1.本发明涉及一种具有氢气用的流路的氢气用的阀块及其制造方法。
背景技术:
2.高压的氢气流通的阀块由铝系合金构成,通过对阀块实施铝阳极氧化处理来谋求耐腐蚀性的提高。作为这样的阀块的例子,例如已知有专利文献1的阀主体(即,阀块)。
3.现有技术文献:专利文献:专利文献1:日本专利第6258016号说明书。
技术实现要素:
4.发明要解决的问题:在阀块中,通过对流路的内表面实施铝阳极氧化处理而使流路的内表面表面粗糙化。流路在其内表面具有密封面。密封面被表面粗糙化,由此密封面的密封性下降。此外,在专利文献1的阀块中,高压的氢气在流路内流动,反复载荷作用于该流路的内表面。特别是,在流路的交叉部分,应力集中于其内表面。另一方面,通过对流路的内表面实施铝阳极氧化处理而使流路的内表面的强度下降。因此,流路的内表面(特别是交叉部分的内表面)的耐久性下降。这样,通过对流路的内表面实施铝阳极氧化处理而产生各种各样的影响。
5.因此,本发明的目的在于提供一种能够保持外表面的耐腐蚀性且抑制由于铝阳极氧化处理而在流路的内表面产生的影响的氢气用的阀块及其制造方法。
6.解决问题的技术手段:作为第一发明的氢气用的阀块具备:铝制的阀块主体,其在外表面实施了铝阳极氧化处理;以及氢气用的流路,其形成于所述阀块主体,所述流路在其内表面具有密封面,所述密封面为机械加工面。
7.根据第一发明,由于通过铝阳极氧化处理在阀块的外表面形成氧化层,因此能够保持外表面的耐腐蚀性。另一方面,由于流路的内表面具有的密封面为机械加工面,因此能够抑制密封面因铝阳极氧化处理而表面粗糙化。由此,能够抑制氢气从密封面泄漏。即,能够在阀块中保持外表面的耐腐蚀性且确保流路的内表面的密封性。
8.作为第二发明的氢气用的阀块具备:铝制的阀块主体,其在外表面实施了铝阳极氧化处理;以及氢气用的流路,其形成于所述阀块主体,所述流路具有至少两个流路部,所述两个流路部以在交叉部分相互交叉的形式配置,所述交叉部分的内表面具有机械加工面。
9.根据第二发明,由于通过铝阳极氧化处理在阀块的外表面形成氧化层,因此能够保持外表面的耐腐蚀性。另一方面,由于流路中的交叉部分的内表面为机械加工面,因此能够在受到的来自氢气的应力容易集中的交叉部分确保强度。即,能够在阀块中保持外表面的耐腐蚀性且确保流路的内表面的耐久性。
10.第三发明的氢气用的阀块的制造方法为如下的方法:具有以下工序:成型工序,其对铝制的阀块进行成型;外表面处理工序,其在所述成型工序后对所述阀块的外表面实施铝阳极氧化处理;以及流路形成工序,其将氢气用的流路的内表面作为机械加工形成于所述阀块,所述外表面处理工序在对在所述流路形成工序中形成的流路进行掩蔽后、或者在所述流路形成工序之前实施。
11.根据第三发明,由于通过铝阳极氧化处理在阀块的外表面形成氧化层,因此能够保持外表面的耐腐蚀性。此外,通过在对在流路形成工序中形成的流路进行掩蔽后、或者在流路形成工序之前实施外表面处理工序,能够将流路的内表面作为机械加工面保留,因此能够保持外表面的耐腐蚀性且确保流路的内表面的强度。即,能够在阀块中保持外表面的耐腐蚀性且确保流路的内表面的耐久性。
12.发明效果:根据第一至第三发明,能够保持外表面的耐腐蚀性且抑制因铝阳极氧化处理而在流路的内表面产生的影响。
13.本发明的上述目的、其他目的、特征以及优点在附图参照下,从以下的优选实施方式的详细说明中得以明确。
附图说明
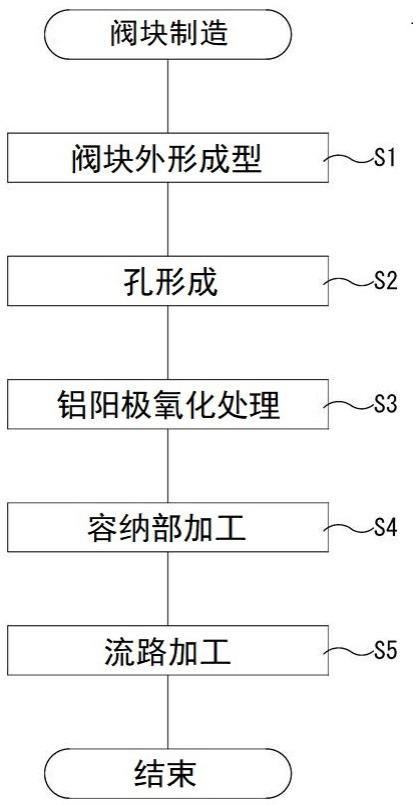
14.图1是示出本发明的实施方式的阀块的剖视图;图2是示出图1所示的阀块的制造步骤的流程图;图3是示出图1所示的阀块的其他制造步骤的流程图。
具体实施方式
15.以下,参照前述附图对本发明的实施方式的阀块1及其制造方法进行说明。另外,在以下的说明中使用的方向的概念是为了便于说明而使用的,并不将发明的结构的朝向等限定为该方向。此外,以下说明的阀块1及其制造方法仅是本发明的一实施方式。因此,本发明并不限定于以下的实施方式,能够在不脱离发明的主旨的范围内进行新增、删除、变更。
