:
1.本实用新型涉及自动化领域,特指一种网状物料的吸取和组装机构。
背景技术:
2.在产品的组装生产过程中,通常需要将网状物料装配到产品内,如:防尘网。而现在大多数公司在产品装配过程中,对于网状物料往往还是采用人工用夹钳将底膜上的网状物料夹起来,再贴到产品上,这种方式不仅效率低,而且精度差,不适用产品自动化生产。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种网状物料的吸取和组装机构。
5.为了解决上述技术问题,本实用新型采用了下述技术方案:一种网状物料的吸取和组装机构,包括:机架、安装于所述机架中部并用于定位片料的工作台、设置有所述工作台下方并用于将所述片料中网状物料顶起的顶升模组及设置于所述工作台上方并用于抓取所述网状物料的吸爪模组,所述片料上排列有若干个所述网状物料。
6.进一步而言,上述技术方案中,所述工作台包括有悬挂安装于所述机架中部一侧的支撑板及安装于所述支撑板上并用于夹紧所述片料的盖板,所述支撑板上端设置有用于定位所述片料和所述盖板的第一定位槽,该第一定位槽中间成型有贯通所述支撑板并对应所述顶升模组和所述吸爪模组的第一通孔,所述盖板中部成型有对应所述第一通孔的第一条形通孔。
7.进一步而言,上述技术方案中,所述第一定位槽两侧还设置有若干个呈两排并列分布并用于固定所述盖板的螺纹孔,所述盖板两侧设置有两条并列分布并与所述螺纹孔对应的第二条形安装孔,所述第一条形通孔位于两条所述第二条形安装孔中间,且该第一条形通孔上端呈锥形斜面。
8.进一步而言,上述技术方案中,所述盖板为软胶材质,且该盖板底部的中间成型有多条用于形变夹紧所述片料的沟槽,所述片料被两条所述沟槽之间的凸条夹紧于所述工作台上。
9.进一步而言,上述技术方案中,所述机架包括有底板及垂直安装于所述底板上的立板,所述支撑板一侧通过至少两颗第一螺栓安装于所述立板中部,所述立板上成型有至少两个水平并列分布并用于供所述第一螺栓穿过的第一安装通孔;所述顶升模组安装于所述立板下部,所述吸爪模组安装于所述立板上部。
10.进一步而言,上述技术方案中,所述顶升模组包括有固定于所述机架下端的第一气缸、安装于所述第一气缸上的第一推板及安装于所述第一推板上并对应所述第一通孔的顶针,所述顶针能够穿过所述第一通孔将所述网状物料顶出所述第一条形通孔。
11.进一步而言,上述技术方案中,所述吸爪模组包括有固定于所述机架上端的第二
气缸、安装于所述第二气缸上的第二推板及安装于所述第二推板上并对应所述第一通孔的真空吸嘴,所述真空吸嘴下部呈锥体状。
12.进一步而言,上述技术方案中,所述第一气缸通过两颗第二螺栓固定于所述立板上,所述第二气缸通过至少两颗第三螺栓固定于所述立板上,且所述立板上部成型有用于安装并能够调节所述第二气缸高度的第三条形安装孔;所述第一推板一端通过两颗第四螺栓固定于所述第一气缸的活塞块上,该第一推板另一端设置有用于安装所述顶针的第四安装通孔,该第一推板另一端的端部设置有垂直连通所述第四安装通孔的第五安装孔,该第五安装孔通过第五螺栓穿过对所述顶针进行固定并能够调节所述顶针的高度;所述第二推板一端通过两颗第六螺栓固定于所述第二气缸的活塞块上,该第二推板另一端设置有用于安装所述真空吸嘴的第六安装通孔,该第二推板另一端的端部设置有垂直连通所述第六安装通孔的第七安装孔,所述真空吸嘴上部的轴头插入所述第六安装通孔内并通过第七螺栓穿过第七安装孔对所述真空吸嘴进行固定。
13.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用悬挂设置的工作台对片料进行定位,由顶升模组将网状物料顶起从片料分离出来,再由吸爪模组将网状物料吸取并提升到一定高度,通过传送机构配合将产品移动到工作台上方,最后再由吸爪模组将网状物料贴合到产品上,粘贴速度快,无需人工夹取,精度高,适用于安装在自动化生产流水线上。
附图说明:
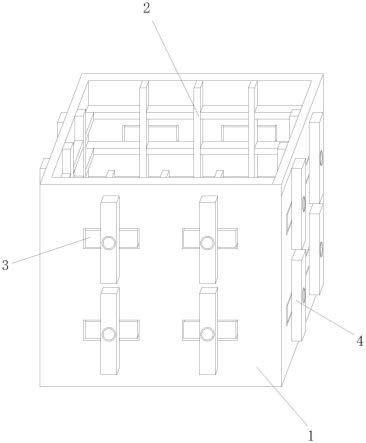
14.图1是本实用新型的立体图一;
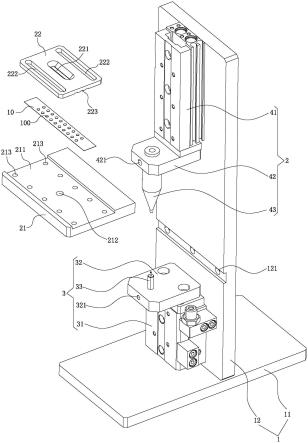
15.图2是本实用新型的分解图;
16.图3是本实用新型的立体图二;
17.图4是本实用新型中盖板的立体图。
具体实施方式:
18.下面结合具体实施例和附图对本实用新型进一步说明。
