1.本发明涉及汽车制造技术领域,具体是一种自动去除边料的汽车配件制造系统及其工 艺。
背景技术:
2.汽车能够便捷人们的出行,缩短人们的出行时间。不仅如此,汽车在物流行业的应用 还能够提高生产效率和经济效益。因此汽车作为陆地交通工具,在人们的出行生活和社会 生产中都起到了非常重要的作用。现有汽车零配件在制备过程中需要根据需要的形状进行 切割,但是零件在切割过程中会产生粉尘和边角料,边角料散落或者堆积在工作台上容易 引发生产事故。此外部分切割面会出现毛刺或者凹凸不平的情况,不能直接使用。
3.申请号为201911194728公开了一种汽车配件制造的切割系统,但是该系统并未对汽 车切割过程中产生的边角料、粉末以及毛刺的问题进行详述;申请号为201710501164.6 公开了一种汽车零件切割装置,该切割装置中也未对零件切割过程中产生的边角料、粉末 以及毛刺进行详述。所以需要对现有技术进行改进,以解决上述技术问题。
技术实现要素:
4.本发明的目的在于提供一种自动去除边料的汽车配件制造系统及其工艺,以解决上述 背景技术中提出的问题。
5.为实现上述目的,本发明提供一种自动去除边料的汽车配件制造系统,所述制造系统 包括送料子系统、机械手、切割子系统、打磨子系统和收集斗;
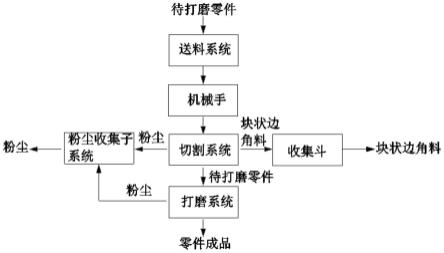
6.所述送料子系统包括电机一、传送带、驱动轮和从动轮,所述电机带动驱动轮转动, 所述驱动轮带动传送带转动,所述从动轮在传送带的带动下转动;所述传送带的一端延伸 至机械手的下方并且将待切割零件送入机械手抓取区域,所述机械手用于固定待切割零 件,所述切割子系统包括气缸、切割刀头、固定台板和支撑架,所述固定台板为支撑架提 供支撑作用,所述支撑架支撑气缸,所述气缸带动切割刀头切割待切割零件,所述收集斗 位于固定台板的正下方,所述固定台板通过开设的集料孔与集料斗连接,切割下来的块状 边角料通过集料孔进入集料斗内部;所述打磨子系统包括电机二和砂轮,所述电机二带动 砂轮转动,所述砂轮通过快速转动对待切割零件切割面进行打磨;
7.所述待切割零件通过传送装置传送至机械手抓取区域,所述机械手抓取待切割零件并 且将待切割零件的需切割部位送至刀头处,所述气缸朝向待切割零件伸长带动切割刀头进 行切割;切割结束后,所述机械手将待切割零件的切面送至砂轮处,电机二带动砂轮快速 转动,砂轮与待切割零件的切割面接触并对切割面进行打磨;在切割过程中,所述机械手 根据电脑事先设置好的程序运动,将需要切割部位与切割刀头接触;在打磨过程中,所述 机械手根据电脑事先设置好的程序运动将需要打磨部位与切割砂轮接触。
8.作为一种优选技术方案,上述切割刀头为激光刀头。
9.作为一种优选技术方案,上述汽车配件制造系统还包括粉尘收集子系统,所述粉
尘收 集子系统包括隔离罩、真空泵、旋风分离器和软管,所述隔离罩将机械手、切割子系统和 打磨子系统罩住,形成相对的密闭空间,所述隔离罩与软管连接,所述软管与旋风分离器 连接,所述旋风分离器与真空泵连接;所述真空泵通过抽气将打磨和切割过程中产生的粉 尘吸走,所述粉尘通过软管进入旋风分离器并在旋风分离器内部沉降富集。
10.作为一种优选技术方案,上述隔离罩朝向传送带的一侧开设有凹槽,所述传送带穿过 凹槽将待切割零件送入机械手臂抓取区域。
11.作为一种优选技术方案,上述粉尘收集子系统包括两根软管、两个旋风分离器和两个 真空泵;两个真空泵独立工作;当系统处于切割操作中时,开启一个真空泵进行除尘;当 系统处于打磨操作中时,同时开启两个真空泵进行除尘。
12.一种自动去除边料的汽车配件制造工艺,所述处理工艺包括以下几个步骤:
13.步骤一、将零部件放到传送带上,电机带动传送带转动,传送带将待切割零件传送至 机械手的抓取范围内;
14.步骤二、机械手从传送带上抓取待切割零件并紧紧固定待切割零部件;
15.步骤三、打开一个真空泵,真空泵在隔离罩内部产生低压,开始除尘;
16.步骤四、机械手根据电脑事先设置好的程序运动,将需要切割的部位送至与切割刀头 接触;气缸带动切割刀头切割待切割零件;切割得到的块状边角料从固定台板上的集料孔 落入集料斗中;一个真空泵向外排气,切割产生的粉尘通过软管进入旋风分离器内部富集;
17.步骤五、同时打开两个真空泵,机械手根据电脑事先设置好的程序运动,将需要打磨 的部位送至与砂轮接触;电机二带动砂轮打磨待切割零件;两个真空泵同时向外排气,打 磨产生的粉尘通过软管进入旋风分离器内部富集。
