1.本发明涉及手机壳生产技术领域,特别涉及一种手机壳生产设备。
背景技术:
2.目前手机已经成为人们生活中必不可少的工具,为了避免手机在使用过程中有磨损,通常都会给手机套上手机壳,能够对手机起到一定的防护作用。针对硅胶材质的手机壳,其成型方法是将硅胶手机套的成型模具固定在硫化成型机器上,设定好成型时所需的温度、压力、时间等参数,待成型机器的温度达到设定值后,将备好的硅胶手机套原料排放成型模具中,并操作成型机器入模加压硫化,等硫化时间达所需的时间时,硅胶原料就已固定为手机套的形状了,此时开出模具,将硅胶手机套从模具中取下。
3.中国专利公开号cn213436515u,本技术涉及一种手机壳锻压模具用冲压装置,涉及冲压装置技术领域,该装置包括冲压装置本体和杆套,所述冲压装置本体的下方固定有冲压底座,且冲压底座的内部安装有减震组件,所述减震组件包括t形套、弹簧和t形杆,且t形套的外部安装有弹簧,所述弹簧的外部设置有t形杆,所述油缸通过螺栓与冲压装置本体的上方相连接,所述环形板套的内部安装有环形板体,所述冲压装置本体的两侧固定有固定座。该手机壳体锻压模具用冲压装置,与现有的普通冲压装置相比,冲压装置冲压工件成型后可以实现自动脱模,大大了缩短生产的时间,提高了生产效率,同时可以清理模具中的废料,防止废料堆积影响生产,还可以收集工件生产时所产生的废料,不用人工去清理冲压装置内部的废料。
4.上述中的手机壳在生产过程中一次只能冲压一件手机壳,工作效率低,且通过气流对模具中的废料进行清理时,会存在清理不充分的现象,降低了手机壳的生产质量。
技术实现要素:
5.基于上述思路,本发明提供如下技术方案:一种手机壳生产设备,包括接料槽和固定连接在接料槽内壁底端的底座,所述底座顶部的边缘处呈十字形阵列连接设置有多个弧形板,多个弧形板的顶部固定连接有环形座,环形座的顶部转动连接有轴承座,轴承座的顶部转动连接有套筒,套筒的外壁呈十字形阵列对称开设有多个凹槽,凹槽靠近套筒外壁的一端对称开设有导槽,凹槽远离套筒外壁的一端开设有多个模槽,套筒内壁对应多个凹槽的位置开设有多个条形槽,套筒的顶部对应多个凹槽的位置开设有多个放料孔,套筒外壁的顶端且位于相邻两个凹槽之间的位置设置有多个固定杆,多个固定杆的底端均与接料槽的顶部固定连接,多个模槽的内部均安装有模具,套筒的外壁设置有用于对模具进行清洁防护的垫膜组件,底座的顶部设置有用于对垫膜组件进行调控和清理的驱动组件。
6.作为本发明进一步的方案:所述套筒的顶部设置有放料组件,放料组件包括固定连接在套筒外壁顶端的多个侧伸架,侧伸架顶部远离套筒的一端对称设置有一号支架,两个一号支架之间转动连接有卷辊,侧伸架顶部靠近套筒的一端对称设置有二号支架,两个
二号支架之间转动连接有导向辊,卷辊的外壁卷设有热熔材料,热熔材料远离卷辊的一端搭放在导向辊的顶部并穿入对应的放料孔中。
7.作为本发明进一步的方案:所述垫膜组件包括开设在套筒外壁且位于相邻两个模槽之间的放膜槽,且多个放膜槽沿着套筒的高度方向呈线性分布,放膜槽底部的一端固定连接有一号膜辊,放膜槽底部的另一端转动连接有二号膜辊,二号膜辊的外壁套设有薄膜,薄膜远离二号膜辊的一端固定连接在一号膜辊的外壁上,多个导槽的内部均转动连接有圆杆。
8.作为本发明进一步的方案:多个所述弧形板的侧壁均滑动配合有l形杆,多个l形杆的顶部均设置有安装板,多个安装板靠近套筒的一侧均设置有压板。
9.作为本发明进一步的方案:多个所述压板侧壁顶部靠近二号膜辊的一端均设置有l形块,多个l形块靠近套筒的一侧均连接设置有齿条,多个二号膜辊的轴端均滑动贯穿套筒的顶部,且多个二号膜辊轴壁的顶端均固定套设有与齿条相啮合的齿轮。
10.作为本发明进一步的方案:所述驱动组件包括嵌设在底座顶部中心的电机,电机的输出端传动连接有传动轴,传动轴的外壁且位于套筒下方的位置固定套设有导向盘,导向盘的内部边缘处开设有限位槽,导向盘的顶部对应限位槽的中心位置开设有限位孔。
