1.本发明涉及大型航天器零件加工技术领域,具体而言,涉及一种大型回转类锥形薄壁件外侧网格特征镜像铣加工装备和所述大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的控制方法。
背景技术:
2.以航空、航天为代表的高端制造业体现着国家科技的核心竞争力和重大需求。大型回转类锥形薄壁结构件是运载火箭燃料贮箱、航天器舱体等的端盖或底盖,该类零件具有尺寸大、刚性弱、加工特征型面复杂的特点,在作业复杂性、质量一致性、加工效率和精度等方面对基础加工装备性能提出了严峻挑战。
3.相关技术中的大型回转类锥形薄壁件的加工,采用大型专用机床加工,资源冲突现象时有发生,严重影响型号任务的研制进度,且该类零件具有薄壁特征,加工过程中工件易产生变形,加工精度难以保证。
技术实现要素:
4.本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种大型回转类锥形薄壁件外侧网格特征镜像铣加工装备,该大型回转类锥形薄壁件外侧网格特征镜像铣加工装备具有适应性强、作业柔性高、加工精度高等优点。
5.本发明还提出一种所述大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的控制方法。
6.为实现上述目的,根据本发明的第一方面的实施例提出一种大型回转类锥形薄壁件外侧网格特征镜像铣加工装备,所述大型回转类锥形薄壁件外侧网格特征镜像铣加工装备包括:环形基座;环形转台,所述环形转台可转动地设在所述环形基座上,所述环形转台上适于设置待加工零件且所述环形转台适于带动所述待加工零件一同转动;加工定位组件,所述加工定位组件包括加工基座、加工径向动平台、加工倾斜平台、加工倾斜动平台和加工并联定位装置,所述加工基座设在所述环形转台的径向外侧,所述加工基座上设有沿所述环形转台径向定向的加工径向轨道,所述加工径向动平台可滑动地设在所述加工径向轨道上,所述加工倾斜平台安装在所述加工径向动平台上,所述加工倾斜平台上设有沿所述环形转台径向由外向内向上倾斜延伸的加工倾斜轨道,所述加工倾斜动平台可滑动地设在所述加工倾斜轨道上,所述加工并联定位装置设在所述加工倾斜动平台上;加工装置,所述加工装置安装在所述加工并联定位装置上;支撑定位组件,所述支撑定位组件包括支撑基座、支撑倾斜动平台和支撑并联定位装置,所述支撑基座设在所述环形转台的径向内侧,所述支撑基座上设有沿所述环形转台径向由外向内向上倾斜延伸的支撑倾斜轨道,所述支撑倾斜动平台可滑动地设在所述支撑倾斜轨道上,所述支撑并联定位装置安装在所述支撑倾斜动平台上;支撑件,所述支撑件安装在所述支撑并联定位装置上。
7.根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备,具有
适应性强、作业柔性高、加工精度高等优点。
8.另外,根据本发明上述实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备还可以具有如下附加的技术特征:
9.根据本发明的一个实施例,所述加工定位组件还包括用于驱动所述加工径向动平台的加工径向驱动装置、用于驱动所述加工倾斜动平台的加工倾斜驱动装置,所述支撑定位组件还包括用于驱动所述支撑倾斜动平台的支撑倾斜驱动装置,所述环形基座上设有用于驱动所述环形转台的转台驱动装置。
10.根据本发明的一个实施例,所述加工径向驱动装置包括加工径向驱动丝杠和加工径向驱动电机,所述加工径向驱动电机安装在所述加工基座上,所述加工径向驱动丝杠与所述加工径向驱动电机传动连接,所述加工径向驱动丝杠与所述加工径向动平台的螺母螺纹配合;所述加工倾斜驱动装置包括加工倾斜驱动丝杠和加工倾斜驱动电机,所述加工倾斜驱动电机安装在所述加工倾斜平台上,所述加工倾斜驱动丝杠与所述加工倾斜驱动电机传动连接,所述加工倾斜驱动丝杠与所述加工倾斜动平台的螺母螺纹配合;所述支撑倾斜驱动装置包括支撑倾斜驱动丝杠和支撑倾斜驱动电机,所述支撑倾斜驱动电机安装在所述支撑基座上,所述支撑倾斜驱动丝杠与所述支撑倾斜驱动电机传动连接,所述支撑倾斜驱动丝杠与所述支撑倾斜动平台的螺母螺纹配合;所述转台驱动装置包括转台电机、齿轮和齿圈,所述齿圈设在所述环形基座上,所述转台电机设在所述环形转台上,所述齿轮与所述转台电机传动连接且与所述齿圈啮合。
