1.本实用新型涉及冲压模具技术领域,具体是气动式自动进料冲压模具。
背景技术:
2.冲压模具是在冷冲压加工中,将材料加工成零件的一种特殊工艺装备,称为冷冲压模具,冲压是在室温下利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
3.而现有的冲压模具在进行冲压完成后,需要人工的将冲压后的材料取出,并将待冲压的材料重现放入到冲压模具内部,更换材料的时间长,工作效率低,影响冲压模具的冲压效率,且现有的冲压模具在进行冲压时,需要对冲压材料进行固定,避免在对材料进行冲压时,材料受到力过大而出现位置偏移,影响冲压精度,而现有的冲压模具在进行固定时,需要固定的操作麻烦,装夹固定的时间长,影响整体的冲压效率。
技术实现要素:
4.本实用新型旨在于解决背景技术中存在的缺点,提供气动式自动进料冲压模具,通过移动块、棘轮、转动杆和传动带的配合使用,能够实现自动进料的功能,通过固定块、按压杆和压力弹簧的配合使用,能够对材料进行按压固定。
5.为实现上述目的,本实用新型提供如下技术方案,一种气动式自动进料冲压模具,包括箱体和冲压板以及设置在冲压板底部的用于按压冲压材料的固定组件;
6.所述箱体正面固定安装有控制面板,所述箱体内部固定安装有多根导柱,所述箱体顶部的内壁上固定安装有两个气缸,所述气缸底部固定连接有冲压板,所述箱体底部固定安装有收料箱,所述箱体内部通过轴承转动连接有棘轮;
7.所述固定组件包括固定块、按压杆和按压块,所述冲压板底部固定连接有两个固定块,所述固定块底部开设有按压槽,所述按压槽内部设置有按压杆,所述按压杆底部固定连接有按压块。
8.进一步的,所述按压杆顶部固定连接有压力弹簧,所述压力弹簧顶端与固定槽内壁相连接。
9.进一步的,所述冲压板表面开设有与导柱相匹配的通孔,所述导柱通过通孔贯穿冲压板,所述箱体一侧开设有进料孔,所述箱体另一侧开设有出料孔。
10.进一步的,所述箱体底部开设有冲压孔,且所述箱体通过冲压孔与收料箱相导通,所述冲压板底部固定连接有冲压块。
11.进一步的,所述冲压板一侧固定连接有移动块,所述移动块一侧通过转动轴转动连接有拨动块,且所述拨动块与所述移动块之间设置有扭转弹簧。
12.进一步的,所述箱体一侧内壁上固定安装有支撑板,所述支撑板底部通过转动轴转动连接有止回块,所述支撑板底部固定连接有限位块,所述止回块与箱体内壁之间设置有复位弹簧。
13.进一步的,所述棘轮正面固定连接有主动轮,所述箱体底部的内壁上开设有移动槽,所述移动槽内通过轴承转动连接有转动杆和旋转杆,所述转动杆和旋转杆之间设置有两条传送带,所述转动杆外侧固定连接有从动轮,所述主动轮和从动轮之间设置有履带。
14.本实用新型提供了一种气动式自动进料冲压模具,具有以下有益效果:
15.1、本实用新型优点在于,当冲压板向上移动时,通过移动块、拨动块、棘轮、主动轮、履带和从动轮,使得棘轮通过主动轮和从动轮带动转动杆顺时针,进而带动两条传送带进行移动,使得在冲压完成后,冲压板在抬起的过程中使传送带带动材料进行移动,将待冲压的材料移动到冲压板下方,然后将冲压后的材料移动到出料孔处,并通过出料孔排出,实现自动进料的功能。
16.2、其次,当冲压板向下移动时,通过固定块、按压杆、按压块和压力弹簧,使得压力弹簧受到挤压发生弹性变形产生弹力,并将产生的弹力作用与按压杆上,使得按压杆通过按压块对材料进行按压固定,避免冲压块在对材料进行冲压作业时,材料受到较大的冲击力而发生位置偏移,造成冲压尺寸误差较大,同时节约装夹时间,提高冲压效率。
附图说明
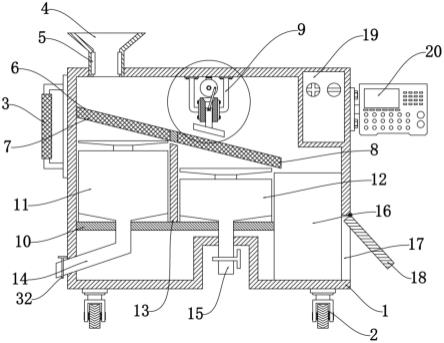
17.图1为本实用新型的整体结构示意图。
18.图2为本实用新型的整体结构剖视图。
