一种钢结构波浪变形矫正结构
1.
2.本实用新型属于核岛环吊施工矫正领域,特别是一种钢结构波浪变形矫正结构。
背景技术:
3.核岛环吊即核电站用环行桥式起重机,是在核电站建造和运行阶段,为反应堆厂房内的重型设备安装、维修以及反应堆换料提供吊运服务的特种重型桥式起重机,例如用来吊装主蒸发器、反应堆压力容器等核岛内设备。同时在核电站运行期间,用于吊装定期更换的燃料和检修设备,因其大车车轮沿着环形鸵座上部的轨道运行。环吊牛腿是用来支撑核岛环吊的关键部件,环吊牛腿整体属于箱型焊接结构,核安全等级为级,质保等级为qa,构件制作精度要求高,制作过程均在预制车间完成。
4.牛腿裙边是牛腿与核岛筒体壁板对接焊接的关键部位。因核岛钢衬里内壁为弧形,因此牛腿焊接完成后,裙边的曲率和尺寸精度直接关系着牛腿和筒体的组装质量。
5.牛腿要求使用手工电弧焊焊接制作,焊缝大部分是全熔透焊接接头,热输入量大,焊接变形较大,裙边产生波浪变形在牛腿的焊接过程中大量存在,因此在焊接完成后对裙边的矫正,并满足安装精度,对于牛腿的安装至关重要。由于,核电牛腿不允许火焰矫正,在牛腿消氢完成后会快速冷却,针对核岛牛腿裙边的矫正,目前采用的工装为活动的工装,虽然保证了消氢后裙边的温度,但现有工装难以保证裙边一次矫正成功,即目前采用的工装需重复对裙边矫正多次,裙边才能满足要求。
技术实现要素:
6.本实用新型的目的是提供一种钢结构波浪变形矫正结构,要解决现有环吊牛腿裙边产生波浪变形后,采用现有工装难以一次矫正到位,导致重复矫正效率低且对操作要求较高,影响施工进度,无法保证核岛牛腿的制作精度和安装精度的技术问题。
7.为实现上述目的,本实用新型采用如下技术方案:
8.一种钢结构波浪变形矫正结构,包括待矫正连接于核岛钢衬内壁上的牛腿件、定位组件和矫正组件,所述牛腿件包括箱型部件和背板部件,所述背板部件包括底板和固定连接在底板背部的加劲组板,所述加劲组板凸出于底板背侧表面并垂直底板,所述底板的头部和尾部的边缘对应超出加劲组板的头部和尾部的边缘,并分别形成两道牛腿裙边,所述核岛钢衬内壁呈弧面,所述牛腿裙边相对底板的其它部分呈弧形,所述牛腿裙边的弧形弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同,
9.所述定位组件包括定位水平板和定位角件,所述定位水平板落置在平面上,所述定位角件共四个,定位角件的下侧固定连接在定位水平板的上侧,四个定位角件的高度相同并且上侧表面平齐,并且定位角件的高度不小于加劲组板的最厚位置的厚度,所述牛腿件的背板部件朝下水平放置并位于定位水平板的上方,底板的背侧落置在定位角件的上
侧,四个定位角件分别设置在牛腿件的四角处、卡接限位加劲组板的四角位置,所述定位角件水平设置并且开口均朝向内部,定位角件的两个角肢顶紧加劲组板角部的两个垂直面,每道牛腿裙边相对同侧的两个定位角件朝向外侧延伸,
10.所述矫正组件共两组,分别对称设置在牛腿件的头尾两侧、同侧的两个定位角件的外侧,每组矫正组件均包括定位框、矫正可调件和矫正模件,
11.所述定位框为门型框,其底部与定位水平板可拆卸连接、位于牛腿裙边的上方,
