低熔点材料的3d打印
相关申请
1.本技术要求于2019年7月23日提交的美国临时专利申请序列号62/877799的优先权,其全部内容纳入本文。
背景技术:
2.弹道明胶是一种专门为模拟人体而配制的明胶,并被广泛用于各种实验环境,从军事和执法部门到医疗专业人士。虽然这种类型的明胶在弹道学市场上被证明是成功的,因为它具有类似人体肉体的特性,以及范围宽广的可调节硬度(通过略微调节配方的成分),和无可比拟的光学清晰度(对于市场上的一些凝胶,例如:clear ballistics凝胶),其在其他潜在应用(如医疗和光学)方面的前景尚未被充分发掘,因为其制造过程依赖于传统的成型方法,这限制了可制造的结构的复杂性,而且对于迭代设计加工而言耗时且昂贵。然而,由于其柔性,其不能用目前的3d打印机打印。
技术实现要素:
3.在一个实施例中,本发明提供了一种系统和方法,能够实现弹道凝胶和其他低熔点材料的3d打印。
4.在一个实施例中,本发明提供了一种系统和方法,该系统和方法将为弹道凝胶的应用提供巨大的推动力,诸如新的医疗市场,包括但不限于外科手术前计划、医学教育和医疗设备测试。
5.在一个实施例中,本发明提供了一种系统和方法,能够实现用于光学的弹道凝胶和其他低熔点材料的3d打印。
6.在一个实施例中,本发明提供了一种系统和方法,该系统和方法通过使用基于注射器的打印头来实现弹道凝胶材料和其他低熔点材料的3d打印,用于打印具有精细特征的相对较小的结构。
7.在一个实施方案中,本发明提供了一种系统和方法,该系统和方法通过使用基于齿轮泵的打印头来实现弹道凝胶材料和其他低熔点材料的3d打印,以打印相对较大的结构。
8.在一个实施例中,本发明提供了一种系统和方法,其能够实现凝胶挤出打印(或gep)。
9.在一个实施例中,本发明提供了一种系统和方法,该系统和方法通过使用基于注射器的打印头来实现弹道凝胶材料和其他低熔点材料的3d打印,用于利用具有精密运动控制台的基于挤出的3d打印机来打印具有精细特征的相对较小的结构。
10.在一个实施方案中,本发明提供了一种系统和方法,该系统和方法通过使用基于齿轮泵的打印头来实现弹道凝胶材料和其他低熔点材料的3d打印,以利用常规低成本熔融沉积成型(fdm)打印机来打印相对较大的结构。
11.在一个实施例中,本发明提供了一种系统和方法,该系统和方法能实现弹道凝胶
材料和其他低熔点材料的3d打印,从而提供廉价的方式来改造低成本的fdm打印机用于打印弹道凝胶材料和其他低熔点材料。
12.在一个实施例中,本发明提供了一种实现弹道凝胶材料和其他低熔点材料的3d打印系统和方法,从而提供了一种数字制造工具,用于制造复杂结构以模拟人体及人体部分。
13.在一个实施例中,本发明提供了一种实现了弹道凝胶材料和其他低熔点材料的3d打印的系统和方法,从而提供了柔性的可3d打印材料,该材料提供了目前任何可3d打印材料无法比拟的柔性/弹性。
14.在一个实施例中,本发明提供了一种实现弹道凝胶材料和其他低熔点材料的3d打印的系统和方法,从而提供了新型的可3d打印材料,由于其与其他可3d打印材料相比熔点相对较低(因此在打印后可以容易地熔化掉),因此可以作为支撑结构的材料或牺牲材料。
15.在一个实施例中,本发明提供了一种实现弹道凝胶材料和其他低熔点材料的3d打印的系统和方法,从而提供了透明的可3d打印材料,由于其与玻璃相比低光学传输损失和类似的折射率(但具有更轻的密度以及柔性),该透明的可3d打印材料可用于各种光学设备。
16.在一个实施例中,本发明提供了一种实现新的挤出方法的系统和方法,该方法能够打印任何能够在相对低温下融化成液体形式的材料,例如巧克力、蜡等。
17.在其他方面,本发明提供了一种系统和方法,该系统和方法能够实现弹道凝胶和其他低熔点材料的3d打印,与其他3d打印材料相比,其具有以下优势:(1)无可比拟的柔性,因为本发明的实施例比市场上最灵活的可3d打印材料要灵活得多;(2)与人体组织的相似性,由此其可以模拟人体,用于国防和医疗行业中的不同应用;(3)打印具有光学清晰度和良好光学性能的低密度和柔性的凝胶的能力,其实现了新的光学应用;以及(4)打印具有低熔点的凝胶的能力,用于作为支撑结构和牺牲材料。