19.图3为本实用新型的固定块结构剖视图。
20.图4为本实用新型的移动槽结构示意图。
21.图5为本实用新型的转动杆结构示意图。
22.图6为本实用新型的图2中的a处放大图。
23.图7为本实用新型的图2中的b处放大图。
24.图8为本实用新型的冲压板结构俯视示意图。
25.图1-8中:1、箱体;101、进料孔;102、出料孔;103、移动槽;104、支撑板;105、止回块;106、限位块;107、复位弹簧;2、导柱;3、气缸;301、冲压板;302、通孔;303、冲压块;304、移动块;305、拨动块;306、扭转弹簧;4、固定块;401、压力弹簧;402、按压杆;403、按压块;5、收料箱;501、冲压孔;6、转动杆;601、旋转杆;602、传送带;603、从动轮;7、棘轮;701、主动轮。
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.实施例:
28.请参阅图1-8中,
29.本实施例提供的一种气动式自动进料冲压模具,包括箱体1和冲压板301以及设置在冲压板301底部的用于按压冲压材料的固定组件;
30.箱体1正面固定安装有控制面板,箱体1内部固定安装有多根导柱2,箱体1顶部的
内壁上固定安装有两个气缸3,气缸3底部固定连接有冲压板301,箱体1底部固定安装有收料箱5,箱体1内部通过轴承转动连接有棘轮7;
31.固定组件包括固定块4、按压杆402和按压块403,冲压板301底部固定连接有两个固定块4,固定块4底部开设有按压槽,按压槽内部设置有按压杆402,按压杆402底部固定连接有按压块403。
32.其中棘轮7为碳素钢材料支撑,碳素钢具有良好的强度和硬度以及耐腐蚀性好的特点,能够承受较高的应力,以满足棘轮7的传动需求,同时硬度高的特点使得棘轮7在受到较大的力时不会发生变形,而耐腐蚀性好的特点能够使得棘轮7抵御外界的侵蚀,延长棘轮7的使用寿命;
33.进一步的,按压杆402顶部固定连接有压力弹簧401,所述压力弹簧401顶端与固定槽内壁相连接,当冲压板301向下移动时,冲压板301带动固定块4和按压杆402向下移动,使得按压杆402底部的按压块403比冲压块303先与材料进行接触,此时冲压板301继续下移,使得压力弹簧401受到按压杆402的挤压发生弹性变形产生弹力,并将产生的弹力作用与按压杆402上,使得按压杆402通过按压块403对材料进行按压固定,避免冲压块303在对材料进行冲压作业时,材料受到较大的冲击力而发生位置偏移,造成冲压尺寸误差较大。
34.进一步的,冲压板301表面开设有与导柱2相匹配的通孔302,导柱2通过通孔302贯穿冲压板301,箱体1一侧开设有进料孔101,箱体1另一侧开设有出料孔102,通过进料孔101将待冲压的材料放入到箱体1内部,而冲压后的材料通过出料孔102排出,然后冲压板301在进行移动时,通过通孔302和导柱2能够对冲压板301的移动方向进行限定,保障冲压的精度。
35.进一步的,箱体1底部开设有冲压孔501,且箱体1通过冲压孔501与收料箱5相导通,冲压板301底部固定连接有冲压块303,在进行冲压作业时,通过控制面板启动气缸3,使得气缸3带动冲压板301和冲压块303向下移动,使得冲压块303对材料进行冲压作业,而冲压出来的原材料通过冲压孔501掉落到收料箱5内进行收集。
36.进一步的,冲压板301一侧固定连接有移动块304,移动块304一侧通过转动轴转动连接有拨动块305,且拨动块305与移动块304之间设置有扭转弹簧306,当冲压板301向下移动时通过移动块304带动拨动块305向下移动,使得拨动块305与棘轮7接触,此时扭转弹簧306受到拨动块305的挤压发生弹性变形产生弹力,而拨动块305移动到棘轮7下方时,拨动块305在扭转弹簧306弹力的作用下回弹,然后当冲压板301通过移动块304带动拨动块305向上移动时,拨动块305与棘轮7相互卡合并带动棘轮7进行顺时针转动。