12.所述矫正模件包括上下两个正对并且相配合使用的弧形模件,所述牛腿裙边插入两个矫正模件之间,所述矫正可调件包括上下正对的两组,矫正可调件设置在矫正模件的上下两侧并分别调节,上侧的矫正可调件设置在定位框与上侧的模件之间,下侧的矫正可调件设置在水平板与下侧的模件之间。
13.所述定位框包括两个竖向支撑柱和一道水平支撑梁,所述竖向支撑柱的底部与定位水平板可拆卸连接,竖向支撑柱分设在牛腿裙边的两侧,水平支撑梁的两端分别与竖向支撑柱的顶部固定连接,水平支撑梁的长度大于牛腿裙边的宽度,
14.所述竖向支撑柱为t型构件,包括柱横板和柱竖板,所述柱横板朝向内侧,柱竖板朝向外侧,
15.每个竖向支撑柱的前后两侧均夹设有两块定位耳板,定位耳板上开有耳板销接孔,竖向支撑柱的底部开有对应的柱销接孔,四个柱销接孔的中心位于同一平面内,所述耳板销接孔和柱销接孔对齐并通过销轴连接。
16.所述水平支撑梁为t型构件,包括梁横板和梁竖板,所述梁竖板位于上侧,梁横板位于下侧,梁横板与柱竖板居中对齐、位于同一竖向平面内,所述梁横板的宽度等于柱横板的宽度。
17.上侧的矫正可调节为上组矫正千斤顶,下侧的矫正可调节为下组矫正千斤顶,上组矫正千斤顶和下组矫正千斤顶的个数相同,并且沿水平支撑梁的长度方向上下正对设置。
18.两个矫正模件包括相配合使用的上凸模件和下凹模件,所述上凸模件的上侧表面水平,下侧表面朝向下侧具有弧形凸面,凸起的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同,所述下凹模件的下侧表面水平,上侧表面朝向上侧具有弧形凹面,内凹的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同,
19.所述上凸模件为垂直水平板设置的条板件,其两端分别设有抓取上手柄,所述下凹模件为垂直水平板设置的条板件,其两端分别设有抓取下手柄。
20.所述上组矫正千斤顶位于上凸模件与水平支撑梁之间,上组矫正千斤顶的底部落置在上凸模件的上侧,上组矫正千斤顶的顶部支顶在水平支撑梁的下侧表面,所述下组矫正千斤顶位于下凹模件与定位水平板之间,下组矫正千斤顶的底部落置在定位水平板的上侧,下组矫正千斤顶的顶部支顶在下凹模件的下侧表面。
21.所述矫正组件还包括缓冲件,所述缓冲件的长度等于下凹模件并且位于下凹模件的上侧,所述牛腿裙边插入缓冲件和上凸模件之间,所述缓冲件为水平设置的条形弧板,该弧板的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同。
22.与现有技术相比本实用新型具有以下特点和有益效果:
23.本实用新型设计的矫正工装,通过矫正工装实现了核岛环吊牛腿裙边的变形矫
正。本实用新型能够有效的矫正核岛牛腿裙边的变形,特别是波浪变形,由于核电牛腿不允许火焰矫正,在牛腿消氢完成后会快速冷却,使用此工装能够有效的解决在牛腿消氢完成且未冷却后使其得到有效的矫正。
24.本实用新型可有效的矫正裙边的变形,使牛腿裙边的曲率与钢衬里弧度相一致,能够精确的定位并保证牛腿矫正的一致性,保证牛腿的安装精度,同时工装采用销轴连接固定,可灵活组装拆卸,通用性强,占地面积小,可重复使用,此外此工装中的定位框,亦可在牛腿的焊接过程中作为牛腿的防变形工装,方便了牛腿的制作且节省牛腿制作的材料。
