1.本实用新型涉及非标件加工技术领域,具体涉及一种用于工件攻丝及涂油的加工工装。
背景技术:
2.大部分非标件都为半成品工件,都需要进行进一步的加工。例如图7和图8所示的工件为ct机支撑臂部分工件,此工件加工成半成品后需要在进行攻丝以及在工件背板涂刷防锈油。现在的做法都是将半成品工件从托盘上人工搬运到攻丝机上进行攻丝,然后再人工搬运到其他工作台上进行涂刷防锈油工序。由于此工件重量在20-25kg左右,人工搬运到加工工位需要消耗大量的体力,并且涂防锈油工序还没有专用夹具,目前还是靠人工把持,总之人工参与过多,消耗体力较大,不但效率低并且存在安装隐患。
技术实现要素:
3.针对上述问题,本实用新型提出一种用于工件攻丝及涂油的加工工装,可以利用抓取装置自动抓取工件上下工位,并且利用翻转装置将工件旋转90
°
,留出涂刷空间,在加工工位直接进行涂防锈油工序。
4.为实现以上目的,采用以下技术方案:一种用于工件攻丝及涂油的加工工装,包括支撑框架、旋转梁、减速电机、工件定位装置、扭转摆臂、工件抓取装置及两台攻丝机,所述的支撑框架的后梁一侧安装扭转摆臂以及两台攻丝机,两台攻丝机分别位于扭转摆臂的两侧,所述的工件抓取装置安装在扭转摆臂上,所述的支撑框架两侧边框上分别安装带有轴承的轴承座,其中一侧边框上安装有电机支架,所述的减速电机安装在电机支架上,所述的旋转梁的两端转轴分别安装在边框的轴承座上,其中一端转轴连接减速电机的输出轴,所述的工件定位装置安装在旋转梁上;
5.所述的工件定位装置包括工件定位板、两块工件固定电磁块及工件定位柱,所述的工件定位板安装在旋转梁上,所述的两块工件固定电磁块安装在工件定位板上,工件定位板上还布置有若干工件定位柱;
6.所述的工件抓取装置包括推杆气缸和工件抓取电磁块,所述的推杆气缸安装在扭转摆臂上,所述的工件抓取电磁块安装在推杆气缸的气缸杆上。
7.进一步地,扭转摆臂包括立柱、第一扭转梁及第二扭转梁,所述的立柱上安装有固定板,立柱通过固定板安装在支撑框架的后梁侧面,第一扭转梁首尾两端分别与立柱顶端和第二扭转梁的首端通过转轴及其轴承套件连接,第二扭转梁的尾端安装工件抓取装置。
8.进一步地,减速电机同时接线两个控制按钮,两个控制按钮分别安装在支撑框架的两个边框上。
9.进一步地,支撑框架的底部安装有配重块。
10.进一步地,工件固定电磁块和工件抓取电磁块能够吸附的重量至少为吸附工件自重的5倍。
11.进一步地,扭转摆臂上还配有把手,把手安装在推杆气缸的外框上。
12.进一步地,立柱和第一扭转梁之间焊接有加强拉筋。
13.本实用新型有益效果:结构简单,使用灵活。将攻丝工序与涂防锈工序集成在同一工位上完成,利用安装在摆臂上的自动抓取装置实现自动抓取工件上下工位,利用翻转机构将工件翻转并预留出操作空间,便于涂防锈油工作,节省大量体力劳动,并且设置双按钮启动翻转功能,消除安全隐患。
附图说明
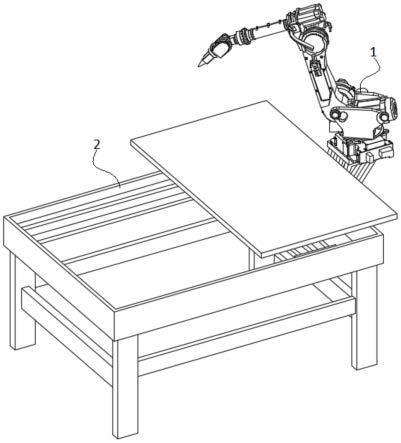
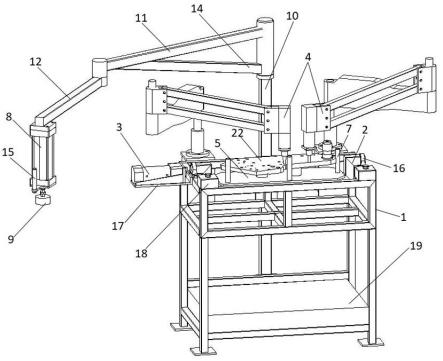
14.图1为本实用新型的结构示意图;
15.图2为本实用新型的扭转摆臂及工件抓取装置的示意图;
16.图3为本实用新型的工件定位装置的结构示意图;
17.图4为本实用新型的工件定位装置主视图;
18.图5为本实用新型的工件定位装置俯视图;
19.图6为本实用新型工作状态的示意图;
20.图7为工件的示意图
21.图8为工件的仰视图。