18.在其他方面,本发明提供了一种系统和方法,该系统和方法能实现弹道凝胶和其他低熔点材料的3d打印,与其他凝胶成型技术相比,其具有以下优势:1)以低成本生成复杂模型的能力;具有快速的周转时间;并且具有易用性。
19.在其他方面,本发明提供了一种系统和方法,该系统和方法能实现使用组合在一起用于群集打印的多台打印机的对弹道凝胶和其他低熔点材料的3d打印,该多台打印机可以处在移动平台上。这实现了可用于模拟复杂生物系统的更大的、复杂的打印作业的打印。
20.在其他方面,本发明提供了一种系统和方法,该系统和方法通过使用齿轮泵挤出凝胶并通过首先加热和液化凝胶来实现弹道凝胶的3d打印。
21.在其他方面,本发明提供一种系统和方法,使弹道凝胶的3d打印能够生成复杂的和定制的人体模型。这些模型可以实施,以取代传统的尸体研究,第一反应训练,诸如心肺复苏(cpr),甚至用于研究,诸如心脏的流体流动分析。
22.在其他方面,本发明提供了一种系统和方法,通过保持系统的所有元件加热到100℃左右,以防止在整个打印处理期间的任何凝胶凝固来实现弹道凝胶的3d打印。这包括从供应罐的口部到喷嘴的末端的所有元件。
23.在其他方面,本发明提供了一种系统和方法,使弹道凝胶的3d打印用于包括独特的艺术照明、焦散图案、平面和3d共形表面的分光器和合光器、以及光学编码器的应用。打印的波导表现出超过98%的出色的光学透明度和小于0.22dbcm-1的光学损耗。本发明提供
的简单的制造工艺、低成本、优秀的光学性能和柔性是制造集成光学器件的有吸引力的途径,也是控制光的新机会。
24.在其他方面,本发明提供了一种用透明弹道凝胶制造结构的新方法,以实现新的应用。为此,本发明的实施例提供了一种基于微挤出的3d打印机,可以在露天打印凝胶以用于各种光学应用,而不需要支撑槽或支撑材料。
25.在其他方面,本发明提供了一种系统和方法,能实行对弹道凝胶和其他低熔点材料进行3d打印。
26.在其他方面,本发明提供了一种系统和方法,用于3d打印材料和其他低熔点材料以用于医疗市场,包括但不限于外科手术前计划、医疗教育和医疗设备试验。
27.在其他方面,本发明提供了一种用于3d打印材料和其他低熔点材料的系统和方法,用于在光学领域中使用。
28.在其他方面,本发明提供了一种用于3d打印材料和其他低熔点材料的系统和方法,使用基于注射器的打印头用于打印具有精细特征的相对较小的结构。
29.在其他方面,本发明提供了一种使用基于齿轮泵的打印头来3d打印材料和其他低熔点材料的系统和方法,用于打印相对较大的结构。
30.在其他方面,本发明提供了一种实现弹道凝胶和其他低熔点材料的3d打印的系统和方法,能够实现凝胶挤出打印(或gep)。
31.在其他方面,本发明提供了一种实现弹道凝胶和其他低熔点材料的3d打印的系统和方法,该系统和方法通过使用基于注射器的打印头来打印具有精细特征的相对较小的结构,并使用具有精密运动台的基于挤出的3d打印机来实现弹道凝胶材料的3d打印。
32.在其他方面,本发明提供了一种系统和方法,该系统和方法能够实现弹道凝胶和其他低熔点材料的3d打印,该系统和方法能够通过使用基于齿轮泵的打印头,用常规的的低成本熔融沉积成型(fdm)打印机打印相对较大的结构,实现弹道凝胶材料的3d打印。
33.在其他方面,本发明提供了一种系统和方法,该系统和方法能够实现弹道凝胶和其他低熔点材料的3d打印,该系统和方法能够实现弹道凝胶材料的3d打印,从而提供一种廉价的方式来改装低成本的fdm打印机以打印弹道凝胶材料。
34.在其他方面,本发明提供了一种实现弹道凝胶和其他低熔点材料的3d打印的系统和方法,该系统和方法实现了该材料的3d打印,从而提供了一种数字制造工具,用于制造复杂结构以模拟人体或人体部分。
35.在其他方面,本发明提供了一种实现弹道凝胶和其他低熔点材料的3d打印的系统和方法,该系统和方法实现了该材料的3d打印,从而提供了可3d打印材料,由于其与其他3d打印材料相比熔点相对较低(因此在打印后可以容易地融化),因此可以作为支撑结构的材料或牺牲材料。
