1.本发明涉及塑料版印刷油墨技术领域,具体为一种塑料版印刷油墨制造自动化研磨装置及其研磨方法。
背景技术:
2.塑料油墨主要适用于轮转凹版印刷机上使用,承印物为经电晕放电、火焰等方法处理合格的聚乙烯薄膜、聚丙烯薄膜、聚脂薄膜等;在油墨制造的过程中,研磨是较为重要的一个步骤。
3.油墨原材料在研磨过程中,由于硬质树脂与材料进行加热磨粉,在磨粉过程中硬质树脂会升温融化,从而把原材料黏在一起,从而使材料的磨粉效果差。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过利用气囊对材料进行打散,从而把材料进行磨粉,确保了磨粉效果。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种塑料版印刷油墨制造自动化研磨装置,包括用于外部控制的外部控制机构、用于摩擦进行挤压的摩擦挤压机构、用于进行挤压磨碎的挤压磨碎机构、用于对气囊进行挤压的气囊挤压机构和用于突出进行粉碎的突出粉碎机构,所述外部控制机构的内部设置有外筒,所述外部控制机构通过设置的外筒内部设置有摩擦挤压机构,所述摩擦挤压机构的内部设置有鼓起气囊,所述摩擦挤压机构通过设置的鼓起气囊外壁设置有若干个气囊挤压机构,所述气囊挤压机构的外壁设置有若干个突出粉碎机构,所述摩擦挤压机构的内部设置有弧形板,所述摩擦挤压机构通过设置的弧形板外壁设置有若干个挤压磨碎机构。
6.优选的,所述外部控制机构的内部包括外筒、进料口和电机,所述外筒的底部设置有支腿,所述外筒通过设置支腿水平放置,所述外筒的顶部开设有进料口,所述外筒的右侧固定连接有电机,所述外筒左侧卡接有盖子。
7.优选的,所述摩擦挤压机构的内部包括活动杆、挤压片、鼓起气囊、第一磁块和弧形板,所述电机的轴心处转动连接有传动装置,所述电机通过设置的传动装置转动连接有转轴,且转轴的外壁转动连接有三个活动杆,所述活动杆的外壁固定连接有挤压片,且转轴位于活动杆之间的位置固定连接有弧形板,所述外筒内底部固定连接有第一磁块。
8.优选的,所述挤压磨碎机构的内部包括第二磁块、弧形半圆块和挤压块,所述弧形板的底部开设有若干个槽,所述弧形半圆块卡接在弧形板的槽内,所述弧形半圆块与弧形板槽之间设置有弹性杆,所述弧形半圆块底部固定连接有若干个挤压块,所述弧形半圆块的外壁固定连接有第二磁块。
9.优选的,所述气囊挤压机构的内部包括受力气囊、压板和第三磁块,所述鼓起气囊的外壁固定连接有若干个第三磁块,所述第三磁块的顶部固定连接有压板,所述压板的外壁卡接有球状物,且球状物的内部设置有受力气囊。
10.优选的,所述突出粉碎机构的内部包括弧形块、挤压刺和挤压杆,且球状物的外壁固定连接有若干个合页,且球状物的外壁通过设置的合页插接有若干个压板,所述受力气囊的外壁固定连接有若干个挤压杆,所述受力气囊通过设置的合页插接有挤压杆,所述挤压杆的末端开设有槽,所述弧形块的底部固定连接有轴承,所述弧形块通过设置的轴承卡接在挤压杆的槽内,所述弧形块与挤压杆槽之间设置有弹簧,所述弧形块的外壁固定连接有若干个挤压刺。
11.一种塑料版印刷油墨制造自动化研磨装置的研磨方法,包括如下
12.步骤,
13.s1、往外筒上的进料口中加入原材料与硬质树脂,电机转动带动弧形板与活动杆反向转动,从而使活动杆上的挤压片与弧形板进行交错,从而对材料进行磨粉;
14.s2、传动装置带动活动杆转动的过程中,在单个活动杆对鼓起气囊进行挤压时,使鼓起气囊上的材料往中间汇聚,在两个活动杆压在鼓起气囊的两边时,从而使鼓起气囊的中间位置鼓起,从而使鼓起气囊上的材料飞起;
15.s3、继而弧形板反向转动过来,活动杆上的挤压片与弧形板交错摩擦,对材料进行研磨成粉;
16.s4、在鼓起气囊的不断晃动中,第三磁块不断与外筒内底部的第一磁块磁性相斥,从而顶起压板,使压板对受力气囊进行挤压,从而使挤压杆与弧形块鼓起;
17.s5、在弧形块对材料或者与另一个球状物上的弧形块相互配合对材料进行挤压,使弧形块上的挤压刺对材料进行磨粉;
18.s6、在弧形板的底部接触到鼓起气囊时,弧形半圆块卡在球状物上,挤压块与挤压刺相互摩擦进行磨粉,第二磁块与第三磁块磁性相吸,从而增大弧形半圆块与挤压刺磨粉的力度;
19.s7、在磨粉完成后,打开外筒上的盖子可以倒出磨粉后的材料。
20.本发明提供了一种塑料版印刷油墨制造自动化研磨装置及其研磨方法。具备以下有益效果:
21.1、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过传动装置分别带动弧形板与活动杆反向旋转,从而使反复交叉对材料进行磨粉,确保了材料的磨粉效果。
22.2、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过转轴上方的活动杆与转轴下方的活动杆分别对鼓起气囊进行交叉挤压,从而使材料不断反转与移动,避免了材料粘附在鼓起气囊上。
23.3、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过第三磁块与第一磁块的磁性相斥,从而增大了受力气囊受力的力度,从而确保了对材料的磨粉。
24.4、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过在鼓起气囊的晃动下两个球状物相互的挤压,从而把材料混在中间进行磨粉,弧形块之间的相互卡住,使挤压刺对材料进行夹碎磨粉,确保了材料的磨粉效果。
25.5、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过弧形块受到挤压后,使弹簧发生收缩,弹簧在收缩的过程中会有一个旋转的力,使弧形块旋转对材料磨粉,增大了磨粉效果。
26.6、该塑料版印刷油墨制造自动化研磨装置及其研磨方法,通过弧形半圆块与球状
物相互卡住,从而使挤压块与挤压刺相交错对材料进行磨粉,确保了材料的磨粉效果。
附图说明
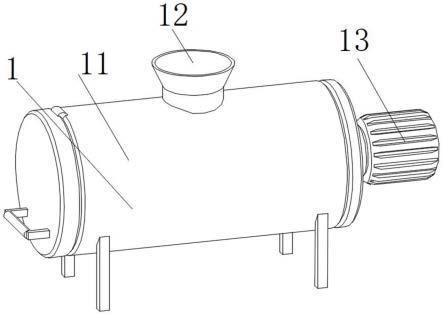
27.图1为本发明轴侧立体结构示意图;
28.图2为本发明弯弧板局部结构示意图;
29.图3为本发明剖视结构示意图;
30.图4为本发明图3中a部放大结构示意图;
31.图5为本发明图4中b部放大结构示意图;
32.图6为本发明图3中a-a部剖视结构示意图;
33.图7为本发明图6中c部放大结构示意图。
34.图中:1、外部控制机构;11、外筒;12、进料口;13、电机;2、摩擦挤压机构;21、活动杆;22、挤压片;23、鼓起气囊;24、第一磁块;25、弧形板;3、挤压磨碎机构;31、第二磁块;32、弧形半圆块;33、挤压块;4、气囊挤压机构;41、受力气囊;42、压板;43、第三磁块;5、突出粉碎机构;51、弧形块;52、挤压刺;53、挤压杆。
具体实施方式
35.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
36.所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
37.请参阅图1-7,本发明提供一种技术方案:一种塑料版印刷油墨制造自动化研磨装置,包括用于外部控制的外部控制机构1、用于摩擦进行挤压的摩擦挤压机构2、用于进行挤压磨碎的挤压磨碎机构3、用于对气囊进行挤压的气囊挤压机构4和用于突出进行粉碎的突出粉碎机构5,外部控制机构1的内部设置有外筒11,外部控制机构1通过设置的外筒11内部设置有摩擦挤压机构2,摩擦挤压机构2的内部设置有鼓起气囊23,摩擦挤压机构2通过设置的鼓起气囊23外壁设置有若干个气囊挤压机构4,气囊挤压机构4的外壁设置有若干个突出粉碎机构5,摩擦挤压机构2的内部设置有弧形板25,摩擦挤压机构2通过设置的弧形板25外壁设置有若干个挤压磨碎机构3。
38.本实施方案中,通过外筒11底部安装有支腿,可以支撑在地面上。
39.具体的,外部控制机构1的内部包括外筒11、进料口12和电机13,外筒11的底部设置有支腿,外筒11通过设置支腿水平放置,外筒11的顶部开设有进料口12,外筒11的右侧固定连接有电机13。
40.本实施例中,进料口12为锥形的口,便于倒入材料。
41.具体的,摩擦挤压机构2的内部包括活动杆21、挤压片22、鼓起气囊23、第一磁块24和弧形板25,电机13的轴心处转动连接有传动装置,电机13通过设置的传动装置转动连接有转轴,且转轴的外壁转动连接有三个活动杆21,活动杆21的外壁固定连接有挤压片22,且转轴位于活动杆21之间的位置固定连接有弧形板25,外筒11内底部固定连接有第一磁块24。
42.本实施例中,弧形板25为弧形的板子,可以收集起材料。