11.根据本发明的一个实施例,所述加工并联定位装置包括加工并联定位支架和多个加工支链,所述加工支链分别与所述加工并联定位支架和所述加工装置相连,所述加工并联定位支架与所述加工倾斜动平台相连;所述支撑并联定位装置包括支撑并联定位支架和多个支撑支链,所述支撑支链分别与所述支撑并联定位支架和所述支撑件相连,所述支撑并联定位支架与所述支撑倾斜动平台相连。
12.根据本发明的一个实施例,所述加工支链包括加工中空电机和加工滚珠丝杠,所述加工中空电机与所述加工滚珠丝杠传动连接且通过所述加工中空电机的转动带动所述加工滚珠丝杠沿中心轴线转动且沿轴向移动,所述加工中空电机通过第一加工铰链与所述加工并联定位支架相连,所述加工滚珠丝杠通过第二加工铰链与所述加工装置相连,所述加工支链为五个,五个所述第二加工铰链中的四个为双转动副铰链且一个为单转动副铰链,五个所述第一加工铰链均为双转动副铰链;或所述加工支链包括加工支链轨道、加工支链滑块、加工支链连杆和加工滑块电机,所述加工支链轨道与所述加工并联定位支架相连,所述加工支链滑块可滑动地设在所述加工支链轨道上,所述加工滑块电机与所述加工支链滑块传动连接,所述加工支链连杆的一端通过第一加工铰链与所述加工支链滑块相连且另一端通过第二加工铰链与所述加工装置相连;或所述加工支链包括加工电动缸、加工伸缩杆和加工伸缩电机,所述加工伸缩杆沿轴向可移动地设在所述加工电动缸内,所述加工伸缩电机设在所述加工电动缸上且与所述加工伸缩杆传动连接,所述加工电动缸通过第一加工铰链与所述加工并联定位支架相连,所述加工伸缩杆通过第二加工铰链与所述加工装置相连。
13.根据本发明的一个实施例,所述支撑支链包括支撑中空电机和支撑滚珠丝杠,所述支撑中空电机与所述支撑滚珠丝杠传动连接且通过所述支撑中空电机的转动带动所述
支撑滚珠丝杠沿中心轴线转动且沿轴向移动,所述支撑中空电机通过第一支撑铰链与所述支撑并联定位支架相连,所述支撑滚珠丝杠通过第二支撑铰链与所述支撑件相连,所述支撑支链为三个且所述第一支撑铰链均为单转动副铰链且所述第二支撑铰链均为双转动副铰链或所述支撑支链为五个且五个所述第二支撑铰链中的四个为双转动副铰链且一个为单转动副铰链,五个所述第一支撑铰链均为双转动副铰链;或所述支撑支链包括支撑支链轨道、支撑支链滑块、支撑支链连杆和支撑滑块电机,所述支撑支链轨道与所述支撑并联定位支架相连,所述支撑支链滑块可滑动地设在所述支撑支链轨道上,所述支撑滑块电机与所述支撑支链滑块传动连接,所述支撑支链连杆的一端通过第一支撑铰链与所述支撑支链滑块相连且另一端通过第二支撑铰链与所述支撑件相连,所述支撑支链为三个且三个所述第一支撑铰链均为单转动副铰链且三个所述第二支撑铰链均为球铰链;或所述支撑支链包括支撑电动缸、支撑伸缩杆和支撑伸缩电机,所述支撑伸缩杆沿轴向可移动地设在所述支撑电动缸内,所述支撑伸缩电机设在所述支撑电动缸上且与所述支撑伸缩杆传动连接,所述支撑电动缸通过第一支撑铰链与所述支撑并联定位支架相连,所述支撑伸缩杆通过第二支撑铰链与所述支撑件相连。
14.根据本发明的一个实施例,所述支撑倾斜动平台上设有沿所述环形转台的弦向延伸的支撑弦向轨道,所述支撑弦向轨道上可滑动地配合有支撑弦向动平台,所述支撑并联定位装置设在所述支撑弦向动平台上,所述支撑倾斜动平台上设有用于驱动所述支撑弦向动平台的支撑弦向驱动装置,所述支撑弦向驱动装置包括支撑弦向驱动电机和支撑弦向驱动丝杠,所述支撑弦向驱动电机设在所述支撑倾斜动平台上,所述支撑弦向驱动丝杠与所述支撑弦向驱动电机传动连接,所述支撑弦向驱动丝杠与所述支撑弦向动平台的螺母螺纹配合。
15.根据本发明的一个实施例,所述加工径向动平台上设有沿竖直方向定向的加工竖向轨道,所述加工竖向轨道上可滑动地配合有加工竖向动平台,所述加工倾斜平台安装在所述加工竖向动平台上,所述加工径向动平台上设有用于驱动所述加工竖向动平台的加工竖向驱动装置,所述加工竖向驱动装置包括加工竖向驱动电机和加工竖向驱动丝杠,所述加工竖向驱动电机设在所述加工径向动平台上,所述加工竖向驱动丝杠与所述加工竖向驱动电机传动连接,所述加工竖向驱动丝杠与所述加工竖向动平台的螺母螺纹配合。
16.根据本发明的一个实施例,所述加工倾斜平台可翻转地设在所述加工竖向动平台上且转动轴线垂直于所述环形转台的径向,所述加工竖向动平台上设有用于驱动所述加工倾斜平台翻转的翻转驱动装置,所述翻转驱动装置包括翻转驱动电机、翻转驱动丝杠和翻转驱动螺母,所述翻转驱动电机可翻转地设在所述加工竖向动平台上,所述翻转驱动丝杠与所述翻转驱动电机传动连接且与所述翻转驱动螺母螺纹配合,所述翻转驱动螺母可翻转地设在所述加工倾斜平台上。
