1.本实用新型涉及半固态压铸模具技术领域,更为具体地说是指一种半固态压铸模具的潜伏式进浇口结构。
背景技术:
2.目前,对于一些外形较为特殊的铝材产品如圆形散热壳体,其压铸模具通常采用中心进浇或平侧进浇两种方式。但是,这两种进浇方式都存在一些缺陷。
3.采用中心进浇方式的主要缺点是:一、模具结构比较复杂,需要采用三板模机构;二、模具在开模瞬间,主流道需要跟产品一起留在后模,由于是中心进浇,常规模具结构无法实现,需要制作一个滑块机构切除浇口,模具制作比较复杂;三、模具生产稳定性差;四、后道去浇口较为繁琐,需要铣床去除。而平侧进浇方式的主要缺点是:若产品齿片比较单薄,评测进浇齿片容易欠铸和冷隔,无法保证压铸毛坯质量。为此,我们提供一种半固态压铸模具的潜伏式进浇口结构。
技术实现要素:
4.本实用新型提供一种半固态压铸模具的潜伏式进浇口结构,以解决现有进浇方式的模具结构较为复杂,后续浇口处理繁琐,产品齿片的成型效果不佳,难以保证压铸毛坯质量等问题。
5.本实用新型采用如下技术方案:
6.一种半固态压铸模具的潜伏式进浇口结构,包括一进浇口,所述进浇口设于下模仁周缘顶面内侧的模腔上,所述进浇口侧面所对应的下模仁周缘顶面设有一个辅助滑块,上模仁侧面设有一个进料筒,所述进料筒底部设有一个与所述辅助滑块对接的分流锥,所述进浇口与进料筒之间的上模仁底面设有缺口槽,该缺口槽与所述辅助滑块及分流锥之间形成一个与所述进浇口相通的流道,该潜伏式进浇口结构还设有一个将所述辅助滑块及分流锥从下模仁与压铸产品之间分离的动力机构。
7.一较佳实施例中,所述下模仁安装一个下模进浇口镶件,该下模进浇口镶件内侧设有所述进浇口。
8.一较佳实施例中,所述辅助滑块的纵截面成z字形,该辅助滑块的外侧设有一个台阶槽,所述分流锥对应设于所述台阶槽上。
9.一较佳实施例中,所述辅助滑块的顶面从所述分流锥一侧向进浇口一侧倾斜朝下设置,该辅助滑块侧面形成一个与所述进浇口相适配的斜面,该斜面与辅助滑块的顶面之间弧形过渡连接。
10.一较佳实施例中,所述动力机构包括滑块座、滑块支撑座以及油缸,所述滑块座设于所述分流锥底部,该滑块座分别与所述辅助滑块及所述分流锥固定连接,所述滑块支撑座固定于下模框侧壁上,所述油缸固定安装在所述滑块支撑座上,该油缸的活塞通过活塞连接头与所述滑块座固定连接。
11.一较佳实施例中,所述活塞与所述活塞连接头之间设有一个连接头固定块。
12.由上述对本实用新型的结构描述可知,和现有技术相比,本实用新型具有如下优点:该实用新型将进浇口设于下模仁周缘顶面内侧的模腔上,即直接延伸到产品内侧,并采用辅助滑块及分流锥进行潜伏进浇,很大程度上简化了模具结构,保证了模具生产的稳定性,而且半固态液体能更好的填充成型,彻底解决了产品齿片结构欠铸和冷隔现象,提高了生产效率和产品良品率,减少了后道修补工序,达到了降本增效的目的。
附图说明
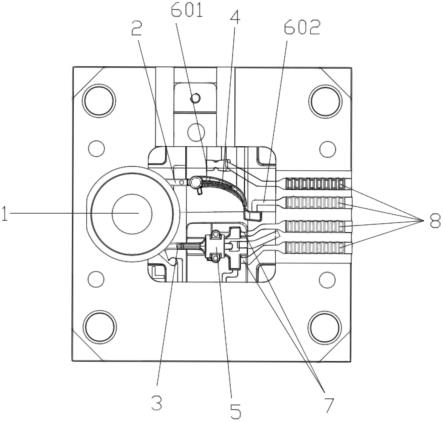
13.图1为本实用新型的俯视图。
14.图2为图1中a-a方向的剖视图。
具体实施方式
15.下面参照附图说明本实用新型的具体实施方式。为了全面理解本实用新型,下面描述到许多细节,但对于本领域技术人员来说,无需这些细节也可实现本实用新型。对于公知的组件、方法及过程,以下不再详细描述。
16.一种半固态压铸模具的潜伏进浇口结构,参照图1和图2,其中,半固态压铸模具包括上模框1和下模框2,上模框1内固定嵌设有上模仁11,下模框2内固定设有下模仁21,上模仁11与下模仁21之间形成压铸产品的模腔。其余一些模具中常见的如排气块、冷却通道等不做详细赘述。
17.本实用新型的潜伏式进浇口结构,参照图1和图2,包括一进浇口3,该进浇口3设于下模仁21周缘顶面内侧的模腔上。为便于更换及维护,下模仁21的周缘安装一个下模进浇口镶件22,进浇口3设于该下模进浇口镶件22的内侧。进浇口3侧面所对应的下模仁周缘顶面设有一个辅助滑块4。
18.参照图图2,上模仁11侧面设有一个进料筒12,进料筒12底部设有一个与辅助滑块对接的分流锥5,所述进浇口3与进料筒之间的上模仁底面设有缺口槽,该缺口槽与所述辅助滑块4及分流锥5之间形成一个与进浇口3相通的流道6。上述辅助滑块4的纵截面成z字形,该辅助滑块4的外侧设有一个台阶槽41,分流锥5对应设于台阶槽41上。
