一种基于5g的工业机器人焊接工作站及其焊接方法
技术领域
1.本发明涉及工业机器人焊接工作站技术领域,特别是一种基于5g工业机器人焊接工作站及其焊接方法。
背景技术:
2.由于焊接时会产生金属烟尘,长期作业患尘肺病的风险高;焊接时产生氮氧化物、一氧化碳、臭氧等有害气体会威胁人体健康甚至生命;焊接时产生弧光辐射易引发角膜结膜炎和皮肤胆红斑症。
3.随着工业机器人技术日益先进及广泛应用,焊接逐步被机器人替代。但现有的机器人焊接工作站适用于工业领域,焊接功能单一或者体积庞大,不利于应用在教学场景培养学生的技能。
4.传统制造企业向智能工厂升级过程中存在着,网络多样化,协议众多难以融合互通,有线方式部署影响产线柔性化,工业wifi可靠性不高、覆盖范围有限,数据采集不畅、控制多部署在现场,影响效率。
技术实现要素:
5.为了克服现有技术的上述缺点,本发明的目的是提供一种结构简单、体积小、安装运输调试容易、组合及可拓展性强、成本低的5g工业机器人焊接工作站。
6.本发明解决其技术问题所采用的技术方案是:
7.一种基于5g工业机器人焊接工作站,包括
8.工业机器人,所述工业机器人包括机械臂,所述工业机器人用于自动焊接工件;
9.焊接工作台,所述焊接工作台用于固定和盛放焊接工件;
10.工业互联网,所述通信路由器、网关、物联网,基于5g技术互联互通;
11.控制机构,所述控制机构用于控制工业机器人焊接和控制工作站运转;
12.防护机构,所述防护机构用于吸收焊机产生的有害气体、隔离焊接时产生的弧光辐射和保护设备;
13.所述工业机器人、焊接工作台、控制机构和防护机构形成四边形工作区域,所述工作区域设置包围结构的护栏,所述护栏用于隔离焊接工作区域。
14.作为本发明的进一步改进:所述工业机器人还包括驱动所述机械臂的动力装置和安装所述机械臂的底座,所述动力装置连接所述机械臂的底端,所述动力装置还与所述底座连接。
15.作为本发明的进一步改进:所述机械臂设有焊枪、送丝机和焊枪管,所述焊枪设于所述机械臂的末端与所述机械臂连接,所述送丝机装配在所述机械臂的中部,所述送丝机还通过焊枪管与所述焊枪连接。
16.作为本发明的进一步改进:所述控制机构包括工业机器人控制柜和工作站控制柜,所述工业机器人控制柜包括控制柜、示教器、操作面板、主板和电源装置,所述示教器、
操作面板、主板和电源装置装配在所述控制柜上,所述电源装置设有电源开关,所述电源开关与所述控制柜固定连接。
17.作为本发明的进一步改进:所述工作站控制柜包括柜体、plc模块和触摸屏,所述plc模块、5g通讯模块和触摸屏装配在所述柜体上,所述触摸屏用于控制和显示当前工作站的状态。
18.作为本发明的进一步改进:所述防护机构包括弧光防护罩和焊接烟尘净化器,所述焊接工作台与所述弧光保护罩连接,所述弧光保护罩三面包围所述焊接工作台,所述弧光保护罩开口一面朝向所述工业机器人,所述弧光保护罩由铝型材和防弧光板拼接而成。
19.作为本发明的进一步改进:所述焊接烟尘净化器包括净化柜和吸气臂,所述吸气臂装配在所述净化柜上,所述吸气臂的吸气端设于所述焊接工作台一侧。
20.作为本发明的进一步改进:所述防护机构还包括焊接清枪器,所述焊接清枪器用于在焊接过程中对焊枪进行清理。所述焊接清枪器设于所述工业机器人一侧。