17.根据本发明的第二方面的实施例提出一种根据本发明的第一方面的实施例所述的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的控制方法,包括以下步骤:
18.s1、将所述待加工零件安装到所述环形转台上;
19.s2、通过所述加工定位组件驱动所述加工装置,将所述加工装置定位于所述待加工零件的待加工网格特征处;
20.s3、通过所述支撑定位组件驱动所述支撑件,将所述支撑件定位于与所述加工装
置轴线重合的位置;
21.s4、通过所述加工并联定位装置驱动所述加工装置完成一个所述网格特征的加工,通过所述支撑定位组件驱动所述支撑件始终与所述待加工零件的内表面贴合且保持所述支撑件轴线与所述加工装置轴线重合;
22.s5、通过所述加工定位组件驱动所述加工装置退刀,通过所述支撑定位组件驱动所述支撑件退刀;
23.s6、通过驱动加工倾斜动平台带动所述加工装置沿所述待加工零件的母线运动,将所述加工装置定位于所述待加工零件的母线方向上另一个网格特征处;
24.s7、重复步骤s4-s6,直至完成所述母线方向上所有网格特征的加工;
25.s8、转动所述环形转台,重复步骤s4-s6,直至完成下一条母线上所有网格特征的加工;
26.s9、重复步骤s8,直至完成所述待加工零件上所有网格特征的加工。
27.根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的控制方法,通过利用根据本发明的第一方面的实施例所述的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备,具有适应性强、作业柔性高、加工精度高等优点。
28.本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
29.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
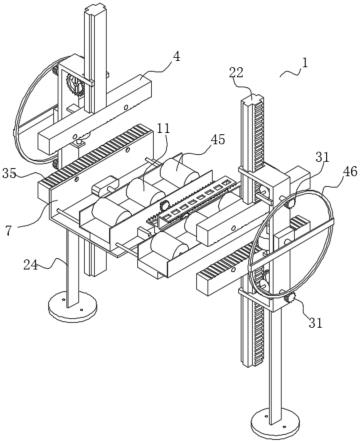
30.图1是根据本发明一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的结构示意图。
31.图2是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的结构示意图。
32.图3是根据本发明一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的加工定位组件的结构示意图。
33.图4是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的加工定位组件的结构示意图。
34.图5是根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的加工定位组件的加工并联定位装置的结构示意图。
35.图6是根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的加工定位组件的加工并联定位装置的加工支链的结构示意图。
36.图7是根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的环形基座和环形转台的结构示意图。
37.图8是根据本发明一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的结构示意图。
38.图9是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的结构示意图。
39.图10是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的结构示意图。
40.图11是根据本发明一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的支撑并联定位装置的结构示意图。
41.图12是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的支撑并联定位装置的结构示意图。
42.图13是根据本发明另一个具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的支撑定位组件的支撑并联定位装置的结构示意图。