11.作为本发明进一步的方案:所述限位槽的内部对应多个l形杆的位置滑动配合有多个滑轮,多个滑轮的内部均套设有限位杆,多个限位杆的顶部均滑动配合在限位孔的内部,多个l形杆靠近电机的一端均固定连接有匚形耳座,匚形耳座的上下两端分别位于导向盘的上下两侧,且多个限位杆的顶部分别与多个匚形耳座上方的侧壁转动连接。
12.作为本发明进一步的方案:所述轴承座的内壁固定连接有圆盘,圆盘固定套设在传动轴的外壁上,轴承座的外壁对应多个弧形板的位置设置有多个l形侧杆,l形侧杆靠近套筒的一端且对应纵向多个模槽的位置设置有多个毛刷。
13.作为本发明进一步的方案:所述套筒的内部设置有辅助组件,辅助组件包括横向对称连接设置在套筒内壁顶端的内接板,传动轴的顶部转动连接有腰形板,腰形板顶部远离传动轴的一端固定连接有圆柱销,圆柱销的外壁滑动配合有腰形套筒,腰形套筒横向的侧壁均连接设置有移动杆,两个移动杆的相背端分别滑动贯穿两个内接板的侧壁并固定连接有弧形空心板。
14.作为本发明进一步的方案:所述弧形空心板沿着套筒的高度方向呈线性分布,纵向的多个弧形空心板通过多个回形框板相连通,弧形空心板的侧壁开设有多个通孔,套筒的内壁横向对称安装有气筒,气筒的一端设置有进气口,气筒的另一端设置有两个排气管,排气管为柔性材料,排气管远离气筒的一端贯穿回形框板的内部并与回形框板的侧壁固定连接,套筒外壁均匀开设有多个气孔。
15.与现有技术相比,本发明的有益效果是:通过垫膜组件、齿条与压板之间的配合对薄膜进行收卷或放卷,有助于压板与热熔材料进行完全的分离,实现压板的自动脱膜,并且能够同时对多个手机壳进行定型,提高了定型效率,利于批量生产,通过驱动组件与辅助组件之间的配合对薄膜的外壁进行一定的清理,防止薄膜外壁的杂质降低手机壳的生产质量,且驱动组件在运动的过程中对薄膜的外壁起到一定的震动,进一步降低了冲压后的手机壳粘附在薄膜内壁的现象,提高了手机壳的脱膜速度,还能够对冲压后的手机壳起到一定的冷却作用,从而提高定型速度。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
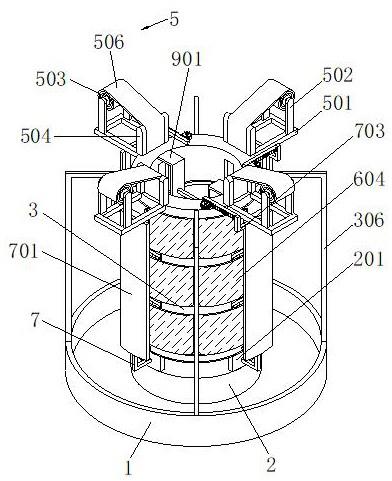
17.图1是本发明的立体图。
18.图2是本发明中放料组件的局部立体图。
19.图3是本发明的局部立体图。
20.图4是本发明中套筒的俯剖视图。
21.图5是本发明中套筒与模具的主视图。
22.图6是本发明的俯视图。
23.图7是本发明中垫膜组件、l形块、齿条与齿轮的结构示意图。
24.图8是本发明的俯剖视图。
25.图9是本发明中弧形板、驱动组件与压板等立体图。
26.图10是本发明中导向盘的俯视图。
27.图11是本发明中导向盘的俯剖视图。
28.图12是本发明中驱动组件的局部立体图。
29.图13是本发明中驱动组件与辅助组件的立体图。
30.图中:1、接料槽;2、底座;201、弧形板;202、环形座;203、轴承座;3、套筒;301、凹槽;302、导槽;303、模槽;304、条形槽;305、放料孔;306、固定杆;4、模具;5、放料组件;501、侧伸架;502、一号支架;503、卷辊;504、二号支架;505、导向辊;506、热熔材料;6、垫膜组件;601;放膜槽;602、一号膜辊;603、二号膜辊;604、薄膜;605、圆杆;7、l形杆;701、安装板;702、压板;703、l形块;704、齿条;705、齿轮;8、驱动组件;801、电机;802、传动轴;803、导向盘;804、限位槽;805、限位孔;806、滑轮;807、限位杆;808、匚形耳座;809、圆盘;810、l形侧杆;811、毛刷;9、辅助组件;901、内接板;902、腰形板;903、腰形套筒;904、移动杆;905、弧形空心板;906、圆柱销;907、回形框板;908、通孔;909、气筒;910、排气管。
具体实施方式