21.作为本发明的进一步改进:所述焊接工作台包括焊接柔性平台,单轴变位机和双轴变位机,所述焊接工作台还设有夹具,所述夹具包括180度螺旋压紧器、90度螺旋压紧器、45度螺旋压紧器、定位平尺、定位角尺、v型定位件、快速推拉夹具、组合压板、快速推拉夹具、三爪卡盘。
22.作为本发明的进一步改进:所述工业机器人焊接工作站还包括装配桌、空气压缩机、气瓶和焊机架,所述空气压缩机与所述弧光防护罩连接,所述装配桌、空气压缩机、气瓶和焊机架设于所述护栏内一侧。
23.一种基于5g工业机器人焊接工作站焊接方法,包括以下步骤:
24.s1、选择对应的焊接工作台和焊接工件,利用夹具将焊接工件固定在焊接工作台上;
25.s2、利用定位平尺与定位角尺确定位置,然后用螺旋压紧器把工件固定,把需要焊接的工件摆放正确并确定焊接位置,利用工业机器人对焊接位置进行校点调试;
26.s3、调试完成后,进行试焊接检测焊接轨迹,并打开防护机构进行焊接预准备检测;
27.s4、检测无误后启动工作站控制柜,工业机器人对工件焊接;
28.s5、焊接完成把螺旋压紧器松开取出焊接好的工件,定位平尺与定位角尺保持,继续按照定位平尺与定位角尺位置摆放工件。
29.作为本发明的进一步改进:所述步骤s1,当焊接工作台为焊接柔性平台时,所述夹具包括180度螺旋压紧器、90度螺旋压紧器、45度螺旋压紧器、定位平尺、定位角尺、v型定位件、快速推拉夹具,当焊接工作台为单轴变位机或双轴变位机时,所述夹具包括组合压板、快速推拉夹具、三爪卡盘。
30.作为本发明的进一步改进:所述步骤s3焊接预准备包括检测焊枪内是否有杂质,检查气压,把焊接烟尘净化器的吸气臂靠近焊接工作台,打开气瓶的保护气体。
31.与现有技术相比,本发明的有益效果是:
32.1.本发明提供多种焊接平台实现焊接工件的多样性,增加升降弧光防护罩减少辐射伤寒,增加焊接烟尘净化器减少培训场地的有毒气体与金属烟尘污染。
33.2.本发明是一个融合实际工业焊接的实训平台,可以定制三种不同类型的焊接平
台来实训,可以通过plc编程、机器人编程、焊机参数设定来实现机器人自动焊接功能,学员可以从中学到plc技术、工业机器人技术、伺服技术、焊接工艺等。
附图说明
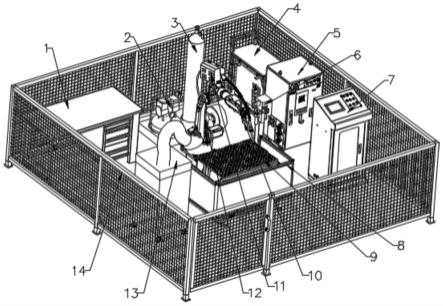
34.图1为本发明的结构示意图。
35.图2为本发明的单轴变位机的结构示意图。
36.图3为本发明的双轴变位机的结构示意图。
37.图4为本发明的焊接柔性平台和弧光防护罩的结构示意图。
38.图5为本发明的单轴变位机和弧光防护罩的结构示意图。
39.图6为本发明的双轴变位机和弧光防护罩的结构示意图。
40.图7为本发明配套单轴变位机的结构示意图。
41.图8为本发明配套双轴变位机的结构示意图。
具体实施方式
42.现结合附图说明与实施例对本发明进一步说明:
43.本发明的详细描述:
44.工业机器人焊接工作站,包括
45.工业机器人12,所述工业机器人12包括机械臂,所述工业机器人12用于自动焊接工件;
46.焊接工作台,所述焊接工作台用于固定和盛放焊接工件;
47.工业互联网,所述通信路由器、网关、物联网,基于5g技术互联互通;
48.控制机构,所述控制机构用于控制工业机器人12焊接和控制工作站运转;
49.防护机构,所述防护机构用于吸收焊机产生的有害气体、隔离焊接时产生的弧光辐射和保护设备;
50.所述工业机器人12、焊接工作台、控制机构和防护机构形成四边形工作区域,所述工作区域设置包围结构的护栏14,所述护栏14用于隔离焊接工作区域。