43.图14是根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备的控制方法的流程图。
44.附图标记:大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1、环形基座100、齿圈110、环形转台200、转台电机210、齿轮220、加工定位组件300、加工基座310、加工径向轨道311、加工径向驱动电机312、加工径向驱动丝杠313、加工径向动平台320、加工竖向轨道321、加工竖向驱动电机322、加工竖向驱动丝杠323、加工倾斜平台330、加工倾斜轨道331、加工倾斜驱动电机332、加工倾斜动平台340、加工并联定位装置350、加工并联定位支架351、加工支链352、加工中空电机3521、加工滚珠丝杠3522、第一加工铰链353、第二加工铰链354、加工竖向动平台360、翻转驱动电机371、翻转驱动丝杠372、加工装置400、支撑定位组件500、支撑基座510、支撑倾斜轨道511、支撑倾斜动平台520、支撑弦向轨道521、支撑弦向动平台530、支撑并联定位装置540、支撑并联定位支架541、支撑支链542、支撑支链轨道5421、支撑支链滑块5422、支撑支链连杆5423、支撑中空电机5424、支撑滚珠丝杠5425、第一支撑铰链543、第二支撑铰链544、支撑件600、支撑件铰链610、待加工零件2。
具体实施方式
45.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
46.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
47.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
48.下面参考附图描述根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜
像铣加工装备1。
49.如图1-图14所示,根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1包括环形基座100、环形转台200、加工定位组件300、加工装置400、支撑定位组件500和支撑件600。
50.环形转台200可转动地设在环形基座100上,环形转台200上适于设置待加工零件2且环形转台200适于带动待加工零件2一同转动。
51.加工定位组件300包括加工基座310、加工径向动平台320、加工倾斜平台330、加工倾斜动平台340和加工并联定位装置350,加工基座310设在环形转台200的径向外侧,加工基座310上设有沿环形转台200径向定向的加工径向轨道311,加工径向动平台320可滑动地设在加工径向轨道311上,加工倾斜平台330安装在加工径向动平台320上,加工倾斜平台330上设有沿环形转台200径向由外向内向上倾斜延伸的加工倾斜轨道331,加工倾斜动平台340可滑动地设在加工倾斜轨道331上,加工并联定位装置350设在加工倾斜动平台340上。
52.加工装置400安装在加工并联定位装置350上。
53.支撑定位组件500包括支撑基座510、支撑倾斜动平台520和支撑并联定位装置540,支撑基座510设在环形转台200的径向内侧,支撑基座510上设有沿环形转台200径向由外向内向上倾斜延伸的支撑倾斜轨道511,支撑倾斜动平台520可滑动地设在支撑倾斜轨道511上,支撑并联定位装置540安装在支撑倾斜动平台520上。
54.支撑件600安装在支撑并联定位装置540上。
55.根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1,通过环形转台200在环形基座100上的转动,可以带动待加工零件2进行转动,从而将待加工零件2需要加工的母线位置调整至加工装置400处。通过加工径向动平台320的径向移动,可以调节加工装置400在待加工零件2径向上的位置。通过加工倾斜动平台340的倾斜移动,可以调节加工装置400在待加工零件2的母线上的位置。通过加工并联定位装置350可以实现对加工装置400在多个自由度上的精细位置调节。通过支撑倾斜动平台520的倾斜移动,可以调节支撑件600在待加工零件2的母线上的位置。通过支撑并联定位装置540可以实现对支撑件600在多个自由度上的精细调节。