31.实施例一,请参阅图1-6、图8-9和图12,一种手机壳生产设备,包括接料槽1和固定连接在接料槽1内壁底端的底座2,底座2顶部的边缘处呈十字形阵列连接设置有多个弧形板201,多个弧形板201的顶部固定连接有环形座202,环形座202的顶部转动连接有轴承座203,轴承座203的顶部转动连接有套筒3,套筒3外壁的前端开设有凹槽301,凹槽301沿着套筒3的外壁呈十字形阵列开设有多个,且多个凹槽301的位置与多个弧形板201的位置一一对应,凹槽301靠近套筒3外壁的一端对称开设有导槽302,凹槽301远离套筒3外壁的一端开设有多个模槽303,多个模槽303沿着套筒3的高度方向呈线性分布,套筒3内壁对应多个凹槽301的位置开设有多个条形槽304,多个条形槽304分别与纵向的多个模槽303相连通,且条形槽304的宽度小于模槽303的宽度,套筒3的顶部对应多个凹槽301的位置开设有多个放料孔305,套筒3外壁的顶端且位于相邻两个凹槽301之间的位置设置有多个固定杆306,多个固定杆306的底端均与接料槽1的顶部固定连接,多个模槽303的内部均安装有可拆卸的模具4。
32.套筒3的顶部设置有放料组件5,放料组件5包括固定连接在套筒3外壁顶端的多个侧伸架501,多个侧伸架501分别与多个放料孔305的位置一一对应,侧伸架501顶部远离套
筒3的一端对称设置有一号支架502,两个一号支架502之间转动连接有卷辊503,侧伸架501顶部靠近套筒3的一端对称设置有二号支架504,两个二号支架504之间转动连接有导向辊505,卷辊503的外壁卷设有热熔材料506,热熔材料506远离卷辊503的一端搭放在导向辊505的顶部并穿入对应的放料孔305中。
33.本实施例中,优选的:通过驱动卷辊503转动对热熔材料506进行放卷,热熔材料506远离卷辊503的一端沿着放料孔305移动至凹槽301的底端,导向辊505的设置对热熔材料506起到了支撑和导向的作用,减小热熔材料506在使用过程中产生的摩擦力,进一步保护了热熔材料506的完整性,无需通过人工频繁的上料,大大减小了人工的劳动强度。
34.实施例二,请参阅图1、图4-5和图6-9,在实施例一的基础上,套筒3的外壁设置有垫膜组件6,垫膜组件6包括开设在套筒3外壁且位于相邻两个模槽303之间的放膜槽601,且多个放膜槽601沿着套筒3的高度方向呈线性分布,放膜槽601底部的一端固定连接有一号膜辊602,放膜槽601底部的另一端转动连接有二号膜辊603,二号膜辊603的外壁套设有薄膜604,薄膜604远离二号膜辊603的一端固定连接在一号膜辊602的外壁上,且薄膜604的侧壁与套筒3的外壁相贴合,多个导槽302的内部均转动连接有圆杆605,圆杆605的设置减小了薄膜604在使用过程中的摩擦力,减低了薄膜604的破损率。
35.多个弧形板201的侧壁均滑动配合有l形杆7,多个l形杆7的顶部均设置有安装板701,多个安装板701靠近套筒3的一侧均设置有压板702,多个压板702侧壁顶部靠近二号膜辊603的一端均设置有l形块703,多个l形块703靠近套筒3的一侧均连接设置有齿条704,齿条704的底端与套筒3的顶端相接触,多个二号膜辊603的轴端均滑动贯穿套筒3的顶部,且多个二号膜辊603轴壁的顶端均固定套设有与齿条704相啮合的齿轮705。
36.本实施例中,优选的:当多个压板702带动多个齿条704同步相向移动时,齿条704带动齿轮705和二号膜辊603转动,二号膜辊603对薄膜604进行放卷,压板702移动至凹槽301中时,薄膜604在压板702的带动下和圆杆605的导向作用下逐渐挤压至模槽303中,使得薄膜604在被压板702挤压前预留足够的长度,防止薄膜604在紧绷状态下被挤压时容易出现断裂的现象,进一步提高了薄膜604的使用寿命,当多个压板702带动多个齿条704同步相背移动时,齿条704带动齿轮705和二号膜辊603进行反转,二号膜辊603对薄膜604进行收卷,薄膜604逐渐呈紧绷状态,使得薄膜604与凹槽301之间存在缝隙,保证凹槽301具有足够的漏料空间,薄膜604的弹性设置在压板702与模具4之间起到隔离的作用,使得压板702不直接与模具4相接触,有助于压板702与热熔材料506进行完全的分离,实现压板702的自动脱膜,并且能够同时对多个手机壳进行定型,提高了定型效率,利于批量生产。