51.所述工业机器人12还包括驱动所述机械臂的动力装置和安装所述机械臂的底座,所述动力装置连接所述机械臂的底端,所述动力装置还与所述底座连接,所述机械臂设有焊枪10、送丝机11和焊枪管,所述焊枪10设于所述机械臂的末端与所述机械臂连接,所述送丝机11装配在所述机械臂的中部,所述送丝机11还通过焊枪管与所述焊枪10连接。
52.所述控制机构包括工业机器人控制柜5和工作站控制柜7,所述工业机器人控制柜5包括控制柜、示教器、操作面板、主板和电源装置,所述示教器、操作面板、主板和电源装置装配在所述控制柜上,所述电源装置设有电源开关,所述电源开关与所述控制柜固定连接,所述工作站控制柜7包括柜体、plc模块、5g通讯模块和触摸屏,所述plc模块和触摸屏装配在所述柜体上,所述触摸屏用于控制和显示当前工作站的状态。
53.所述防护机构包括弧光防护罩8和焊接烟尘净化器13,所述焊接工作台与所述弧光保护罩8连接,所述弧光保护罩8三面包围所述焊接工作台,所述弧光保护罩8开口一面朝向所述工业机器人12,所述弧光保护罩8由铝型材和防弧光板拼接而成,所述焊接烟尘净化器13包括净化柜和吸气臂,所述吸气臂装配在所述净化柜上,所述吸气臂的吸气端设于所
述焊接工作台一侧。
54.所述防护机构还包括焊接清枪器6,所述焊接清枪器6用于在焊接过程中对焊枪进行清理。所述焊接清枪器6设于所述工业机器人一侧。
55.所述焊接工作台包括焊接柔性平台9,单轴变位机15和双轴变位机16,所述焊接工作台还设有夹具,所述夹具包括180度螺旋压紧器、90度螺旋压紧器、45度螺旋压紧器、定位平尺、定位角尺、v型定位件、快速推拉夹具、组合压板、快速推拉夹具、三爪卡盘。
56.所述工业机器人焊接工作站还包括装配桌1、空气压缩机2、气瓶3和焊机架4,所述空气压缩机2与所述弧光防护罩8连接,所述装配桌1、空气压缩机2、气瓶3和焊机4架设于所述护栏14内一侧。
57.工业机器人焊接工作站焊接方法,包括以下步骤:
58.s1、选择对应的焊接工作台和焊接工件,利用夹具将焊接工件固定在焊接工作台上;
59.s2、利用定位平尺与定位角尺确定位置,然后用螺旋压紧器把工件固定,把需要焊接的工件摆放正确并确定焊接位置,利用工业机器人12对焊接位置进行校点调试;
60.s3、调试完成后,进行试焊接检测焊接轨迹,并打开防护机构进行焊接预准备检测;
61.s4、检测无误后启动工作站控制柜7,工业机器人12对工件焊接;
62.s5、焊接完成把螺旋压紧器松开取出焊接好的工件,定位平尺与定位角尺保持,继续按照定位平尺与定位角尺位置摆放工件。
63.所述步骤s1,当焊接工作台为焊接柔性平台9时,所述夹具包括180度螺旋压紧器、90度螺旋压紧器、45度螺旋压紧器、定位平尺、定位角尺、v型定位件、快速推拉夹具,当焊接工作台为单轴变位机15或双轴变位机16时,所述夹具包括组合压板、快速推拉夹具、三爪卡盘。
64.所述步骤s3焊接预准备包括检测焊枪10内是否有杂质,检查气压,把焊接烟尘净化器13的吸气臂靠近焊接工作台,打开气瓶3的保护气体。
65.5g技术走进生活,依靠着如今5g技术的快速发展。信息技术在工作站及其教学行业中的引入不断提高了该行业中信息技术的水平。5g技术的超高速,超大型连接和超低延时可以极大地提高工作站的效率,同时,工作站及其教学行业5g技术的发展将促进工作站的智能化。5g技术的发展将导致工作站整个网络生态系统的变化,人工智能,虚拟现实,云计算,物联网,大视频等与网络速度相关的领域将发生根本性的链式变化,从而使新兴技术能够促进工作站技术领域的发展更加实用。