36.在其他方面,本发明提供了一种实现弹道凝胶和其他低熔点材料的3d打印的系统和方法,该系统和方法实现了该材料的3d打印,从而提供一种可用于光学装置的透明可3d打印材料,由于其与玻璃相比具有低光学传输损耗和类似的折射率(然而具有更轻的密度和灵活性)。
37.在其他方面,本发明提供了一种基于注射器的打印头,包括:金属壳体内的玻璃注射器,其被薄膜加热器包裹;注射器可以连接到由数字阀控制的压力源或电机驱动的柱塞;
注射器打印头则安装到xyz台上,用于3d打印。
38.在其他方面,本发明提供了一种系统和方法,其中在打印期间,固体凝胶被放置在注射器筒内,该注射器筒在打印前加热以将凝胶融化为液体。
39.在其他方面,本发明提供了一种系统和方法,其中基于注射器的打印头适于具有:1)加热的均匀性;2)与其他部件的热绝缘性;3)维持在70至130℃之间的恒温的能力;以及4)与尺寸小于100um的针头一起使用的能力。
40.在其他方面,本发明提供了一种基于注射器的打印头,包括:供应罐、齿轮泵、喷嘴、用于各部件之间连接的管和用于在整个打印头内维持恒温的多个加热器,以防止凝胶凝固和堵塞。
41.在其他方面,本发明提供了一种系统和方法,其中基于齿轮泵的打印头适于具有:1)加热的均匀性;2)与其他部件的热绝缘性;3)维持恒定的可融化的材料范围广的温度的能力;以及4)连续供应凝胶的能力。
附图说明
42.在不一定按比例绘制的附图中,相似的数字在若干视图中能描述基本相似的组件。具有不同字母后缀的相似部件可以代表基本相似的部件的不同示例。附图借助示例而非限制地大体上示出了本文件中讨论的某些实施例的详细描述。
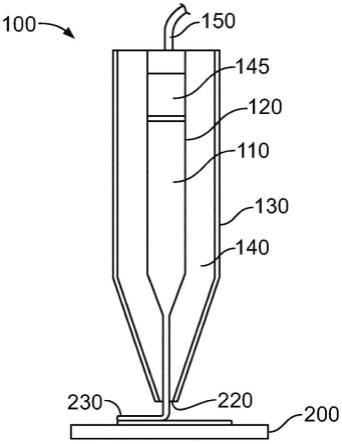
43.图1a是本发明的第一实施例的示意图。
44.图1b示出了用于本发明的实施例的加热室和喷嘴组件。
45.图1c示出了用于本发明的实施例的喷嘴组件。
46.图2a提供了用于本发明的实施例的整体设计部件的示例。
47.图2b示出了用于本发明的第二实施例的打印系统。
48.图2c示出了可与本发明的实施例一起使用的齿轮泵组件的仰视图。
49.图2d是可与本发明的实施例一起使用的齿轮泵组件的分解图。
50.图2e是可与本发明的实施例一起使用的喷嘴的剖视图。
51.图2f是本发明的实施例中使用的加热管的方法。
52.图3是可与本发明的实施例一起使用的打印程序。
53.图4a、4b和4c是表明了剪切增稠特性的透明弹道凝胶(clear ballistics gel)(#20)的流变学流动曲线。虽然熔化温度的提高会导致粘度降低,但其对打印分辨率有负面影响。较低的熔化温度使得能创造出高分辨率的结构,该结构在沉积时保持圆柱形但受对高沉积压力的要求的限制。
54.图5a是由210μm喷嘴打印的直波导的光学图像。
55.图5b是由810μm喷嘴打印的直波导的光学图像。
56.图5c是由810μm喷嘴打印的弯曲波导的光学图像。
57.图5d是使用光学显微镜的打印凝胶丝的高分辨率表面图像,其示出了凝胶的光滑表面。
58.图6a是使用本发明的实施例打印的8层、16层和32层的料堆(woodpile)结构的光学图像。
59.图6b是示出维持其圆柱形结构的凝胶丝的横截切面。打印使用810μm喷嘴来进行,
其平面内中心到中心丝间距为1.5mm。标尺=1600μm。
具体实施方式
60.本文公开了本发明的详细实施例,然而,应当理解的是,所公开的实施例仅是能够以各种形式实施的本发明的实施方式。因此,本文公开的具体结构和功能细节不应解释为限制性的,而仅仅是作为教导本领域技术人员以实际上任何适当详细的方法、结构或系统来多样地应用本发明的代表性基础。此外,本文所使用的术语和短语不旨在限制,而是旨在提供对本发明的可理解的描述。
61.在优选的实施例中,本发明提供了使用基于注射器的打印头的弹道凝胶和其他低熔点材料的3d打印的系统和方法。在其他优选的实施例中,本发明提供了使用基于齿轮泵的打印头的弹道凝胶和其他低熔点材料的3d打印的系统和方法。