56.由此可以使加工装置400在加工过程中,支撑件600的轴线与加工装置400的轴线保持重合,从而利用支撑件600保持对加工装置400的加工位置的支撑,避免薄壁特性的待加工零件2发生形变。
57.并且,通过利用多轴并联定位装置实现对加工装置400和支撑件600的定位,相比相关技术中的加工方式,大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1具有更高的工作空间和环境的适应性,提高了加工作业的柔性,便于实现大型复杂构件的整体原位加工,便于保证加工精度,而且可以缓解资源冲突。
58.此外,通过设置环形基座100和环形转台200,可以适于在环形转台200上设置回转类零件,从而使大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1能够适用于对回转类零件的加工,而且通过环形转台200的转动带动待加工零件,可以将零件快速地转动至需要加工的位置,无需整体移动加工定位装置300和支撑定位装置500,便于提高大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1的加工效率。
59.因此,根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1具有适应性强、作业柔性高、加工精度高等优点。
60.下面参考附图描述根据本发明具体实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1。
61.在本发明的一些具体实施例中,如图1-图14所示,根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1包括环形基座100、环形转台200、加工定位组件300、加工装置400、支撑定位组件500和支撑件600。
62.具体地,如图1-图4和图7所示,加工定位组件300还包括用于驱动加工径向动平台320的加工径向驱动装置、用于驱动加工倾斜动平台340的加工倾斜驱动装置,支撑定位组件500还包括用于驱动支撑倾斜动平台520的支撑倾斜驱动装置,环形基座100上设有用于驱动环形转台200的转台驱动装置。这样可以便于对加工径向动平台320、加工倾斜动平台340、支撑倾斜动平台520和环形转台200进行驱动,便于对加工装置400、支撑件600和待加工零件2的位置的精确控制。
63.更为具体地,如图1-图4所示,所述加工径向驱动装置包括加工径向驱动丝杠313和加工径向驱动电机312,加工径向驱动电机312安装在加工基座310上,加工径向驱动丝杠313与加工径向驱动电机312传动连接,加工径向驱动丝杠313与加工径向动平台320的螺母螺纹配合。
64.所述加工倾斜驱动装置包括加工倾斜驱动丝杠和加工倾斜驱动电机332,加工倾斜驱动电机332安装在加工倾斜平台330上,所述加工倾斜驱动丝杠与加工倾斜驱动电机332传动连接,所述加工倾斜驱动丝杠与加工倾斜动平台340的螺母螺纹配合。
65.所述支撑倾斜驱动装置包括支撑倾斜驱动丝杠和支撑倾斜驱动电机,所述支撑倾斜驱动电机安装在支撑基座510上,所述支撑倾斜驱动丝杠与所述支撑倾斜驱动电机传动连接,所述支撑倾斜驱动丝杠与支撑倾斜动平台520的螺母螺纹配合。
66.这样可以通过丝杠与动平台的螺母的螺纹配合将电机带动丝杠的转动转化为动平台在丝杠轴向上的移动,从而实现对加工径向动平台320、加工倾斜动平台340和支撑倾斜动平台520的驱动。
67.如图7所示,所述转台驱动装置包括转台电机210、齿轮220和齿圈110,齿圈110设在环形基座100上,转台电机210设在环形转台200上,齿轮220与转台电机210传动连接且与齿圈110啮合。具体而言,转台电机210可以为多个且沿环形转台200的周向间隔设置,齿轮220可以为多个且与多个转台电机210一一对应地传动连接。这样可以通过齿轮220和齿圈110的啮合将电机带动齿轮220的转动转化为齿圈110的转动,从而实现环形转台200的驱动。
68.有利地,如图1-图6所示,加工并联定位装置350包括加工并联定位支架351和多个加工支链352,加工支链352分别与加工并联定位支架351和加工装置400相连,加工并联定位支架351与加工倾斜动平台340相连。具体而言,加工并联定位装置350五轴并联定位装置。换言之,加工支链352为五个。以保证加工装置400的定位灵活性和准确性。