18.与现有技术相比,本发明的有益效果是:
19.本发明通过设置收集斗能够将边角料收集,能够避免块状边角料散落在工作台或者地 面上,保持生产车间整洁有序,避免生产事故产生;通过设置打磨子系统,能够将切割面 打磨抛光,实现打磨抛光一体化,避免切割面出现毛刺;进一步地,通过设置粉尘收集子 系统,真空泵吸气,在软管、旋风分离器和隔离罩之间的相对区域形成低压区域,能够将 隔离罩内的灰尘吸入旋风分离器,灰尘在旋风分离器内部沉积,避免粉尘污染整个工厂; 进一步地,通过设置两根软管、两个旋风分离器以及两个真空泵,切割操作时,产生的粉 尘较少,此时开启一个真空泵吸尘能够满足除尘需求,当打磨操作时,此时产生的粉尘较 多,开启两个真空泵能够满足除尘需求。通过设置两个真空泵独立工作,既能够满足切割 和打磨两个操作的除尘需求,又能够节省电能。
附图说明
20.图1为一种自动去除边料的汽车配件制造系统及其工艺结构示意图;
21.图2为一种自动去除边料的汽车配件制造系统及处理工艺流程图。
具体实施方式
22.为了使本领域的技术人员更好地理解本技术方案,下面将结合本技术实施例中的附图 对本技术实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是
本申 请一部分的实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员 在没有做出创造性劳动成果前提下所获得的所有其他实施例,都应当属于本技术保护的范 围。
23.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组 合,下面将参考附图1-2,并结合实施例来详细说明本技术。
24.实施例1
25.实施例1提供了一种自动去除边料的汽车配件制造系统,实施例1通过设置收集斗能 够将边角料收集,能够避免块状边角料散落在工作台或者地面上,保持生产车间整洁有序, 避免生产事故产生;通过设置打磨子系统,能够将切割面打磨抛光,实现打磨抛光一体化, 避免切割面出现毛刺;进一步地,通过设置粉尘收集子系统,真空泵吸气,在软管、旋风 分离器和隔离罩之间的相对区域形成低压区域,能够将隔离罩内的灰尘吸入旋风分离器, 灰尘在旋风分离器内部沉积,避免粉尘污染整个工厂。具体如下。
26.请参阅图1,实施例1提供了一种自动去除边料的汽车配件制造系统,所述制造系统 包括送料子系统、机械手、切割子系统、打磨子系统和收集斗;
27.所述送料子系统包括电机一、传送带、驱动轮和从动轮,所述电机带动驱动轮转动, 所述驱动轮带动传送带转动,所述从动轮在传送带的带动下转动;所述传送带的一端延伸 至机械手的下方并且将待切割零件送入机械手抓取区域,所述机械手用于固定待切割零 件,所述切割子系统包括气缸、切割刀头、固定台板和支撑架,所述切割刀头为激光刀头; 所述固定台板为支撑架提供支撑作用,所述支撑架支撑气缸,所述气缸带动切割刀头切割 待切割零件,所述收集斗位于固定台板的正下方,所述固定台板通过开设的集料孔与集料 斗连接,切割下来的块状边角料通过集料孔进入集料斗内部;所述打磨子系统包括电机二 和砂轮,所述电机二带动砂轮转动,所述砂轮通过快速转动对待切割零件切割面进行打磨;
28.所述待切割零件通过传送装置传送至机械手抓取区域,所述机械手抓取待切割零件并 且将待切割零件的需切割部位送至刀头处,所述气缸朝向待切割零件伸长带动切割刀头进 行切割;切割结束后,所述机械手将待切割零件的切面送至砂轮处,电机二带动砂轮快速 转动,砂轮与待切割零件的切割面接触并对切割面进行打磨;在切割过程中,所述机械手 根据电脑事先设置好的程序运动,将需要切割部位与切割刀头接触;在打磨过程中,所述 机械手根据电脑事先设置好的程序运动将需要打磨部位与切割砂轮接触。
29.实施例1还提供了一种自动去除边料的汽车配件制造工艺,所述处理工艺包括以下几 个步骤:
30.步骤一、将零部件放到传送带上,电机带动传送带转动,传送带将待切割零件传送至 机械手的抓取范围内;
31.步骤二、机械手从传送带上抓取待切割零件并紧紧固定待切割零部件;
32.步骤三、机械手根据电脑事先设置好的程序运动,将需要切割的部位送至与切割刀头 接触;气缸带动切割刀头切割待切割零件;切割得到的块状边角料从固定台板上的集料孔 落入集料斗中;
33.步骤四、机械手根据电脑事先设置好的程序运动,将需要打磨的部位送至与砂轮接触; 电机二带动砂轮打磨待切割零件。
34.实施例2