62.基于注射器的凝胶打印头如图1a-1c所示,基于注射器的打印头100由金属壳体120内部的玻璃注射器110组成,金属壳体120由薄膜加热器130包裹。注射器100和柱塞145可以连接到由数字或电机驱动的柱塞控制的压力源150。在其他实施例中,注射器100通过加热室140与加热元件130分离。
63.可使用压力调节器或适配器155来调节系统的内压力。其可以适合于起由适当的软件操作的数字控制阀的作用,这将在以下讨论。
64.注射器打印头则安装到xyz台200上用于3d打印。在打印期间,固体凝胶放置在注射器内部,注射器然后被加热以将凝胶熔化成液体,之后打印开始通过喷嘴220生成凝胶丝230。基于注射器的打印头为应对以下挑战而进行了专门设计:1)加热的均匀性;2)与其他部件良好的隔热性;3)能够维持70至130℃之间的恒温;4)能够用尺寸小于100um的针头或喷嘴进行打印。
65.基于齿轮泵的凝胶打印头
66.因为注射器筒的容积有限,不适合打印大型结构,所以可以使用如图2a-2e所示能连续打印无限体积凝胶的基于齿轮泵的打印头。打印头系统300包括供应罐305、齿轮泵307、喷嘴309,用于各部件之间的连接的管311以及一个或多个加热器313,加热器用于在整个系统中维持恒温,以防止凝胶凝固和堵塞。该基于齿轮泵的打印头为应对以下挑战而进行了专门设计:1}加热的均匀性;2}与其他部件良好的隔热性;3}能够维持恒定的温度,该温度可熔化的材料范围广;4}能够连续供应凝胶。
67.在本发明的一个优选环境中,如图2b所示,储罐305与泵307成一体。这消除了两者之间对任何管的需要。罐305可以由螺栓连接在一起的金属挤出件或金属片材构成,然后在接缝处硅化或焊接以形成长条形钢管件。在罐305的底部是铝块317,该铝块作为泵的面板。罐305包括适于允许熔化的凝胶进入泵的低压侧的端口。泵面板307也可安置陶瓷加热器317,该陶瓷加热器317用于熔化系统中的凝胶。螺栓连接部320-323将泵体安装到面板。为了节约热量,整个罐组件接着可被包裹在聚苯乙烯泡沫塑料绝缘部中(为清晰起见未示出)。
68.图2c-2d示出了本发明的优选实施例和泵实施例。如图所示,齿轮泵400该实施例包括螺栓连接的板410和以及与储罐相连通的入口端口412和通常经由管与喷嘴相连通的
出口端口413。还包括销420到423、o型环430和431、以及用于百的齿轮440和441。整个组件可以通过紧固件450-453紧固在一起。
69.图2e示出了本发明的优选喷嘴设计500。该实施例与系统的其他部件一样,也必须保持在~100℃,但不能允许热量传递到打印机的其他部件。本实施例包括管510、陶瓷加热器512、夹具514、喷嘴保持件516、喷嘴518,该喷嘴518由喷嘴螺栓520固定。还包括可选的阀,以强制确保单向流动。设计还包括热敏电阻端口524以及绝缘部526,该绝缘部526可以由软木或其他热绝缘材料制成。
70.图2f示出了本发明的优选的管设计600,其涉及穿透管630的内部620的单股电阻线610。这给予了凝胶到线的直接的相互作用,同时使线的长度保持最小。整个管则使用橡胶绝缘部进行绝缘以保存热量,同时仍然维持管的柔性。经过初步的热计算确定保持该线处于同轴对中不成问题,因为管足够小,使得通过适当的绝缘部,尽管线在管内的实际位置不同,凝胶仍能维持一致的温度。为了利用悬置在管中的电阻加热线,需要在该线的两端处进行电连接。为此,当该线压到喷嘴和泵配件上时,该线可以压在金属和管之间。然后,对泵和喷嘴进行电连接,从而完成电路。
71.软件系统的描述
72.整个系统可以是数字控制的,使得能够进行自动化和工具路径的无缝控制。本发明的部件可构造为读取诸如g代码文件的标准代码,将其解释并转换为用于精确调节xyz运动台和打印头的控制信号。