22.如图所示:1、支撑框架;2、旋转梁;3、减速电机;4、攻丝机;5、工件定位板;6、工件固定电磁块;7、工件定位柱;8、推杆气缸;9、工件抓取电磁块;10、立柱;11、第一扭转梁;12、第二扭转梁;13、固定板;14、加强拉筋;15、把手;16、轴承座;17、电机支架;18、控制按钮;19、配重块;20、上料托盘;21、下料托盘;22、工件。
具体实施方式实施例
23.下面结合附图进一步说明,为给图7-8所示的工件板面攻丝及背板标虚线部分涂刷防锈油工作,本实施例提供一种用于工件攻丝及涂油的加工工装,如图1-5所示,包括支撑框架1、旋转梁2、减速电机3、工件定位装置、扭转摆臂、工件抓取装置及两台攻丝机4。其中工件定位装置包括:工件定位板5、两块工件固定电磁块6及工件定位柱7,工件抓取装置包括:包括推杆气缸8和工件抓取电磁块9,扭转摆臂包括:立柱10、第一扭转梁11及第二扭转梁12。其中为保证工件22在抓取上下料的摆动以及工件翻转过程中的稳定性,工件固定电磁块6和工件抓取电磁块9能够吸附的重量至少为工件22自重的5倍。
24.该工装抓取部分及攻丝部分的装配:支撑框架1的后梁一侧安装扭转摆臂以及两台攻丝机4,两台攻丝机4分别位于扭转摆臂的两侧,扭转摆臂的立柱10通过固定板13安装在支撑框架1的后梁侧面,第一扭转梁11首尾两端分别与立柱10顶端和第二扭转梁12的首端通过转轴及其轴承套件连接,为加强扭转摆臂的强度,在立柱10和第一扭转梁11之间焊接有加强拉筋14,第二扭转梁12的尾端安装工件抓取装置,工件抓取装置的推杆气缸8安装在第二扭转梁12的尾端,工件抓取电磁块9安装在推杆气缸8的气缸杆上。为了方便扭转摆臂的操作,在扭转摆臂上还配有把手15,把手15安装在推杆气缸8的外框上。
25.该工装翻转涂防锈油部分的装配:支撑框架1两侧边框上分别安装带有轴承的轴
承座16,其中一侧边框上安装有电机支架17,减速电机3安装在电机支架17上,旋转梁2的两端转轴分别安装在边框的轴承座16上,其中一端转轴连接减速电机3的输出轴,工件定位板5安装在旋转梁2上,两块工件固定电磁块6安装在工件定位板5上,根据工件22的形状在工件定位板5上还布置有四根工件定位柱7将工件22卡住。为了保证翻转过程中,操人员单手启停减速电机3,给另一只手带来安全隐患,故设计减速电机3同时接线两个控制按钮18,两个控制按钮18分别安装在支撑框架1的两个边框上,实现双手操控减速电机3启停。
26.考虑到整体工装的稳定性,在支撑框架1的底部安装有配重块19。
27.工作原理:如图6所示,在本实施例工装旁安装托盘用于提供上下工件的承载工具。首先人工控制把手15将推杆气缸8拉倒上料托盘20上方,推杆气缸8将工件抓取电磁块9下压,工件抓取电磁块9通电启动,将工件22吸附住,推杆气缸8带动工件抓取电磁块9回退,通过控制把手15将工件22推送至工件定位板5上方,推杆气缸8将工件抓取电磁块9下压将工件22放置在工件定位板5上的两个工件固定电磁块6上,此时工件抓取电磁块9断电,工件固定电磁块6通电将工件22吸附住,此时的工件22还通过定位柱7进行定位及限位,通过把手15将扭转摆臂推送至不影响攻丝机4的位置,攻丝机4进行攻丝工作,待攻丝完成后,人工双手同时启动两个控制按钮18,减速电机3工作带动旋转梁2翻转90
°
,故工件22随之翻转90
°
,此时工件定位板5与工件22之间由于工件固定电磁块6的高度原因留有操作空间,此时人工进行涂刷防锈油工作,涂刷完成后,倒叙前述动作,将工件22取放置到下料托盘21上。
28.本实用新型不局限于本实施例,任何在本实用新型披露的技术范围内的等同构思或者改变,均列为本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。