16.《阀块》在贮存氢气的气罐(未图示)中,为了密封其口部并且调整从此处排出的氢气量,而在口部安装有罐阀装置。更详细地进行说明,罐阀装置具备如图1所示的阀块1。阀块1在图1的纸面里侧具有插入部(未图示),插入部插入气罐的口部。而且,阀块1使突出部1a从气罐的口部突出。此外,罐阀装置为了调整氢气的排出量,而构成为包括各种阀,例如电磁阀、溢流阀、手动阀以及安全阀等。而且,阀块1为了构成这些阀而以以下的形式构成。
17.即,阀块1具有阀块主体2和流路3。阀块1由铝制、更详细而言由铝或铝系合金构成。而且,如后所述,在阀块1的外表面实施了铝阳极氧化处理。由此,在外表面整体形成有氧化层4。此外,在阀块1中形成有供自罐排出的氢气流动的氢气用的流路3。
18.流路3是为了将罐内的氢气向氢气消耗设备、例如燃料电池等排出而形成。流路3具有两个容纳部11、12和四个流路部21~23。另外,流路3所具有的容纳部的数量以及流路部的数量只是一例,其数量并不限定于前述的数量。容纳部11、12彼此形成于同一平面上,且形成为大致截面圆形状。而且,容纳部11、12中容纳有阀体(未图示)。由此,在阀块1上构成
前述的各种阀。更详细地进行说明,阀块1具有后表面(图1的纸面上侧的面)1b及左右的两侧面1c、1d。而且,在三个面1b、1c、1d中的两个(在本实施方式中为后表面1b和右侧面1d)分别形成有容纳部11、12。第一容纳部11形成为在与后表面1b正交的方向上延伸。第二容纳部12形成为在与右侧面1d正交的方向上延伸。
19.此外,在阀块1的外表面,为了封闭容纳部11、12中的至少一个而紧固有盖5。而且,在阀块1上形成有用于紧固盖5的螺栓孔1e。在本实施方式中,第二容纳部12被盖5封闭,多个螺栓孔1e形成于右侧面1d。即,将插通于盖5的螺栓螺合于螺栓孔1e,由此盖5被紧固于阀块1。此外,容纳部11、12经由三个流路部21~23与罐内相连。三个流路部21~23例如以以下的形式形成。
20.第一流路部21与罐内相连,在图1的纸面上从里向近前(即,上方向)笔直地延伸。此外,在第一流路部21上连接有第二流路部22。第二流路部22从第一流路部21沿与其轴线正交的第一方向(即,前后方向)延伸。此外,在第二流路部22的一端连接有第一容纳部11。此外,在第二流路部22的另一端侧连接有第三流路部23。第三流路部23从第二流路部22沿与其轴线正交的方向(即,右方向)延伸。进一步地,第三流路部23与第二容纳部12相连。另外,流路3还具备以下那样的第四流路部(未图示)。即,第四流路部与第一容纳部11的内表面11a相连。第四流路部是为了向阀块1外排出氢气而形成。
21.这样形成的流路3在以下的部位具有交叉部分31、32。即,第一交叉部分31形成于彼此正交的第一流路部21与第二流路部22交叉的部位。第二交叉部分32形成于第二流路部22与第三流路部23交叉的部位。另外,在第四流路部与第一容纳部11交叉的部位也形成有未图示的交叉部分。在这些交叉部分31、32中,截面圆形状的孔是彼此交叉的部位,因此氢气在流路3中流动时容易产生由反复载荷引起的应力集中。
22.此外,在流路3的第一及第二容纳部11、12中可滑动地容纳有阀体。而且,容纳部11、12的内表面11a、12a形成为密封面。即,阀体与内表面11a、12a之间被密封,在流路3中流动的氢气不会从各容纳部11、12漏出。此外,第一容纳部11绕第二流路部22的开口端具有第一阀座部11b。第二容纳部12绕第三流路部23的开口端具有第二阀座部12b。各个阀体能够落座于对应的阀座部11b、12b。而且,由于落座,第二流路部22与第一容纳部11之间、以及第三流路部23与第二容纳部12之间被闭合。