73.图3提供了软件实施方式的概述,其整合了可用于本发明实施例的运动和打印头系统。如图所示,示例性步骤可包括以下步骤:步骤800,装载材料,启动控制软件;步骤810,调节分配压力以获得连续挤出;步骤820,确认形成丝或弯月面;步骤830,优选借助显微镜调节喷嘴高度;步骤840,确认喷嘴基底高度是最佳的;步骤850,形成软件脚本以打印所期望的特征;步骤860,确认打印完成;以及步骤870,执行后处理操作。
74.在其他实施例中,该系统可以以两种模式操作——手动和自动。在手动模式中,用户可以改变打印参数,以确定最佳的打印条件(例如,挤出压力以及支脚间隙)。在自动模式中,软件读取由开源切片软件(如repetier host)生成的g代码文件,解析该文件,并向xyz电机和压力调节器发送控制信号。这个过程重复进行,直至所有的g代码被系统性地执行。
75.该软件的重要部分是如何修改标准的reprap g代码模板(例如,gnn xnnn ynnn znnn ennn fnnn)。如熔融沉积成型(fdm)打印机常规使用的,“enn”参数调节分配压力阀而不是电机速度。因此,只要e参数出现在g代码行中,数字阀就会改变供应压力的大小。例如,g01 e20将压力设定点改变为20psi。其他参数保持不变,执行与fdm打印机相似的功能。例如,gnn是受关注的g代码,xnnn、ynnn和znnn是要转换的x、y和z坐标中的位置。f代表在起点和终点之间移动的平移速度(mm/s),而“nnn”只是数字修饰语,在定量意义上代表每个参数如何变化。
76.为了评估本发明的实施例是否满足目标分辨率,使用聚二甲基硅氧烷(pdms)形成一系列蛇形图案。打印了~10μm的分辨率。
77.为了优化处理参数,墨水粘度表征为在80至130℃的温度范围内根据剪切速度变化。图4a-4c示出了凝胶表现出剪切增稠特性(此处仅显示凝胶等级#20在100、110和130℃时的结果)。图4a-4c比较了使用固定的喷嘴直径(d=210μm)和施加压力(p=100psi)的凝
胶挤出的结果。在低加热温度下(80至100℃),粘度明显增加,而分配过程需要非常高的压力以持续稳定的流速。另一方面,在较高的加热温度(≥110℃)下,当粘度降低时,即使没有施加压力,凝胶也会从喷嘴末端渗出并形成润湿喷嘴表面的液滴。稳定的凝胶挤出在110℃的温度和适度的沉积压力下实现。30℃的温度变化(从100℃到130℃)导致了几乎两个量级的粘度改变。通过仔细选择喷嘴直径、打印速度、温度和施加的沉积压力,可以控制打印分辨率和质量。
78.打印的2d和3d结构的表征
79.如图5a-5d所示,本发明的实施例用于打印各种直的和弯曲的平面结构。这些结构强调了控制丝几何形状和尺寸的能力。例如,图5a展示了使用直径为210μm的喷嘴打印具有154μm的稳定的打印分辨率的光波导的能力。图5b和5c展示了使用810μm喷嘴打印的直的和弯曲的波导。图5d是使用光学显微镜(vhx-2000,基恩士)的打印的凝胶丝的高分辨率表面图像,其示出了凝胶的光滑表面。
80.此外,如图6a和6b所示,还打印了广泛范围的3d周期性料堆结构,包括覆盖30mm
×
30mm面积为、的8层、16层和32层。通过打印的结构的横截面切面显示,丝维持了良好的圆柱形,圆柱形直径与喷嘴直径相符。为了研究机械伸展性和弹性恢复性,在打印的凝胶丝上施加单轴应变,显示其能够应变高达100%并弹性恢复。凝胶的机械柔性是通过绕着圆柱形杆扭曲以形成螺旋形轮廓来确认的。此外,为了确定极限应变和杨氏模量,使用模制的哑铃型测试样本进行单轴拉伸试验。杨氏模量确定为77.6kpa(由5-20%的线性应变),最大(失效)应变为292%。这种材料的柔性使其成为用于基于光学的应变传感器的有吸引力的候选者。
81.尽管前述书面描述使本领域普通技术人员能够制作和使用目前被认为是其最佳模式的技术,但是本领域普通技术人员将理解并领会本文的特定实施例、方法和示例的变型、组合和等同物的存在。因此,本公开不应限于上述实施例、方法和示例,而是包括本公开范围和精神内的所有实施例和方法。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。