1.本实用新型涉及吻合器工装技术领域,特别是涉及一种枪身组件复位帽销的装配工装。
背景技术:
2.吻合器由于使用方便且吻合效果较好在越来越多的外科手术中被使用,吻合器的各个零部件在生产出来后需要通过人工操作进行组装,在组装过程中需要用到辅助工装对零部件进行固定以方便安装。
3.例如,现有技术中,吻合器枪身组件中复位帽销钉的安装主要是凭借操作者肉眼确定压装位置后,沿孔位方向抵压直至定位销止靠。
4.这种操作方式存在缺陷:一方面复位帽销钉容易压弯,安装不到位;另一方面,由于该复位帽销钉尺寸较小,在操作者压装过程中很容易将销钉压弯,影响安装稳定性,导致零件报废。
技术实现要素:
5.本实用新型主要解决的技术问题是提供一种枪身组件复位帽销的装配工装,能够对复位帽销实现快速安装,能够保证装配的稳定性,保证安装效果,减少销钉报废,降低了生产成本,极大地提高工作效率,解决现有复位帽销安装困难、安装不到位的问题。
6.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种枪身组件复位帽销的装配工装,包括:工装底板;仿形工装,设置在工装底板上,用于固定枪身组件,包括左右对称布置的两组仿形限位块;推进机构,包括推进气缸以及配置在推进气缸上的复位帽销推针;
7.在所述推进机构与仿形工装之间设置有用于容置复位帽销的容销仓,所述推进气缸被设置为推动所述复位帽销推针运动,以将容销仓内的复位帽销推入至枪身组件的复位帽内。
8.在本实用新型一个较佳实施例中,所述左右两组仿形限位块配合形成与枪身组件外形匹配的的仿形凹槽,枪身组件被夹持限位在所述仿形凹槽内。
9.在本实用新型一个较佳实施例中,所述仿形工装的旁侧还设置有一水平布置的辅助限位压板,该辅助限位压板的端部抵接在枪身组件的表面。
10.在本实用新型一个较佳实施例中,所述工装底板还设置有一纵向布置的肘夹,该肘夹下压于所述枪身组件的表面。
11.在本实用新型一个较佳实施例中,所述容销仓呈t型设置,其中容销仓的纵向部分呈锥形设置,容销仓纵向部分的外径由第一端向着第二端逐渐减小,纵向部分的第二端被限制在仿形凹槽内。
12.在本实用新型一个较佳实施例中,所述容销仓内部具有可容纳待装配复位帽销的容纳孔,该容纳孔呈径向贯通布置。
13.在本实用新型一个较佳实施例中,所述复位帽销推针配置在推进气缸的输出端,该复位帽销推针的外径大小与容纳孔的内径大小相适配。
14.在本实用新型一个较佳实施例中,还包括一控制开关,控制开关固定在工装底板上,通过控制开关控制推进气缸进行工作。
15.本实用新型的有益效果是:本实用新型枪身组件复位帽销的装配工装结构简单,操作便捷,能够对复位帽销实现快速安装,能够保证装配的稳定性,保证安装效果,减少销钉报废,降低了生产成本,能够极大地提高工作效率,解决现有复位帽销安装困难、安装不到位的问题。
附图说明
16.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
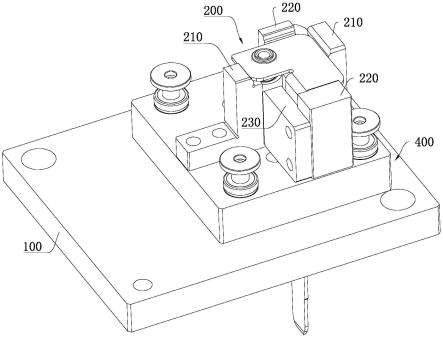
17.图1是本实用新型的枪身组件复位帽销的装配工装一较佳实施例的立体结构示意图;
18.图2是本实用新型的枪身组件复位帽销的装配工装一较佳实施例的主视图;
19.图3是本实用新型中仿形工装一较佳实施例的结构示意图;
20.图4是本实用新型中容销仓一较佳实施例的结构示意图;
21.附图中各部件的标记如下:
22.100、工装底板,200、仿形工装,210、仿形限位块,220、仿形凹槽,300、辅助限位压板,400、肘夹,500、推进机构,510、推进气缸,520、复位帽销推针,600、容销仓,610、纵向部分,611、第一端,612、第二端,620、容纳孔,700、复位帽销,800、控制开关,900、枪身组件。