25.本实用新型的矫正方法中通过设定的矫正工装,将牛腿固定,能够精确的定位并保证牛腿矫正的一致性,同时能够达到牛腿矫正的一次合格,操作简单,提高工作效率,降低成本。
附图说明
26.下面结合附图对本实用新型做进一步详细的说明。
27.图1是本实用新型中牛腿件的仰视结构示意图。
28.图2是本实用新型中牛腿件的俯视结构示意图。
29.图3是本实用新型中施工步骤一中定位组件的示意图。
30.图4是本实用新型中施工步骤一中下放牛腿件的示意图。
31.图5是本实用新型中施工步骤一中牛腿件下放后通过定位角件限位的示意图。
32.图6是图5的另一个角度立体示意图。
33.图7是图5的另一个角度侧视示意图。
34.图8是图5的另一个角度背视示意图。
35.图9是本实用新型定位框的结构示意图。
36.图10是本实用新型中施工步骤二中定位框安装完成示意图。
37.图11是本实用新型中施工步骤三中上组矫正千斤顶和上凸模件安装完成示意图。
38.图12是图11的另一个角度侧视示意图。
39.图13是本实用新型中施工步骤四中下组矫正千斤顶和下凹模件安装完成示意图。
40.图14是图13的另一个角度侧视示意图。
41.图15是本实用新型钢结构波浪变形矫正结构以及施工步骤五中安装缓冲件并调节千斤顶安装完成示意图。
42.图16是图15的另一个角度侧视示意图。
43.图17是图15中只保留底板的示意图。
44.图18是图17的另一个角度侧视示意图。
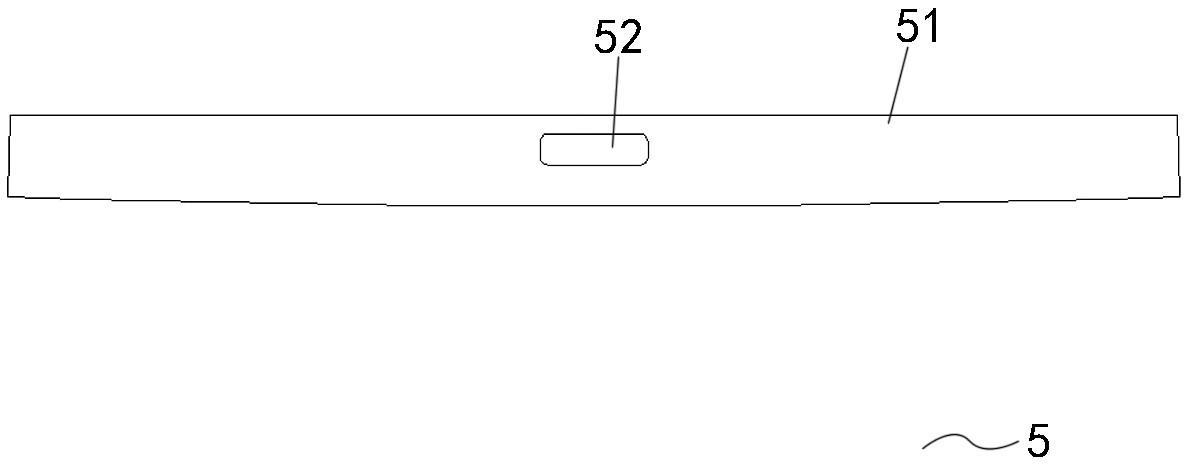
45.图19是本实用新型中检验板的结构示意图。
46.附图标记:1-牛腿件、11-箱型部件、12-底板、13-加劲组板、14-牛腿裙边、2-定位组件、21-定位水平板、22-定位角件、23-定位耳板、231-耳板销接孔、3-矫正组件、31-竖向支撑柱、311-柱横板、312-柱竖板、313-柱销接孔、32-水平支撑梁、321-梁横板、322-梁竖板、33-上组矫正千斤顶、34-下组矫正千斤顶、35-上凸模件、351-抓取上手柄、352-弧形凸面、36-下凹模件、361-抓取下手柄、362-弧形凹面、37-缓冲件、4-销轴、5-检验板、51-弧度板、52-手柄孔。
具体实施方式
47.实施例参见图15所示,一种钢结构波浪变形矫正结构,包括待矫正连接于核岛钢衬内壁上的牛腿件1、定位组件2和矫正组件3。
48.参见图1-2所示,所述牛腿件1包括箱型部件11和背板部件,所述背板部件包括底板12和固定连接在底板12背部的加劲组板13,所述加劲组板13凸出于底板12背侧表面并垂直底板12。
49.所述底板12的头部和尾部的边缘对应超出加劲组板13的头部和尾部的边缘,并分别形成两道牛腿裙边14,所述核岛钢衬内壁呈弧面,所述牛腿裙边14相对底板12的其它部分呈弧形,所述牛腿裙边14的弧形弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同。