66.5g是实现云化机器人的基础技术,5g带来的高带宽、高可靠、低时延,可以将大部分计算放到云端,在安全有保障的前提下,云端作为中控平台,可实现远程遥控机器人,设备信息采集与监控,融合5g网络技术,利用其低时延的特点,工业机器人在应用过程中,接受信息任务指令更加高效;可以实现实时数据回传,技术人员可以在远端、后台实时监控工业机器人的状态。
67.实施案例一:
68.首先把需要焊接的工件固定在焊接工作台9上,根据不同的平台与工件形状选择不同类型的工装夹具;远程采集设备信息,检测线路正常后通电,检测焊枪10内是否有杂
质,如有杂质先进行自动清枪与剪丝,然后远程遥控对工业机器人12进行校点,校点完成后进行试焊接,焊接轨迹正确后检查气压,把焊接烟尘净化器13的吸气臂靠近焊接工作台,注意保留弧光防护罩8升降的空间放置升降过程中碰撞吸气臂,打开气瓶3的保护气体,采集完成后对实时监控设备信息,检测无误后在工作站控制柜7上按启动或远程遥控工业机器人启动,工业机器人12就会实时应答,实现实时数据回传,工业机器人自动焊接工件,后台实时监控工业机器人的状态。
69.如图1、图4所示的是配套柔性焊接平台9的工业机器人焊接工作站,这种柔性焊接平台9配套相应的夹具,如180度螺旋压紧器、90度螺旋压紧器、45度螺旋压紧器、定位平尺、定位角尺、v型定位件、快速推拉夹具等;在工业机器人12的活动范围内可以适用于工件不需要进行角度调整、翻转的简单焊接,如工件的平焊、横焊、立焊、平角焊等,接头形式有对接接头、t型接头、角接接头、搭接接头等,焊接步骤是先把需要焊接的工件摆放好,利用定位平尺与定位角尺确定位置,然后用螺旋压紧器把工件固定,再利用工业机器人12对焊接位置进行校点调试,调试完成就可以进行自动焊接,焊接完成把螺旋压紧器松开取出焊接好的工件,定位平尺与定位角尺不用松动,继续按照定位平尺与定位角尺位置摆放工件,固定好后就可以自动焊接了。
70.实施例二:
71.作为实施案例一的替换实施例,如图5、图7所示的是配套单轴变位机15的工业机器人焊接工作站,这种单轴变位机15焊接平台配套相应的夹具,如组合压板、快速推拉夹具、三爪卡盘等,它适用于工业机器人12焊接不到,工件需要换一个方向才能焊接的场合,如环缝焊接、t型焊接等,先利用夹具把工件固定在单轴变位机15回转平台上,再利用工业机器人12对焊接位置进行校点调试,调试完成就可以进行自动完成焊接。
72.实施案例三:
73.作为实施案例二的替换实施例,如图6、图8所示配套的是双轴变位机16的工业机器人焊接工作站,这种双轴变位机16焊接平台配套相应的夹具,如组合压板、快速推拉夹具、三爪卡盘等。它适用于工业机器人12焊接不到,工件需要换一个方向、倾斜一定角度才能焊接的场合,如较复杂的曲面焊接,先利用夹具把工件固定在双轴变位机16回转平台上,再利用工业机器人12对焊接位置进行校点调试,调试完成就可以进行自动焊接。
74.综上所述,本领域的普通技术人员阅读本发明文件后,根据本发明的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本发明所保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