具体实施方式
23.下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.请参阅图1至图4,本实用新型实施例包括:
25.一种枪身组件复位帽销的装配工装,包括:工装底板100,在工装底板100上设置有仿形工装200,仿形工装200包括左右对称布置的两组仿形限位块210,左右两组仿形限位块210配合形成与枪身组件外形匹配的的仿形凹槽220,枪身组件被夹持限位在所述仿形凹槽220内。
26.所述仿形工装200的旁侧还设置有一水平布置的辅助限位压板300,辅助限位压板300的端部抵接在枪身组件900的表面,通过该辅助限位压板300能够对枪身组件900进行辅助垂直定位。
27.所述工装底板100还设置有一纵向布置的肘夹400,该肘夹400直接下压于所述枪身组件900的表面。
28.本实用新型中,通过仿形工装200对枪身组件900起到横向和纵向的定位,然后通过辅助限位压板300对枪身组件900进行辅助垂直定位,最后通过肘夹400下压至枪身组件900表面将整个枪身组件900限位住。
29.具体地来讲,枪身组件复位帽销的装配工装还包括一推进机构500,所述推进机构500包括推进气缸510以及配置在推进气缸510上的复位帽销推针520,所述复位帽销推针520配置在推进气缸510的输出端。
30.在一些实施例中,在所述推进机构500与仿形工装200之间设置有用于容置复位帽销700的容销仓600,所述容销仓600整体呈t型设置。
31.进一步地,容销仓600的纵向部分610呈锥形设置,容销仓600纵向部分610的外径由第一端611向着第二端612逐渐减小,纵向部分610的第二端612被限制在仿形凹槽220内,并与枪身组件上需要装配复位帽销700的位置相匹配。
32.所述容销仓600内部还具有可容纳待装配复位帽销的容纳孔620,该容纳孔620呈径向贯通布置,所述复位帽销推针520的外径大小与容纳孔620的内径大小相适配。
33.所述推进气缸510被设置为推动所述复位帽销推针520运动,以将容销仓620内部的复位帽销700推入至枪身组件的复位帽内。
34.为了便于自动控制,在工装底板100上还设置有一控制开关800便于操作,控制开关800包括有控制推进气缸气路的电磁阀,该控制开关800与推进气缸510为气动控制连接,通过控制开关800能够控制推进气缸510进行运动。
35.本实用新型通过将枪身组件900夹持在仿形工装200上,通过辅助限位压板300对枪身组件900辅助垂直定位,通过肘夹400下压于枪身组件900的表面将整个枪身组件900限位住;
36.然后启动控制开关800,推进气缸510输出端推出复位帽销推针520,该复位帽销推针520沿着容纳仓600内容纳孔620推进,将复位帽销700推入至枪身组件900的复位帽中固定,完成装配;
37.装配完成后松开肘夹400和辅助限位压板300,将装有复位帽销的枪身组件900从仿形工装200中取出。
38.该枪身组件复位帽销的装配工装能够对枪身组件的复位帽销实现快速安装,且操作使用方便,能够保证装配的稳定性,能够极大地提高工作效率。
39.本实用新型枪身组件复位帽销的装配工装的有益效果是:
40.结构简单,操作便捷,能够对复位帽销实现快速安装,能够保证装配的稳定性,保证安装效果,能够减少销钉报废,降低了生产成本,极大地提高工作效率,解决现有复位帽销安装困难、安装不到位的问题。
41.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。