69.如图8-图13所示,支撑并联定位装置540包括支撑并联定位支架541和多个支撑支链542,支撑支链542分别与支撑并联定位支架541和支撑件600相连,支撑并联定位支架541与支撑倾斜动平台520相连。具体而言,支撑并联定位装置540为三轴并联定位装置或五轴
并联定位装置。换言之,支撑支链542为三个或五个。
70.这样可以利用支架连接多个支链,便于对加工装置400和支撑件600的多轴并联定位。
71.在一些实施例中,如图1-图6所示,加工支链352包括加工中空电机3521和加工滚珠丝杠3522,加工中空电机3521与加工滚珠丝杠3522传动连接且通过加工中空电机3521的转动带动加工滚珠丝杠3522沿中心轴线转动且沿轴向移动,加工中空电机3521通过第一加工铰链353与加工并联定位支架351相连,加工滚珠丝杠3522通过第二加工铰链354与加工装置400相连。
72.在另一些实施例中,所述加工支链包括加工支链轨道、加工支链滑块、加工支链连杆和加工滑块电机,所述加工支链轨道与所述加工并联定位支架相连,所述加工支链滑块可滑动地设在所述加工支链轨道上,所述加工滑块电机与所述加工支链滑块传动连接,所述加工支链连杆的一端通过第一加工铰链与所述加工支链滑块相连且另一端通过第二加工铰链与所述加工装置相连。具体而言,所述加工滑块电机可以通过与所述加工支链滑块螺纹配合的丝杠与所述加工支链滑块传动连接。
73.在另一些实施例中,所述加工支链包括加工电动缸、加工伸缩杆和加工伸缩电机,所述加工伸缩杆沿轴向可移动地设在所述加工电动缸内,所述加工伸缩电机设在所述加工电动缸上且与所述加工伸缩杆传动连接,所述加工电动缸通过第一加工铰链与所述加工并联定位支架相连,所述加工伸缩杆通过第二加工铰链与所述加工装置相连。
74.这样均可以实现对加工装置400的多轴驱动。
75.具体而言,第一加工铰链353、第二加工铰链354可以根据实际需要选择单转动副铰链、双转动副铰链或球铰链。
76.这里优选加工并联定位装置350包括加工并联定位支架351和五个加工支链352且加工支链352包括加工滚珠丝杠3522和加工中空电机3521。五个第二加工铰链354中的四个为双转动副铰链且一个为单转动副铰链,五个第一加工铰链353均为双转动副铰链。
77.在一些实施例中,如图9、图10、图12和图13所示,支撑支链542包括支撑中空电机5424和支撑滚珠丝杠5425,支撑中空电机5424与支撑滚珠丝杠5425传动连接且通过支撑中空电机5424的转动带动支撑滚珠丝杠5425沿中心轴线转动且沿轴向移动,支撑中空电机5424通过第一支撑铰链543与支撑并联定位支架541相连,支撑滚珠丝杠5425通过第二支撑铰链544与支撑件600相连。具体而言,在一些实施例中,如图9和图12所示,支撑支链542可以为三个,第一支撑铰链543均为单转动副铰链,第二支撑铰链544均为双转动副铰链。在另一些实施例中,如图10和13所示,支撑支链542可以为五个,五个第一支撑铰链543均为双转动副铰链,五个第二支撑铰链544中的四个为双转动副铰链且一个为单转动副铰链。
78.在另一些实施例中,如图8和图11所示,支撑支链542包括支撑支链轨道5421、支撑支链滑块5422、支撑支链连杆5423和支撑滑块电机,支撑支链轨道5421与支撑并联定位支架541相连,支撑支链滑块5422可滑动地设在支撑支链轨道5421上,所述支撑滑块电机与支撑支链滑块5422传动连接,支撑支链连杆5423的一端通过第一支撑铰链543与支撑支链滑块5422相连且另一端通过第二支撑铰链544与支撑件600相连。具体而言,所述支撑滑块电机可以通过与支撑支链滑块5422螺纹配合的丝杠与支撑支链滑块5422传动连接。具体而言,支撑支链542为三个,三个第一支撑铰链543均为单转动副铰链且三个第二支撑铰链544
均为球铰链。
79.在另一些实施例中,所述支撑支链包括支撑电动缸、支撑伸缩杆和支撑伸缩电机,所述支撑伸缩杆沿轴向可移动地设在所述支撑电动缸内,所述支撑伸缩电机设在所述支撑电动缸上且与所述支撑伸缩杆传动连接,所述支撑电动缸通过第一支撑铰链与所述支撑并联定位支架相连,所述支撑伸缩杆通过第二支撑铰链与所述支撑件相连。
80.这样均可以实现对支撑件600的多轴驱动。
81.具体而言,第一支撑铰链543、第二支撑铰链544可以根据实际需要选择单转动副铰链、双转动副铰链或球铰链。