50.参见图3-8所示,所述定位组件2包括定位水平板21和定位角件22,所述定位水平板21落置在平面上,所述定位角件22共四个,定位角件22的下侧固定连接在定位水平板21的上侧,四个定位角件22的高度相同并且上侧表面平齐,并且定位角件22的高度不小于加劲组板13的最厚位置的厚度,所述牛腿件1的背板部件朝下水平放置并位于定位水平板21的上方,底板12的背侧落置在定位角件22的上侧,四个定位角件22分别设置在牛腿件1的四角处、卡接限位加劲组板13的四角位置,所述定位角件22水平设置并且开口均朝向内部,定位角件22的两个角肢顶紧加劲组板13角部的两个垂直面。
51.每道牛腿裙边14相对同侧的两个定位角件22朝向外侧延伸。
52.参见图15所示,所述矫正组件3共两组,分别对称设置在牛腿件1的头尾两侧、同侧的两个定位角件22的外侧,每组矫正组件3均包括定位框、矫正可调件和矫正模件。
53.参见图9-10所示,所述定位框为门型框,包括两个竖向支撑柱31和一道水平支撑梁32,所述竖向支撑柱31的底部与定位水平板21可拆卸连接,竖向支撑柱31分设在牛腿裙边14的两侧,水平支撑梁32的两端分别与竖向支撑柱31的顶部固定连接,水平支撑梁32的长度大于牛腿裙边14的宽度、位于牛腿裙边14的上方。
54.每个竖向支撑柱31的前后两侧均夹设有两块定位耳板23,定位耳板23上开有耳板销接孔231,竖向支撑柱31的底部开有对应的柱销接孔313,四个柱销接孔313位于同一平面内,耳板销接孔231和柱销接孔313对齐并通过销轴4连接。
55.所述竖向支撑柱31为t型构件,包括柱横板311和柱竖板312,所述柱横板311朝向内侧,柱竖板312朝向外侧。所述水平支撑梁32为t型构件,包括梁横板321和梁竖板322,所述梁竖板322位于上侧,梁横板321位于下侧,梁横板321与柱竖板312居中对齐、位于同一竖向平面内,所述梁横板321的宽度等于柱横板311的宽度。
56.参见图11-18所示,所述矫正可调件包括两组,分别为上组矫正千斤顶33和下组矫正千斤顶34,上组矫正千斤顶33和下组矫正千斤顶34的个数相同并且沿水平支撑梁32的长度方向上下正对设置。所述上组矫正千斤顶33的上侧支顶在梁横板321的下侧居中并沿梁横板321的长度方向成排设置。本实施例中,上组矫正千斤顶33和下组矫正千斤顶34均为三个。
57.所述矫正模件包括两个相配合使用的模件,分别为上凸模件35和下凹模件36,所述上凸模件35的上侧表面水平,下侧表面朝向下侧具有弧形凸面352,凸起的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同,所述下凹模件36的下侧表面水平,上侧表面朝向上侧具有弧形凹面362,内凹的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同。
58.所述上组矫正千斤顶33位于上凸模件35与水平支撑梁32之间,上组矫正千斤顶33的底部落置在上凸模件35的上侧,上组矫正千斤顶33的顶部支顶在水平支撑梁32的下侧表面,所述下组矫正千斤顶34位于下凹模件36与定位水平板21之间,下组矫正千斤顶34的底部落置在定位水平板21的上侧,下组矫正千斤顶34的顶部支顶在下凹模件36的下侧表面。