19.参照图2,上述辅助滑块4的顶面从远离分流锥5一侧向进浇口一侧倾斜朝下设置,辅助滑块4侧面形成一个与进浇口3相适配的斜面,该斜面与辅助滑块4的顶面之间弧形过渡连接。
20.参照图1和图2,该潜伏式进浇口结构还设有一个将辅助滑块4及分流锥5从下模仁21与压铸产品之间分离的动力机构。动力机构包括滑块座71、滑块支撑座72以及油缸73,滑块座71设于分流锥5底部,该滑块座71分别与辅助滑块4及分流锥5固定连接,滑块支撑座72固定于下模框2侧壁上,油缸73固定安装在滑块支撑座72上,该油缸73的活塞通过活塞连接头74与滑块座71固定连接,活塞与活塞连接头74之间设有一个连接头固定块75。
21.本实用新型半固态压铸模具的潜伏进浇口结构,物料充从进料筒进入,通过分流锥分流,并从辅助滑块顶面所形成的流道从进浇口进入下模仁与上模仁形成的模型内进行填充成型,成型后在进浇口至分流锥之间的流道内形成一个料饼。脱模时,现将上模框及上模仁拆卸取下,然后动力机构动作,使辅助滑块及分流锥与压铸产品分离,再将压铸产品从
下模仁脱模即可。
22.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
技术特征:
1.一种半固态压铸模具的潜伏式进浇口结构,包括一进浇口,其特征在于:所述进浇口设于下模仁周缘顶面内侧的模腔上,所述进浇口侧面所对应的下模仁周缘顶面设有一个辅助滑块,上模仁侧面设有一个进料筒,所述进料筒底部设有一个与所述辅助滑块对接的分流锥,所述进浇口与进料筒之间的上模仁底面设有缺口槽,该缺口槽与所述辅助滑块及分流锥之间形成一个与所述进浇口相通的流道,该潜伏式进浇口结构还设有一个将所述辅助滑块及分流锥从下模仁与压铸产品之间分离的动力机构。2.如权利要求1所述的一种半固态压铸模具的潜伏式进浇口结构,其特征在于:所述下模仁安装一个下模进浇口镶件,该下模进浇口镶件内侧设有所述进浇口。3.如权利要求1所述的一种半固态压铸模具的潜伏式进浇口结构,其特征在于:所述辅助滑块的纵截面成z字形,该辅助滑块的外侧设有一个台阶槽,所述分流锥对应设于所述台阶槽上。4.如权利要求1所述的一种半固态压铸模具的潜伏式进浇口结构,其特征在于:所述辅助滑块的顶面从所述分流锥一侧向进浇口一侧倾斜朝下设置,该辅助滑块侧面形成一个与所述进浇口相适配的斜面,该斜面与辅助滑块的顶面之间弧形过渡连接。5.如权利要求1所述的一种半固态压铸模具的潜伏式进浇口结构,其特征在于:所述动力机构包括滑块座、滑块支撑座以及油缸,所述滑块座设于所述分流锥底部,该滑块座分别与所述辅助滑块及所述分流锥固定连接,所述滑块支撑座固定于下模框侧壁上,所述油缸固定安装在所述滑块支撑座上,该油缸的活塞通过活塞连接头与所述滑块座固定连接。6.如权利要求5所述的一种半固态压铸模具的潜伏式进浇口结构,其特征在于:所述活塞与所述活塞连接头之间设有一个连接头固定块。
技术总结
一种半固态压铸模具的潜伏式进浇口结构,包括一进浇口,进浇口设于下模仁周缘顶面内侧的模腔上,进浇口侧面所对应的下模仁周缘顶面设有一个辅助滑块,上模仁侧面设有一个进料筒,进料筒底部设有一个与辅助滑块对接的分流锥,进浇口与进料筒之间的上模仁底面设有缺口槽,该缺口槽与所述辅助滑块及分流锥之间形成一个与进浇口相通的流道,该潜伏式进浇口结构还设有一个将辅助滑块及分流锥从下模仁与压铸产品分离的动力机构。本实用新型采用辅助滑块进行潜伏进浇,很大程度上简化了模具结构,保证了模具生产的稳定性,而且半固态液体能更好的填充成型,彻底解决了产品齿片结构欠铸和冷隔现象,提高了生产效率和产品良品率。提高了生产效率和产品良品率。提高了生产效率和产品良品率。
技术研发人员:魏波 游龙华 余洁
受保护的技术使用者:福建省金瑞高科有限公司
技术研发日:2021.12.29
技术公布日:2022/7/22
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。