82.图8和图9示出了根据本发明一些示例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1。如图8和图9所示,支撑倾斜动平台520上设有沿环形转台200的弦向延伸的支撑弦向轨道521,支撑弦向轨道521上可滑动地配合有支撑弦向动平台530,支撑并联定位装置540设在支撑弦向动平台530上,支撑倾斜动平台520上设有用于驱动支撑弦向动平台530的支撑弦向驱动装置,所述支撑弦向驱动装置包括支撑弦向驱动电机和支撑弦向驱动丝杠,所述支撑弦向驱动电机设在支撑倾斜动平台520上,所述支撑弦向驱动丝杠与所述支撑弦向驱动电机传动连接,所述支撑弦向驱动丝杠与支撑弦向动平台530的螺母螺纹配合。这样可以利用支撑弦向动平台530的移动带动支撑件600沿待加工零件2的弦向移动,从而进一步提高支撑件600位置调节的自由度。
83.图2和图4示出了根据本发明一些示例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1。如图2和图4所示,加工径向动平台320上设有沿竖直方向定向的加工竖向轨道321,加工竖向轨道321上可滑动地配合有加工竖向动平台360,加工倾斜平台330安装在加工竖向动平台360上,加工径向动平台320上设有用于驱动加工竖向动平台360的加工竖向驱动装置,所述加工竖向驱动装置包括加工竖向驱动电机322和加工竖向驱动丝杠323,加工竖向驱动电机322设在加工径向动平台320,加工竖向驱动丝杠323与加工竖向驱动电机322传动连接,加工竖向驱动丝杠323与加工竖向动平台360的螺母螺纹配合。这样可以通过加工竖向动平台360的移动带动加工装置400沿竖直方向移动,进一步提高加工装置400位置调节的自由度。
84.具体地,如图2和图4所示,加工倾斜平台330可翻转地设在加工竖向动平台360上且转动轴线垂直于环形转台200的径向,加工竖向动平台360上设有用于驱动加工倾斜平台330翻转的翻转驱动装置,所述翻转驱动装置包括翻转驱动电机371、翻转驱动丝杠372和翻转驱动螺母,翻转驱动电机371可翻转地设在加工竖向动平台360上,翻转驱动丝杠372与翻转驱动电机371传动连接且与所述翻转驱动螺母螺纹配合,所述翻转驱动螺母可翻转地设在加工倾斜平台330上。这样可以通过翻转加工倾斜平台330,调节加工倾斜平台330的倾斜角度,使加工倾斜平台330的角度更容易配合待加工零件2的母线,进一步提高加工装置400的位置调节自由度。
85.具体而言,支撑件600可以具有多个支撑凸起。
86.下面描述根据本发明上述实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1的控制方法,包括以下步骤:
87.s1、将所述待加工零件安装到所述环形转台上;
88.s2、通过所述加工定位组件驱动所述加工装置,将所述加工装置定位于所述待加
工零件的待加工网格特征处;
89.s3、通过所述支撑定位组件驱动所述支撑件,将所述支撑件定位于与所述加工装置轴线重合的位置;
90.s4、通过所述加工并联定位装置驱动所述加工装置完成一个所述网格特征的加工,通过所述支撑定位组件驱动所述支撑件始终与所述待加工零件的内表面贴合且保持所述支撑件轴线与所述加工装置轴线重合;
91.s5、通过所述加工定位组件驱动所述加工装置退刀,通过所述支撑定位组件驱动所述支撑件退刀;
92.s6、通过驱动加工倾斜动平台带动所述加工装置沿所述待加工零件的母线运动,将所述加工装置定位于所述待加工零件的母线方向上另一个网格特征处;
93.s7、重复步骤s4-s6,直至完成所述母线方向上所有网格特征的加工;
94.s8、转动所述环形转台,重复步骤s4-s6,直至完成下一条母线上所有网格特征的加工;
95.s9、重复步骤s8,直至完成所述待加工零件上所有网格特征的加工。
96.根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1的控制方法,通过利用根据本发明上述实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1,具有适应性强、作业柔性高、加工精度高等优点。
97.根据本发明实施例的大型回转类锥形薄壁件外侧网格特征镜像铣加工装备1的其他构成以及操作对于本领域普通技术人员而言都是已知的,这里不再详细描述。
98.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
99.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。