35.请参阅图1,实施例2提供了一种自动去除边料的汽车配件制造系统,实施例2是在 实施例1提供的一种自动去除边料的汽车配件制造系统的基础上进行的改进,实施例2中 通过设置粉尘收集子系统,真空泵吸气,在软管、旋风分离器和隔离罩之间的相对区域形 成低压区域,能够将隔离罩内的灰尘吸入旋风分离器,灰尘在旋风分离器内部沉积,避免 粉尘污染整个工厂。具体如下。
36.所述汽车配件制造系统还包括粉尘收集子系统,所述粉尘收集子系统包括隔离罩、真 空泵、旋风分离器和软管,所述隔离罩朝向传送带的一侧开设有凹槽,所述隔离罩将机械 手、切割子系统和打磨子系统罩住,形成相对的密闭空间,所述传送带穿过凹槽将待切割 零件送入机械手臂抓取区域;所述隔离罩与软管连接,所述软管与旋风分离器连接,所述 旋风分离器与真空泵连接;所述真空泵通过抽气将打磨和切割过程中产生的粉尘吸走,所 述粉尘通过软管进入旋风分离器并在旋风分离器内部沉降富集。
37.请参阅图2,实施例2还提供了一种自动去除边料的汽车配件制造工艺,所述处理工 艺包括以下几个步骤:
38.步骤一、将零部件放到传送带上,电机带动传送带转动,传送带将待切割零件传送至 机械手的抓取范围内;
39.步骤二、机械手从传送带上抓取待切割零件并紧紧固定待切割零部件;
40.步骤三、机械手根据电脑事先设置好的程序运动,将需要切割的部位送至与切割刀头 接触;气缸带动切割刀头切割待切割零件;切割得到的块状边角料从固定台板上的集料孔 落入集料斗中;启动真空泵,真空泵向外排气,粉尘通过软管进入旋风分离器真空泵将隔 离罩内部的粉尘通过软管进入旋风分离器并且在旋风分离器内部富集;
41.步骤四、机械手根据电脑事先设置好的程序运动,将需要打磨的部位送至与砂轮接触; 电机二带动砂轮打磨待切割零件;打磨产生的粉尘通过软管进入旋风分离器富集。
42.实施例3
43.请参阅图1,实施例3提供了一种自动去除边料的汽车配件制造系统,实施例3是在 实施例2提供的一种自动去除边料的汽车配件制造系统的基础上进行的改进,实施例3通 过设置两根软管、两个旋风分离器以及两个真空泵,切割操作时,产生的粉尘较少,此时 开启一个真空泵吸尘能够满足除尘需求,当打磨操作时,此时产生的粉尘较多,开启两个 真空泵能够满足除尘需求。通过设置两个真空泵独立工作,既能够满足切割和打磨两个操 作的除尘需求,又能够节省电能。具体如下。
44.实施例3还提供了一种自动去除边料的汽车配件制造工艺,所述处理工艺包括以下几 个步骤:
45.步骤一、将零部件放到传送带上,电机带动传送带转动,传送带将待切割零件传送至 机械手的抓取范围内;
46.步骤二、机械手从传送带上抓取待切割零件并紧紧固定待切割零部件;
47.步骤三、打开一个真空泵,真空泵在隔离罩内部产生低压,开始除尘;
48.步骤四、机械手根据电脑事先设置好的程序运动,将需要切割的部位送至与切割刀头 接触;气缸带动切割刀头切割待切割零件;切割得到的块状边角料从固定台板上的集料孔 落入集料斗中;一个真空泵向外排气,切割产生的粉尘通过软管进入旋风分离器内部
富集;
49.步骤五、同时打开两个真空泵,机械手根据电脑事先设置好的程序运动,将需要打磨 的部位送至与砂轮接触;电机二带动砂轮打磨待切割零件;两个真空泵同时向外排气,打 磨产生的粉尘通过软管进入旋风分离器内部富集。
50.本发明的工作原理:本发明通过设置收集斗能够将边角料收集,能够避免块状边角料 散落在工作台或者地面上,保持生产车间整洁有序,避免生产事故产生;通过设置打磨子 系统,能够将切割面打磨抛光,实现打磨抛光一体化,避免切割面出现毛刺;通过设置粉 尘收集子系统,真空泵吸气,在软管、旋风分离器和隔离罩之间的相对区域形成低压区域, 能够将隔离罩内的灰尘吸入旋风分离器,灰尘在旋风分离器内部沉积,避免粉尘污染整个 工厂;通过设置两根软管、两个旋风分离器以及两个真空泵,切割操作时,产生的粉尘较 少,此时开启一个真空泵吸尘能够满足除尘需求,当打磨操作时,此时产生的粉尘较多, 开启两个真空泵能够满足除尘需求。通过设置两个真空泵独立工作,既能够满足切割和打 磨两个操作的除尘需求,又能够节省电能。
51.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此, 任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其 发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。