37.进一步的,箱体1一侧内壁上固定安装有支撑板104,支撑板104底部通过转动轴转动连接有止回块105,支撑板104底部固定连接有限位块106,止回块105与箱体1内壁之间设置有复位弹簧107,当棘轮7顺时针转动时,止回块105受到棘轮7的挤压向箱体1内壁移动,此时复位弹簧107受到止回块105的挤压发生弹性变形产生弹力,并将产生的弹力作用与止回块105上,使得止回块105回弹与棘轮7相互卡合,使得棘轮7无法逆时针转动,只能顺时针转动,同时通过限位块106对止回块105进行限位,避免止回块105回弹幅度过大。
38.进一步的,棘轮7正面固定连接有主动轮701,箱体1底部的内壁上开设有移动槽103,移动槽103内通过轴承转动连接有转动杆6和旋转杆601,转动杆6和旋转杆601之间设置有两条传送带602,转动杆6外侧固定连接有从动轮603,主动轮701和从动轮603之间设置
有履带,当棘轮7顺时针转动时,棘轮7带动主动轮701顺时针转动,而主动轮701通过履带与从动轮603相连接,使得棘轮7通过主动轮701和从动轮603带动转动杆6顺时针,使得转动杆6带动两条传送带602进行移动,使得在冲压完成后,冲压板301在抬起的过程中使传送带602带动材料进行移动,实现自动进料的功能。
39.在使用本实用新型时,将需要冲压的材料从进料孔101放入到箱体1内部,然后进行冲压作业时,通过控制面板启动气缸3,使得气缸3带动冲压板301向下移动,使得冲压板301带动冲压块303对材料进行冲压作业,而冲压过程中产生的废料通过冲压孔501掉落到收料箱5内进行收集,待冲压作业全部完成后集中处理,然后冲压板301在进行移动时,通过通孔302和导柱2能够对冲压板301的移动方向进行限定,保障冲压的精度,然后冲压板301向下移动时,冲压板301带动固定块4和按压杆402向下移动,使得按压杆402底部的按压块403比冲压块303先与材料进行接触,此时冲压板301继续下移,使得压力弹簧401受到按压杆402的挤压发生弹性变形产生弹力,并将产生的弹力作用与按压杆402上,使得按压杆402通过按压块403对材料进行按压固定,避免冲压块303在对材料进行冲压作业时,材料受到较大的冲击力而发生位置偏移,造成冲压尺寸误差较大,接着冲压板301向下移动时通过移动块304带动拨动块305向下移动,使得拨动块305与棘轮7接触,此时扭转弹簧306受到拨动块305的挤压发生弹性变形产生弹力,而拨动块305移动到棘轮7下方时,拨动块305在扭转弹簧306弹力的作用下回弹,当冲压板301通过移动块304带动拨动块305向上移动时,拨动块305与棘轮7相互卡合并带动棘轮7进行顺时针转动,此时止回块105受到棘轮7的挤压向箱体1内壁移动,复位弹簧107受到止回块105的挤压发生弹性变形产生弹力,并将产生的弹力作用与止回块105上,使得止回块105回弹与棘轮7相互卡合,使得棘轮7无法逆时针转动,只能顺时针转动,同时棘轮7带动主动轮701顺时针转动,而主动轮701通过履带与从动轮603相连接,使得棘轮7通过主动轮701和从动轮603带动转动杆6顺时针,使得转动杆6带动两条传送带602进行移动,使得在冲压完成后,冲压板301在抬起的过程中使传送带602带动材料进行移动,将其它待冲压的材料移动到冲压板301下方,然后将冲压后的材料移动到出料孔102处,并通过出料孔102排出,实现自动进料的功能,同时以上结构能够实现自动进料的功能以及对材料进行按压固定。
40.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。