成品钢水,取样检测钢水成分,成品钢水中w[t.o]≤10ppm,成品钢水的化学成分如表4所示;对rh出站精炼渣取样,进行化学成分分析,结果如表4所示。
[0041]
表4本发明实施例对成品钢水的化学成分,单位:重量百分比。
[0042]
元素csimnpsalticamgon实施例10.0620.0761.2830.0090.00320.0380.0180.0150.00050.00100.0050实施例20.0650.0691.2970.0100.00370.0340.0180.00220.0070.00090.0051实施例30.1690.2201.1130.0140.00470.0280.0290.00170.00110.00090.0043实施例40.1590.1881.0980.0180.00260.0250.0240.00180.00080.00080.0047
[0043]
将经rh精炼炉精炼处理后的钢水进行板坯连铸得到连铸板坯,连铸坯断面均为1320mm
×
230mm,长度为8~12.5m,检测板坯全氧含量。
[0044]
连铸板坯经热轧,采用控轧控冷工艺轧制成厚度为4-8mm的热轧钢板,用aspex夹杂物扫描仪对热轧钢板的进行夹杂物分析,扫描尺寸为≥1μm,扫描面积为60mm2,热轧钢板的硫化物长宽比参数见表5。
[0045]
表5本发明实施例板坯全氧含量及热轧钢板夹杂物参数
[0046]
类别板坯中w[t.o]/ppm热轧钢板中硫化物长宽比实施例182.25实施例282.43实施例392.16实施例471.99
[0047]
本发明实施例连铸板坯经热连轧后得到的热轧钢板硫化物长宽比≤2.5,硫化物球化率高。
[0048]
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
