1.本技术涉及纺织加工与纺织机械技术领域,特别涉及一种四针床经编机、三维织物编织方法以及三维间隔织物。
背景技术:
2.经编间隔织物是由中间层的间隔丝将两个面层织物连接而得的一体成型织物,其独特的三维立体结构使整体材料具有优异的抗压、缓弹、抗分层、隔音、减振、透汽、保暖等性能,近年来已被广泛用作衬垫材料或复合材料的结构增强体。相比于塑料、金属等三维制品,其具有生产高效、质地轻、比强度高、柔韧性好等优势。
3.相关技术中,间隔织物通常通过双针床经编机进行制备,且相关技术中的双针床经编机已可以实现间隔织物的厚度大范围调控,通过双针床经编机的工艺参数设定,可以通过前后分布的两个针床进行间隔织物的两个面层以及中间的间隔层的制造。
4.然而,相关技术中,通过前后两个针床的对位关系制成的织物,其两个面层只能沿一个方向连接,组织设计受限。在织物受到平行于面层展开方向的冲击破坏时,层间的间隔丝能量吸收较少,厚度、组织的调整对力学性能并没有大幅增益效果。因此,亟需提供一种新型织物结构以及其制备方式,弥补相关技术中间隔织物在受到平行于面层展开方向的受力时性能变差的问题。
技术实现要素:
5.本技术关于一种四针床经编机、三维织物编织方法以及三维织物,能够弥补相关技术中间隔织物在受到平行于面层展开方向的受力时性能变差的问题:
6.一方面,提供了一种四针床经编机,该四针床经编机包括成圈机构、送经机构以及牵拉卷取机构;
7.送经机构位于成圈机构的上方,且送经机构的输出端与成圈机构的输入端对应,牵拉卷取机构位于成圈机构的下方,且牵拉卷取机构的输入端与成圈机构的输出段对应;
8.成圈机构包括四个针床、针床导轨以及导纱针;
9.四个针床包括两个第一针床与两个第二针床,针床导轨包括第一针床导轨以及第二针床导轨,导纱针包括第一导纱针与第二导纱针;
10.第一针床、第一针床导轨与第一导纱针对应;
11.第二针床、第二针床导轨以及第二导纱针对应;
12.两个第一针床以及第二针床成矩形分布,两个第一针床相对且平行,两个第二针床相对且平行,且相邻的第一针床与第二针床垂直;
13.第一针床导轨位于两个第一针床之间,第二针床导轨位于两个第二针床之间;
14.第一导纱针与第一针床导轨活动连接,第二导纱针与第二针床导轨活动连接,当四针床经编机处于工作状态时,第一导纱针沿第一针床导轨运动,第二导纱针沿第二针床导轨运动;
15.当四针床经编机处于工作状态中时,送经机构向成圈机构送经,牵拉卷取机构将成圈机构形成的织物拉出并卷取。
16.另一方面,提供了一种三维织物编织方法,该方法应用于如上的四针床经编机中,该方法包括:
17.通过送经机构向成圈机构送经;
18.通过第一针床,以及与第一针床对应的第一针床导轨,编织第一间隔织物部,并通过第二针床,以及与第二针床对应的第二针床导轨,编织第二间隔织物部,得到三维织物;
19.通过牵拉卷取机构将三维织物从成圈机构中取下。
20.另一方面,提供了一种间隔织物,该间隔织物由如上任一所述的四针床经编机制备得到,该间隔织物包括第一间隔织物第一平面、第一间隔织物第二平面以及第一间隔织物间隔层;
21.第一间隔织物第一平面与第一间隔织物第二平面平行;
22.第二间隔织物部包括第二间隔织物第一平面、第二间隔织物第二平面以及第二间隔织物间隔层;
23.第二间隔织物第一平面与第二间隔织物第二平面平行;
24.第一间隔织物间隔层与第二间隔织物间隔层交错;
25.第一间隔织物第一平面与第二间隔织物第一平面垂直。
26.本技术提供的技术方案带来的有益效果至少包括:
27.适配特殊形式的间隔织物的编织需求,设计四针床经编机,该四针床经编机具有成矩形设置的两个第一针床以及两个第二针床,以及与第一针床和第二针床分配适配的针床导轨以及导纱针。在织造过程中,送经机构将原料送入成圈机构中,通过成圈机构中相互垂直的第一针床以及第二针床,织造出在两个不同方向上均具有面层的三维间隔织物,该三维间隔织物具有两个相互垂直的面层,可以在间隔织物收到不同方向的外力时,保持稳定的力学性能。
附图说明
28.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.图1示出了本技术一个示例性实施例提供的一种四针床经编机的结构示意图;
30.图2示出了本技术一个示例性实施例提供的一种针床导轨与针床的结构示意图;
31.图3示出了本技术一个示例性实施例提供的一种导纱针摆动摇架座与导纱针的连接关系示意图;
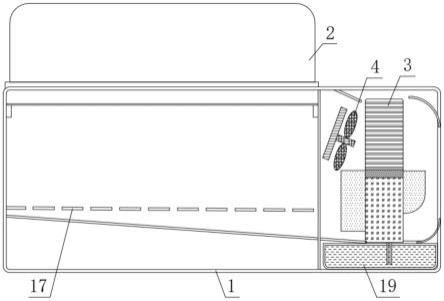
32.图4示出了本技术一个示例性实施例提供的一种送经机构的结构示意图;
33.图5示出了本技术一个示例性实施例提供的一种成圈机构的机构示意图;
34.图6示出了本技术一个示例性实施例提供的一种三维间隔织物的编织方法的过程示意图;
35.图7示出了本技术一个示例性实施例提供的一种成圈机构的工作过程示意图;
36.图8示出了本技术一个示例性实施例提供的一种三维间隔织物的结构示意图。
具体实施方式
37.为使本技术的目的、技术方案和优点更加清楚,下面将结合附图对本技术实施方式作进一步地详细描述。
38.首先,对本技术实施例中涉及的名词进行简单的介绍:
39.间隔织物,是由若干粗纱线形成两层或两层以上的织物层,并由另一组纱线将各层织物层连接起来而形成的织物。在各层织物纺织完毕后,由于相邻两个织物层的间距较大,可以在两个织物层当中注入基料或填料,以使织物最终表现出不同的特征。相关技术中,间隔织物通常包括两个面层,以及位于两个面层之间的间隔层。当间隔织物受到垂直于面层的展开方向的外力作用,且该外力作用作用与间隔织物的面层上,其通常可以表现出较好的力学性能,然而,当其收到的外力作用直接施加于间隔层上,或,该外力作用平行于面层的展开方向时,由于间隔织物直接受到外力作用,其体现的力学性能即较差。基于此,本技术提供了四针床经编机、三维间隔织物编织方法以及三维间隔织物,以克服相关技术中存在的问题。
40.图1示出了本技术一个示例性实施例提供的一种四针床经编机的结构示意图。请参考图1,该四针床经编机1包括成圈机构11、送经机构12以及牵拉卷取机构13;
41.送经机构12位于成圈机构11的上方,且送经机构12的输出端与成圈机构11的输入端对应,牵拉卷取机构13位于成圈机构11的下方,且牵拉卷取机构13的输入端与成圈机构11的输出段对应;成圈机构11包括四个针床111、针床导轨112以及导纱针113;四个针床111包括两个第一针床1111与两个第二针床1112,针床导轨112包括第一针床导轨1121以及第二针床导轨1122,导纱针113包括第一导纱针1131与第二导纱针1132;第一针床1111、第一针床导轨1121与第一导纱针1131对应;第二针床1112、第二针床导轨1122以及第二导纱针1132对应;两个第一针床1111以及第二针床1112成矩形分布,两个第一针床1111相对且平行,两个第二针床1112相对且平行,且相邻的第一针床1111与第二针床1112垂直;第一针床导轨1121位于两个第一针床1111之间,第二针床导轨1122位于两个第二针床1112之间;第一导纱针1131与第一针床导轨1121活动连接,第二导纱针1132与第二针床导轨1122活动连接,当四针床经编机1处于工作状态时,第一导纱针1131沿第一针床导轨1121运动,第二导纱针1132沿第二针床导轨1122运动;当四针床经编机1处于工作状态中时,送经机构12向成圈机构11送经,牵拉卷取机构13将成圈机构11形成的织物拉出并卷取。