37.实施例三,请参阅图6和图8-13,在实施例一和实施例二的基础上,底座2的顶部设置有驱动组件8,驱动组件8包括嵌设在底座2顶部中心的电机801,电机801的输出端传动连接有传动轴802,传动轴802的外壁且位于套筒3下方的位置固定套设有导向盘803,导向盘803的内部边缘处开设有限位槽804,导向盘803的顶部对应限位槽804的中心位置开设有限位孔805,限位孔805与限位槽804相连通,且限位孔805的底端与限位槽804的顶端相平齐,限位槽804的内部对应多个l形杆7的位置滑动配合有多个滑轮806,多个滑轮806的内部均套设有限位杆807,多个限位杆807的顶部均滑动配合在限位孔805的内部,多个l形杆7靠近电机801的一端均固定连接有匚形耳座808,匚形耳座808的上下两端分别位于导向盘803的上下两侧,且多个限位杆807的顶部分别与多个匚形耳座808上方的侧壁转动连接,轴承座
203的内壁固定连接有圆盘809,圆盘809固定套设在传动轴802的外壁上,轴承座203的外壁对应多个弧形板201的位置设置有多个l形侧杆810,l形侧杆810靠近套筒3的一端且对应纵向多个模槽303的位置设置有多个毛刷811,毛刷811与套筒3的外壁相接触。
38.本实施例中,优选的:启动电机801,使其带动传动轴802与导向盘803旋转,多个l形杆7带动多个滑轮806在导向盘803的转动和限位槽804的导向作用下同步相向或相背移动,当限位槽804最远端与滑轮806接触时,多个l形杆7同步相背移动,此时冲压成型后的热熔材料506会粘附在薄膜604的内壁,此时轴承座203随传动轴802同步转动并带动l形侧杆810转动至模槽303的正前方,此时l形侧杆810带动毛刷811对薄膜604的外壁进行一定的清理,防止薄膜604外壁的杂质降低手机壳的生产质量,且毛刷811在清理的过程中对薄膜604的外壁起到一定的震动,进一步降低了冲压后的手机壳粘附在薄膜604内壁的现象,提高了手机壳的脱膜速度,当限位槽804最近端与滑轮806接触时,多个l形杆7同步相向移动,实现对模具4前方的热熔材料506进行冲压成型,此时轴承座203随传动轴802同步转动并带动l形侧杆810转动至相邻的两个凹槽301之间,实现自动化的冲压与脱膜,大大缩短了生产时间,提高了生产效率。
39.实施例四,请参阅图1、图6、图8和图13,在实施例一和实施例三的基础上,套筒3的内部设置有辅助组件9,辅助组件9包括横向对称连接设置在套筒3内壁顶端的内接板901,传动轴802的顶部转动连接有腰形板902,腰形板902顶部远离传动轴802的一端固定连接有圆柱销906,圆柱销906的外壁滑动配合有腰形套筒903,腰形套筒903呈倾斜布置,腰形套筒903横向的侧壁均连接设置有移动杆904,两个移动杆904的相背端分别滑动贯穿两个内接板901的侧壁并固定连接有弧形空心板905,且弧形空心板905沿着套筒3的高度方向呈线性分布,纵向的多个弧形空心板905通过多个回形框板907相连通,回形框板907的上下两端均呈回形结构,弧形空心板905的侧壁开设有多个通孔908,套筒3的内壁横向对称安装有气筒909,气筒909位于纵向相邻的两个模槽303之间,气筒909的一端设置有进气口(图中未示出),气筒909的另一端设置有两个排气管910,排气管910为柔性材料,排气管910远离气筒909的一端贯穿回形框板907的内部并与回形框板907的侧壁固定连接,套筒3外壁不与凹槽301、导槽302、模槽303、条形槽304、放料孔305相连通的位置均开设有气孔(图中未示出)。