59.所述上凸模件35为垂直水平板设置的条板件,其两端分别设有抓取上手柄351,所述下凹模件36为垂直水平板设置的条板件,其两端分别设有抓取下手柄361。抓取手柄的作用为在千斤顶进行调节时,保证矫正模件的稳定性。
60.参见图15所示,所述矫正组件3还包括缓冲件37,所述缓冲件37的长度等于下凹模件36并且位于下凹模件36的上侧,所述牛腿裙边14插入缓冲件37和上凸模件35之间。所述缓冲件37为水平设置的条形弧板,该弧板的弯曲弧度与核岛钢衬内壁的弧面弯曲弧度相同。所述缓冲件是为防止矫正过程中,裙边受力太大,致使下凹模件压入裙边,使牛腿裙边局部受损。
61.参见图19所示,本实施例中,所述检验板和矫正模具均可制作成不同弧度的标准件,以适应不同弧度的牛腿裙边进行校正。
62.这种钢结构波浪变形矫正结构的矫正方法,矫正步骤如下:
63.步骤一,参见图3-8所示,将定位组件2组装完毕,底板需用水准仪器抄平,定位角件与水平板之间焊接。然后将消氢完成后的牛腿件1保持消氢时温度,立即水平吊运到定位组件2的定位角件22位置,调整牛腿件1使得加劲组板13的垂直投影与支座板上定位角件22的位置相重合并落置在定位水平板21上;然后下放牛腿件1使得定位角件22顶紧在加劲组板13的四个角部。
64.步骤二,参见图9-10所示,将两个已经连接完成的定位框分别放置于牛腿件1的头尾两侧、牛腿裙边14位置,所述耳板销接孔231和柱销接孔313对齐并通过销轴4实现铰链连接,此时销轴4不得活动。
65.步骤三,参见图11-12所示,将上凸模件35放置于牛腿裙边14的上表面,然后将上组矫正千斤顶33放置于水平支撑梁32和上凸模件35之间,调节上组矫正千斤顶33使得上凸模件35和牛腿裙边14的上表面顶紧。
66.步骤四,参见图13-14所示,将下组矫正千斤和下凹模件36放置于牛腿裙边14的下表面,其中下凹模件36位于下组矫正千斤的上侧,此时下凹模件36与牛腿裙边14的下表面留有空隙。
67.步骤五,参见图15-18所示,将缓冲件37插入下凹模件36与牛腿裙边14的下表面的空隙中,调节上组矫正千斤顶33、下组矫正千斤使上凸模件35与牛腿裙边14的上表面之间、下凹模件36与缓冲件37之间、缓冲件37与牛腿裙边14的下表面之间的间隙均为零,并通过塞尺检测,以塞尺无法插入上述三处间隙为准。
68.步骤六,对牛腿裙边14进行保温20分钟,待牛腿裙边14自然空冷至室温后拆卸定位组件2和矫正组件3,然后使用检验板查看牛腿裙边14的曲率是否满足要求。所述步骤六中,检验板5为预制弧板,该板体的弧度与核岛钢衬内壁的弧面弯曲弧度相同,所述检验板包括弧度板51和操作孔52,弧度板的底侧面为弧面与核岛钢衬内壁的弧面弯曲弧度相同,所述操作孔位于弧度板的中部,使用时手插入操作孔52中,然后拎起检验板,随后向下靠近牛腿裙边14,使得弧度板的底侧面贴合牛腿裙边14的顶侧面之间弧度吻合,两者之间的各
处间隙用塞尺测量间隙不超过1mm。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