42.在本技术实施例中,送经机构、成圈机构以及牵拉卷取机构自上而下分布,送经机构的输出端与成圈机构的输入端对应,成圈机构的输出端与牵拉卷取机构的输入端对应,经线原料自送经机构输入成圈机构,在成圈机构中形成织物后由牵拉卷取机构取出、卷取并存放,完成全过程。
43.在本技术实施例中,可选地,送经机构用于储存经线并输出经线。可选地,本技术实施例中的经线包括棉纤维、麻纤维或混纺纱等天然纤维,粘胶纤维、涤纶、丙纶、锦纶、腈纶、芳纶、聚四氟乙烯纤维、超高分子量聚乙烯纤维等有机纤维或玻璃纤维、碳纤维、玄武岩纤维等无机纤维等化学纤维中的至少一种。
44.在本技术实施例中,成圈机构为将经线织造成为间隔织物的装置。可选地,成圈机
构中包括相邻的第一针床以及第二针床,第一针床与第二针床的数量均为两个。请参考图1,两个第一针床分别相对,两个第二针床分别相对,也即,两个第一针床与两个第二针床即形成矩形分布。在本技术实施例中,两个第一针床与两个第二针床分别对应了最终形成的间隔织物的四个平面的位置,也即,最终形成的间隔织物具有四个平面,且相邻的两个平面相互垂直。
45.在一个示例中,两个第一针床的间隔为500mm,两个第二针床的间距为1000mm,则此时,第一针床的长度大于第二针床,因此,第一针床也可被称为“长针床”,第二针床也可被称为“短针床”。
46.可选地,在本技术实施例中,第一针床具有与其对应的第一针床导轨第一导纱针,第二针床具有与其对应的第二针床导轨以及第二导纱针。第一导纱针与第一导轨活动连接,第二导轨与第二导纱针活动连接,在进行间隔织物的编织。
47.综上所述,本技术实施例提供的四针床经编机,具有成矩形设置的两个第一针床以及两个第二针床,以及与第一针床和第二针床分配适配的针床导轨以及导纱针。在织造过程中,送经机构将原料送入成圈机构中,通过成圈机构中相互垂直的第一针床以及第二针床,织造出在两个不同方向上均具有面层的三维间隔织物,该三维间隔织物具有两个相互垂直的面层,可以在间隔织物收到不同方向的外力时,保持稳定的力学性能。
48.在本技术的其他实施例中,通过对于四针床经编机的其他结构的设定,使其可以更加完善地执行编织的功能。
49.在一种可能的实现方式中,请参考图2,针床导轨112包括两条平行导轨1123与至少两条垂直导轨1124,导纱针113包括间隔纱导纱针1133以及面纱导纱针1134;平行导轨1123与针床111平行,垂直导轨1124与针床111垂直,平行导轨1123与垂直导轨1124位于同一平面;当四针床经编机工作时,面纱导纱针1134在平行导轨上运动,间隔纱导纱针1133在垂直导轨以及平行导轨上运动。
50.在本技术实施例中,第一针床导轨与第二针床导轨位于不同平面。
51.可选地,请参考图1,在本技术实施例中,针床导轨共包括两个方向,也即,垂直于针床的方向与平行于针床的方向。在此情况下,导纱针可以沿垂直于针床的方向运动,或,导纱针可以沿平行于针床的方向运动。
52.如前文所述,在本技术实施例中,对应最终实现的间隔织物具有相互垂直的两组间隔织物平面的情况,导纱针包括第一导纱针以及第二导纱针。同时,间隔织物的结构包括平面以及间隔层,故导纱针中包括用于编织间隔层的间隔导纱针,以及用于编织平面的面纱导纱针。需要说明的是,第一导纱针与第二导纱针的长度不同,以使在四针床经编机工作时,第一导纱针与第二导纱针同时进行工作,但不会产生纱线的干涉。