40.本实施例中,优选的:传动轴802带动同轴连接的腰形板902与圆柱销906转动,两个移动杆904在圆柱销906的拨动下和腰形套筒903的限位作用下进行同步的往复移动,弧形空心板905在移动杆904的带动下会对套筒3的内壁进行反复的敲击,使得套筒3发生震动,降低脱膜的难度,防止出现重复冲压的现象,提高产品的合格率,弧形空心板905带动回形框板907向套筒3的内壁移动时,会对一侧的气筒909进行挤压,使得气筒909通过排气管910向多个弧形空心板905的内部进行排气,并通过多个通孔908将气体排入套筒3的内部,再通过多个气孔向套筒3的外壁排出,以此降低套筒3侧壁的温度,避免套筒3的温度过高影响手机壳冲压的效果,通过气孔的排气可加快薄膜604与冲压手机壳之间的分离,并对冲压后的手机壳起到一定的冷却作用,从而提高定型速度。
41.本发明的工作原理是:启动电机801,使其带动传动轴802与导向盘803旋转,多个l形杆7带动多个滑轮806在导向盘803的转动和限位槽804的导向作用下同步相向或相背移动,当限位槽804最近端与滑轮806接触时,多个l形杆7同步相向移动,多个压板702在l形杆7的带动下逐渐靠近套筒3,并逐渐和薄膜604相接触,实现对模具4前方的热熔材料506进行
冲压成型,此时轴承座203随传动轴802同步转动并带动l形侧杆810转动至相邻的两个凹槽301之间,实现自动化的冲压与脱膜,大大缩短了生产时间,提高了生产效率,多个齿条704随多个压板702同步相向移动,齿条704带动齿轮705和二号膜辊603转动,二号膜辊603对薄膜604进行放卷,压板702移动至凹槽301中时,薄膜604在压板702的带动下和圆杆605的导向作用下逐渐挤压至模具4的内部,使得薄膜604在被压板702挤压前预留足够的长度,防止薄膜604在紧绷状态下被挤压时容易出现断裂的现象,进一步提高了薄膜604的使用寿命。
42.当限位槽804最远端与滑轮806接触时,多个l形杆7同步相背移动,多个压板702在l形杆7的带动下逐渐远离套筒3,并逐渐和薄膜604相分离,此时冲压成型后的热熔材料506会粘附在薄膜604的内壁,再转动卷辊503,使其带动热熔材料506继续沿着放料孔305向凹槽301的底端移动,此时轴承座203随传动轴802同步转动并带动l形侧杆810转动至模槽303的正前方,此时l形侧杆810带动毛刷811对薄膜604的外壁进行一定的清理,防止薄膜604外壁的杂质降低手机壳的生产质量,且毛刷811在清理的过程中对薄膜604的外壁起到一定的震动,进一步降低了冲压后的手机壳粘附在薄膜604内壁的现象,提高了手机壳的脱膜速度,脱膜后的手机壳会掉落至接料槽1中进行收集。
43.多个齿条704随多个压板702同步相背移动,二号膜辊603对薄膜604进行收卷,薄膜604逐渐呈紧绷状态,使得薄膜604与凹槽301之间存在缝隙,保证凹槽301具有足够的漏料空间,薄膜604的弹性设置在压板702与模具4之间起到隔离的作用,使得压板702不直接与模具4相接触,有助于压板702与热熔材料506进行完全的分离,实现压板702的自动脱膜,并且能够同时对多个手机壳进行定型,提高了定型效率,利于批量生产。
44.传动轴802带动同轴连接的腰形板902与圆柱销906转动,两个移动杆904在圆柱销906的拨动下和腰形套筒903的限位作用下进行同步的往复移动,弧形空心板905在移动杆904的带动下会对套筒3的内壁进行反复的敲击,使得套筒3发生震动,降低脱膜的难度,防止出现重复冲压的现象,提高产品的合格率,弧形空心板905带动回形框板907向套筒3的内壁移动时,会对一侧的气筒909进行挤压,使得气筒909通过排气管910向多个弧形空心板905的内部进行排气,并通过多个通孔908将气体排入套筒3的内部,再通过多个气孔向套筒3的外壁排出,以此降低套筒3侧壁的温度,避免套筒3的温度过高影响手机壳冲压的效果,通过气孔的排气可加快薄膜604与冲压手机壳之间的分离,并对冲压后的手机壳起到一定的冷却作用,从而提高定型速度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。