23.这样构成的阀块1是通过对由铝制、更详细而言由铝或铝系合金构成的半成品实施铝阳极氧化处理而形成。即,在阀块1上,其外表面被实施铝阳极氧化处理。由此,在外表面整体形成有氧化层4。氧化层4例如以5μm以上且30μm以下的厚度形成。这样,通过铝阳极氧化处理在阀块1的外表面形成氧化层4,因此能够保持外表面的耐腐蚀性。此外,由于能够以较短的时间形成氧化层4,因此能够降低制造成本。另外,氧化层4的厚度不限定于前述的范围。
24.另一方面,流路3是使用钻机等治具通过机械加工、更详细而言通过开孔加工而形成。即,流路3的内表面形成为机械加工面。因此,流路3的内表面为在制品的状态下被机械加工的状态,氧化层4不形成于内表面。因此,确保了流路3的内表面的强度。由此,能够确保流路3的内表面上的耐久性。即,阀块1能够通过具有氧化层4来保持外表面的耐腐蚀性,并且通过具有机械加工面确保流路3的内表面的耐久性。特别是在容易产生应力集中的交叉部分31、32中,更优选使它们的内表面为机械加工面。此外,在阀块1中,由于容纳部11、12的
内表面形成为机械加工面,因此能够将其内表面11a、12a及阀座部11b、12b的表面粗糙度抑制得较低。由此,能够确保阀体与内表面11a、12a之间以及阀体与阀座部11b、12b之间的密封性、即阀体与密封面之间的密封性。即,能够抑制氢气从容纳部11、12泄漏。在这一点上,在阀块1中,也能够保持其外表面的耐腐蚀性且确保流路3的内表面的耐久性。
25.《阀块的制造方法》这样构成的阀块1在本实施方式中通过图2所示的步骤制造。即,阀块1的制造处理开始后,转移到步骤s1。在步骤s1的阀块外形成型工序中,对阀块1的外形进行成型制造半成品。阀块1的外形成型在本实施方式中通过切削加工或锻造来进行。另外,阀块1的外形成型,除了前述的方法以外,也可以通过拉拔加工或挤压加工来进行。制造出阀块1的半成品后,转移到步骤s2。在步骤s2的孔形成工序中,形成与流路3不同的孔、应在内表面实施后述的铝阳极氧化处理的孔。在本实施方式中为螺栓孔1e,具有其他布线通路(未图示)等。螺栓孔1e是通过对右侧面1d实施螺纹孔加工、例如攻丝加工而形成。然后,形成螺栓孔1e后,转移到步骤s3。
26.在步骤s3的外表面处理工序中,对半成品的外表面实施铝阳极氧化处理,在外表面整体形成5μm以上且30μm以下的厚度的氧化层4。更详细地进行说明,在外表面处理工序中,作为进行铝阳极氧化处理之前的处理,对半成品的外表面进行脱脂处理,接着进行蚀刻处理。之后,为了进行铝阳极氧化处理,将半成品浸渍于电解池。在此,作为电解池,例如有硫酸池、磷酸池、铬池以及草酸池,在本实施方式中使用硫酸池。然后,在将半成品浸渍于电解池的状态下对电气池的电解液进行电解,由此在半成品的外表面形成氧化层4。此时,设定铝阳极氧化处理的条件,以使外表面上形成5μm以上且30μm以下的厚度的氧化层4。另外,在前述的条件中例如有电解池的温度及处理时间。在形成氧化层4之后,进行封孔处理而完成氧化层4。这样,通过铝阳极氧化处理在阀块1的外表面形成氧化层4,因此能够保持外表面的耐腐蚀性。此外,通过在铝阳极氧化处理之前实施孔形成工序,利用氧化层4形成螺栓孔1e的内表面。由此,能够提高螺栓孔1e的耐腐蚀性。因此,即使孔内进入湿气、雨水,也能够抑制孔的内表面腐蚀。然后,形成氧化层4后,转移到步骤s4。
27.在步骤s4的容纳部加工工序中,通过机械加工在阀块1上形成第一至第三容纳部11、12。更详细地进行说明,在阀块1中,通过钻机等治具对后表面(图1的纸面上侧的面)1b及左右的两侧面1c、1d实施开孔加工。例如,第一容纳部11形成为在与后表面1b正交的方向上延伸。此外,第二容纳部12形成为在与右侧面1d正交的方向上延伸。这样形成的两个容纳部11、12形成为各自的轴位于大致同一平面上。这样形成容纳部11、12后,转移到步骤s5。