53.对应每一组导纱针,在四针床经编机工作时,面纱导纱针仅在平行导轨上运动,以进行面纱的成圈,间隔纱导轨可以在垂直导轨上进行超大距离运动,也可以在平行导轨上进行中短距离横移,以形成间隔层。也即,在实际工作的过程中,纱线在被面纱导纱针带动下,在平行导轨上横移,形成间隔织物的面层;此外,纱线还可以在被导纱针带动,在垂直导轨上超大距离运动,同时,在平行导轨上终端距离运动,以形成间隔织物的间隔层。
54.在一种可能的实现方式中,请参考图3,成圈机构还包括导纱针摆动摇架座114;导纱针摆动摇架座114的数量与导纱针113的数量对应;导纱针113与导纱针摆动摇架座114通
过摇轨1141连接。
55.请参考图3,导纱针摆动架114中开设有圆弧形摇轨1141,导纱针113与导纱针摆动架通过圆弧形导轨连接,在实现大范围移动时,导纱针可以沿摇轨运动,实现实际纱线运动范围的进一步增大。
56.在一种可能的实现方式中,请参考图4,送经机构12包括了至少两个盘头121、分纱筘122和张力杆123。盘头12的数量与导纱针的数量对应,分纱筘122和张力杆123位于盘头121的经线输出端。
57.在本技术实施例中,盘头121包括面纱盘头1211和间隔纱盘头1212。面纱盘头1211的输出端与面纱导纱针对应。间隔纱盘头1212的输出端与间隔纱导纱针对应。间隔纱盘头1212与面纱盘头相邻。
58.在本技术实施例中,盘头的数量与导纱针的数量相对应,且盘头到导纱针的间距为固定间距。且在一些实施例中,间隔织物中,面纱所用的材料与间隔纱所用的材料不同。在此情况下,盘头则包括面纱盘头与间隔纱盘头。而在盘头实现实现储经功能的情况下,执行送经功能的机构即实现为分纱筘和张力杆。分纱筘和张力杆位于盘头的经线输出端,以使盘头将经线输入成圈机构。
59.在一种可能的实现方式中,请参考图5,四针床经编机1还包括沉降片14和脱圈板15,沉降片14和脱圈板15位于成圈机构与牵拉卷取机构之间。
60.在本技术实施例中,沉降片和脱圈板为位于成圈机构底部、牵拉卷取机构上方的辅助牵拉装置。当纱线经过导纱针编织成型之后,即会在沉降片和脱圈板的协同作用下完成成圈,并被引出成圈机构,至牵拉卷取机构中。可选地,在一个示例中,沉降片的数量与导纱针的数量对应,脱圈板的数量与针床的数量对应。本技术对于沉降片和脱圈板的具体数量不做限定。
61.综上所述,本技术实施例提供的四针床经编机,具有成矩形设置的两个第一针床以及两个第二针床,以及与第一针床和第二针床分配适配的针床导轨以及导纱针。在织造过程中,送经机构将原料送入成圈机构中,通过成圈机构中相互垂直的第一针床以及第二针床,织造出在两个不同方向上均具有面层的三维间隔织物,该三维间隔织物具有两个相互垂直的面层,可以在间隔织物收到不同方向的外力时,保持稳定的力学性能。
62.图6示出了本技术一个示例性实施例提供的一种三维间隔织物的编织方法的过程示意图,以该方法应用于如上任一所述的四针床经编机中为例进行说明,该方法包括:
63.步骤601,通过送经机构向成圈机构送经。
64.该过程即为送经机构向成圈机构进行原料输送的过程,也即,织造的前置过程。
65.步骤602,通过第一针床,以及与第一针床对应的第一针床导轨,编织第一间隔织物部,并通过第二针床,以及与第二针床对应的第二针床导轨,编织第二间隔织物部,得到三维织物。
66.也即,在该过程中,编织过程包括四个步骤:
67.(1)、通过所述第一针床导轨中的平行导轨,结合与所述第一针床导轨对应的所述面纱导纱针,编织所述第一间隔织物部的所述第一间隔织物第一平面以及所述第一间隔织物第二平面。
68.(2)、通过所述第一针床导轨中的平行导轨以及垂直导轨,结合所述第一针床导轨
对应的所述间隔纱导纱针,编织所述第一间隔织物部的所述第一间隔织物间隔层。
69.(3)、通过所述第二针床导轨中的平行导轨,结合所述第二针床导轨对应的所述面纱导纱针,编织所述第二间隔织物部的第二间隔织物第一平面以及所述第二间隔织物第二平面。