43.具体的,挤压磨碎机构3的内部包括第二磁块31、弧形半圆块32和挤压块33,弧形板25的底部开设有若干个槽,弧形半圆块32卡接在弧形板25的槽内,弧形半圆块32与弧形板25槽之间设置有弹性杆,弧形半圆块32底部固定连接有若干个挤压块33,弧形半圆块32的外壁固定连接有第二磁块31。
44.本实施例中,弧形半圆块32为弧形,可以卡在球状物上。
45.具体的,气囊挤压机构4的内部包括受力气囊41、压板42和第三磁块43,鼓起气囊23的外壁固定连接有若干个第三磁块43,第三磁块43的顶部固定连接有压板42,压板42的外壁卡接有球状物,且球状物的内部设置有受力气囊41。
46.本实施例中,压板42对受力气囊41进行挤压,从而使受力气囊41鼓起。
47.具体的,突出粉碎机构5的内部包括弧形块51、挤压刺52和挤压杆53,且球状物的外壁固定连接有若干个合页,且球状物的外壁通过设置的合页插接有若干个压板42,受力气囊41的外壁固定连接有若干个挤压杆53,受力气囊41通过设置的合页插接有挤压杆53,挤压杆53的末端开设有槽,弧形块51的底部固定连接有轴承,弧形块51通过设置的轴承卡接在挤压杆53的槽内,弧形块51与挤压杆53槽之间设置有弹簧,弧形块51的外壁固定连接有若干个挤压刺52。
48.一种塑料版印刷油墨制造自动化研磨装置的研磨方法,包括如下步骤,
49.s1、往外筒11上的进料口12中加入原材料与硬质树脂,电机13转动带动弧形板25与活动杆21反向转动,从而使活动杆21上的挤压片22与弧形板25进行交错,从而对材料进行磨粉;
50.s2、传动装置带动活动杆21转动的过程中,在单个活动杆21对鼓起气囊23进行挤压时,使鼓起气囊23上的材料往中间汇聚,在两个活动杆21压在鼓起气囊23的两边时,从而使鼓起气囊23的中间位置鼓起,从而使鼓起气囊23上的材料飞起;
51.s3、继而弧形板25反向转动过来,活动杆21上的挤压片22与弧形板25交错摩擦,对材料进行研磨成粉;
52.s4、在鼓起气囊23的不断晃动中,第三磁块43不断与外筒11内底部的第一磁块24磁性相斥,从而顶起压板42,使压板42对受力气囊41进行挤压,从而使挤压杆53与弧形块51鼓起;
53.s5、在弧形块51对材料或者与另一个球状物上的弧形块51相互配合对材料进行挤压,使弧形块51上的挤压刺52对材料进行磨粉;
54.s6、在弧形板25的底部接触到鼓起气囊23时,弧形半圆块32卡在球状物上,挤压块33与挤压刺52相互摩擦进行磨粉,第二磁块31与第三磁块43磁性相吸,从而增大弧形半圆块32与挤压刺52磨粉的力度;
55.s7、在磨粉完成后,打开外筒11上的盖子可以倒出磨粉后的材料。
56.本实施例中,弧形块51上有轴承,卡在挤压杆53的槽中。
57.使用时,往外筒11上的进料口12中加入原材料与硬质树脂,电机13转动带动传动装置与转轴转动,传动装置使弧形板25与活动杆21反向转动,从而使活动杆21上的挤压片22与弧形板25进行交错,从而对材料进行磨粉,打开加热装置对内部进行加热,传动装置带动活动杆21转动的过程中,在单个活动杆21对鼓起气囊23进行挤压时,使鼓起气囊23上的
材料往中间汇聚,在两个活动杆21压在鼓起气囊23的两边时,从而使鼓起气囊23的中间位置鼓起,从而使鼓起气囊23上的材料飞起,继而弧形板25反向转动过来,弧形板25的弧形可以使材料卡在上面,然后活动杆21上的挤压片22与弧形板25交错摩擦,对材料进行研磨成粉,在研磨的过程中,硬质树脂被加热融化,从而容易粘附在装置上,鼓起气囊23不断的鼓起可以使融化的树脂被材料带起,进行与材料进行混合磨粉,在鼓起气囊23的不断晃动中,第三磁块43不断与外筒11内底部的第一磁块24磁性相斥,从而顶起压板42,使压板42对受力气囊41进行挤压,从而使挤压杆53与弧形块51鼓起,在弧形块51对材料或者与另一个球状物上的弧形块51相互配合对材料进行挤压,在弧形块51受到挤压时,使弧形块51下的弹簧受到挤压收缩,在弹簧收缩的过程中,弹簧有一个收缩的力,从而会给弧形块51有一个旋转的力,使弧形块51上的挤压刺52对材料进行磨粉,在弧形板25的底部接触到鼓起气囊23时,弧形半圆块32卡在球状物上,挤压块33与挤压刺52相互摩擦进行磨粉,第二磁块31与第三磁块43磁性相吸,从而增大弧形半圆块32与挤压刺52磨粉的力度,在磨粉完成后,打开外筒11上的盖子可以倒出磨粉后的材料。
58.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。