28.在步骤s5的流路部加工工序中,为了在内表面形成机械加工面,而通过机械加工在阀块1中形成第一至第三流路部21~23及第四流路部。更详细地进行说明,在第一及第二容纳部11、12分别插入钻机等治具,并通过治具实施开孔加工。由此,第二及第三流路部22、23分别形成为从第一及第二容纳部11、12分别沿各自的轴线延伸。由此,第二流路部22及第三流路部23彼此交叉地连通。此外,对第四流路部进行开孔,直至到达第一容纳部11的内表面11a。进一步地,第一流路部21通过从阀块1的下表面侧开孔加工而形成。然后,进行第一流路部21的开孔,直至第一流路部21与第二流路部22彼此交叉地连通。第一至第三流路部21~23及第四流路部的开孔加工结束后,阀块1完成,阀块1的制造处理结束。
29.在这样的阀块1的制造方法中,流路3是通过在包括在铝阳极氧化处理之后实施的
容纳部加工工序和流路部加工工序的流路形成工序中实施机械加工而形成。因此,能够将流路3的内表面作为机械加工面保留,因此能够保持外表面的耐腐蚀性且确保流路3的内表面的强度。即,能够在阀块中保持外表面的耐腐蚀性且确保流路的内表面的耐久性。此外,由于容纳部11、12是在铝阳极氧化处理之后通过机械加工而形成,因此能够将作为密封面的内表面11a、12a及阀座部11b、12b的表面粗糙度抑制得较低。即,通过将密封面作为机械加工面保留,能够抑制密封面因铝阳极氧化处理而表面粗糙化。由此,能够制造抑制氢气从密封面泄漏的阀块1。
30.《关于其他的实施方式》在本实施方式的阀块1的制造方法中,在铝阳极氧化处理之后形成流路3,但未必需要以这样的形式形成。即,如图3的流程图所示,在步骤s2之后转移到容纳部加工工序的步骤s4形成容纳部11、12,接着转移到流路部加工工序的步骤s5形成第一至第三流路部21~23及第四流路部,即在铝阳极氧化处理之前形成流路3。之后,转移到掩蔽工序的步骤s6,对流路3进行掩蔽。在本实施方式中,用塞子堵住流路3的各开口部,使得电解液不会进入其中。在塞上塞子之后,转移到外表面处理工序的步骤s3。然后,在步骤s3,在阀块1的外表面整体形成氧化层4。最后,在掩蔽去除工序的步骤s7拆下塞子。这样制造的阀块1也能够将流路3的内表面作为机械加工面而保留,因此起到与前述的阀块1的制造方法同样的作用效果。
31.此外,在本实施方式中,步骤s2的孔形成工序未必需要在步骤s3的外表面处理工序之前实施,也可以在步骤s3的外表面处理工序之后实施。此外,步骤s4的容纳部形成工序也在步骤s5的流路部形成之前实施,但未必限定于此。即,步骤s4的容纳部形成工序也可以在步骤s5的流路部形成之后执行。
32.此外,阀块1未必需要是前述那样的罐阀装置的阀块。即,只要在阀块1中形成有供氢气流动的流路3即可。此外,在本实施方式中,流路3形成为关于除了第一流路部21以外的各部分的各自的轴线位于大致同一平面上,但未必需要形成在大致同一平面上。即,流路部22、23也可以在上下等错开配置。此外,各流路部22、23未必需要沿着对应的容纳部11、12的轴线形成,也可以相对于轴线倾斜地形成。此外,流路部21~23交叉成为t字形状,但未必限定于这样的形状,也可以是十字交叉。此外,流路部21~23也可以呈l字状交叉。此外,交叉的流路部21~23也可以呈直角交叉。
33.进一步地,阀块1中的密封面不仅限定于前述的内表面11a、12a及阀座部11b、12b。即,密封面可以是与树脂垫圈等抵接的部分,只要是被密封的面即可。
34.对本领域的技术人员来说,从上述说明可以明确本发明的许多改进和其他的实施方式。因此,上述说明应仅解释为例示,是以对本领域技术人员教导执行本发明的最佳方式为目的而提供的。能够不脱离本发明的精神而对其结构和/或功能的详细情况进行实质性变更。
35.符号说明:1:阀块;1e:螺栓孔;2:阀块主体;3:流路;
4:氧化层;11:第一容纳部;11a:内表面(密封面);11b:第一阀座部(密封面);12:第二容纳部;12a:内表面(密封面);12b:第二阀座部(密封面);31:第一交叉部分;32:第二交叉部分。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。