70.(4)、通过所述第二针床导轨中的平行导轨以及第二导轨,结合所述第二针床导轨对应的间隔纱导纱针,编织所述第二间隔织物部的第二间隔织物间隔层。
71.需要说明的是,上述四个过程为循环进行的过程。请参考图7,该过程分为图7(a)所示的过程,图7(b)所示的过程,图7(c)所示的过程以及图7(d)所示的过程共计四个过程。
72.在图7(a)中,与第一针床701对应的面纱导纱针711在与第一针床701平行的一个平行导轨721上直线运动,同时,与第一针床701对应的五个间隔纱导纱针712在与第一针床701垂直的垂直导轨722上直线运动,以同时进行第一间隔织物第一平面以及第一间隔织物间隔层的织造。
73.在图7(b)中,与第二针床702对应的面纱导纱针713在与第二针床702平行的一个平行导轨723上直线运动,同时,与第二针床702对应的四个间隔纱导纱针714在与第二针床702垂直的垂直导轨724上直线运动,以同时进行第二间隔织物第一平面以及第二间隔织物间隔层的织造;
74.在图7(c)中,与第一针床对应的第一导纱针在与第一针床平行的另一平行导轨上直线运动,同时,与第一针床对应的五个间隔纱导纱针在与第一针床垂直的垂直导轨上直线运动,且运动方向与图7(a)中导纱针的运动方向相反,以同时进行第一间隔织物第二平面以及第一间隔织物间隔层的织造。
75.在图7(d)中,与第二针床对应的第二导纱针在于第二针床平行的另一平行导轨上直线运动,同时,与第二针床对应的四个间隔纱导纱针在与第一针床垂直的垂直导轨上直线运动,且运动方向与图7(b)中导纱针的运动方向相反,以同时进行第二间隔织物第二平面以及第二间隔织物间隔层的织造。
76.需要说明的是,在图7中,面纱导纱针与间隔纱导纱针均以表示其运动箭头的形式进行示意,在实际情况中,面纱导纱针与间隔纱导纱针的实现形式如图3所示。
77.可选地,在实际织造过程中,上述的四个步骤并非是严格顺次执行或严格同步执行的。本技术对于上述四个步骤的实际实现顺序不做限定。
78.可选地,在上述过程中,导纱针在导纱针摆动摇架座上摆动。本技术实施例对于导纱针的摆动方向不作限定。
79.步骤603,通过牵拉卷取机构将所述三维织物从所述成圈机构中取下。
80.该过程即为通过牵拉卷取机构将三维织物取下的过程,本技术对于成圈机构被取下的方式不做限定。
81.综上所述,本技术实施例提供的三维间隔织物的编织方法,在织造过程中,送经机构将原料送入成圈机构中,通过成圈机构中相互垂直的第一针床以及第二针床,织造出在两个不同方向上均具有面层的三维间隔织物,该三维间隔织物具有两个相互垂直的面层,可以在间隔织物收到不同方向的外力时,保持稳定的力学性能。
82.图8示出了本技术一个示例性实施例提供的一种三维间隔织物的结构示意图。该三维间隔织物由如上任一实施例中的四针床经编机制备得到。请参考图8,该三维间隔织物
800包括第一间隔织物部810和第二间隔织物部820。第一间隔织物部810包括第一间隔织物第一平面811、第一间隔织物第二平面812以及第一间隔织物间隔层813;第一间隔织物第一平面811与第一间隔织物第二平面812平行;第二间隔织物部820包括第二间隔织物第一平面821、第二间隔织物第二平面822以及第二间隔织物间隔层823;第二间隔织物第一平面821与第二间隔织物第二平面822平行;第一间隔织物间隔层813与第二间隔织物间隔层823交错;第一间隔织物第一平面811与第二间隔织物第一平面821垂直。
83.上述仅为本技术的可选实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。