19.见图1至图4所示,为一种网状物料的吸取和组装机构,其包括:机架1、安装于所述机架1中部并用于定位片料10的工作台2、设置有所述工作台2下方并用于将所述片料10中网状物料100顶起的顶升模组3及设置于所述工作台2上方并用于抓取所述网状物料100的吸爪模组4,所述片料10上排列有若干个所述网状物料100。采用悬挂设置的工作台2对片料10进行定位,由顶升模组3将网状物料100顶起从片料10分离出来,再由吸爪模组4将网状物料100吸取并提升到一定高度,通过传送机构配合将产品移动到工作台2上方,最后再由吸爪模组4将网状物料100贴合到产品上,粘贴速度快,无需人工夹取,精度高,适用于安装在自动化生产流水线上。
20.所述工作台2包括有悬挂安装于所述机架1中部一侧的支撑板21及安装于所述支撑板21上并用于夹紧所述片料10的盖板22,所述支撑板21上端设置有用于定位所述片料10和所述盖板22的第一定位槽211,该第一定位槽211中间成型有贯通所述支撑板21并对应所述顶升模组3和所述吸爪模组4的第一通孔212,所述盖板22中部成型有对应所述第一通孔212的第一条形通孔221。
21.所述第一定位槽211两侧还设置有若干个呈两排并列分布并用于固定所述盖板22的螺纹孔213,所述盖板22两侧设置有两条并列分布并与所述螺纹孔213对应的第二条形安装孔222,所述第一条形通孔221位于两条所述第二条形安装孔222中间,且该第一条形通孔221上端呈锥形斜面。
22.所述盖板22为软胶材质,且该盖板22底部的中间成型有多条用于形变夹紧所述片料10的沟槽223,所述片料10被两条所述沟槽223之间的凸条夹紧于所述工作台2上。
23.所述机架1包括有底板11及垂直安装于所述底板11上的立板12,所述支撑板21一侧通过至少两颗第一螺栓安装于所述立板12中部,所述立板12上成型有至少两个水平并列分布并用于供所述第一螺栓穿过的第一安装通孔121;所述顶升模组3安装于所述立板12下部,所述吸爪模组4安装于所述立板12上部。
24.所述顶升模组3包括有固定于所述机架1下端的第一气缸31、安装于所述第一气缸31上的第一推板32及安装于所述第一推板32上并对应所述第一通孔212的顶针33,所述顶针33能够穿过所述第一通孔212将所述网状物料100顶出所述第一条形通孔221。
25.所述吸爪模组4包括有固定于所述机架1上端的第二气缸41、安装于所述第二气缸41上的第二推板42及安装于所述第二推板42上并对应所述第一通孔212的真空吸嘴43,所述真空吸嘴43下部呈锥体状。
26.所述第一气缸31通过两颗第二螺栓固定于所述立板12上,所述第二气缸41通过至少两颗第三螺栓固定于所述立板12上,且所述立板12上部成型有用于安装并能够调节所述第二气缸41高度的第三条形安装孔122;所述第一推板32一端通过两颗第四螺栓固定于所述第一气缸31的活塞块上,该第一推板32另一端设置有用于安装所述顶针33的第四安装通孔,该第一推板32另一端的端部设置有垂直连通所述第四安装通孔的第五安装孔321,该第五安装孔321通过第五螺栓穿过对所述顶针33进行固定并能够调节所述顶针33的高度;所述第二推板42一端通过两颗第六螺栓固定于所述第二气缸41的活塞块上,该第二推板42另一端设置有用于安装所述真空吸嘴43的第六安装通孔,该第二推板42另一端的端部设置有垂直连通所述第六安装通孔的第七安装孔421,所述真空吸嘴43上部的轴头插入所述第六安装通孔内并通过第七螺栓穿过第七安装孔421对所述真空吸嘴43进行固定。
27.综上所述,本实用新型使用时,首先将机架1安装到产品自动化生产流水线上,使水流线的传送机构能够带动产品从工作台上方穿过;在工作时,首先将盖板22取下,再将片料10放置到支撑板21上并使网状物料100对准第一通孔212,然后将盖板11盖在片料10上并通过第十螺栓穿过第二条形安装孔222与螺纹孔213固定,即完成片料10的定位夹紧;进一步,由第一气缸41推动顶针43穿过第一通孔212将网状物料100向上顶出第一条形通孔221,使网状物料100从片料10上分离出来;进一步,由第二气缸41推动真空吸嘴43向下移动吸附抓住网状物料100,再由第二气缸41带动网状物料100抬升到传送机构上方;进一步,由传送机构将产品传输到真空吸嘴43下方,再由第二气缸41推动真空吸嘴43下降将网状物料100粘贴到产品上,即完成网状物料100的装配,在装配过程中,网状物料100只需升降移动,由传送机构完成产品的定位,使得网状物料100粘贴速度快,装配精度高。在完成网状物料100粘贴到产品上后,由传送机构将产品移动到下一工位,而顶升模组3与吸爪模组4配合将片料10上的其他网状物料100逐个抓取并依次粘贴到产品上。
28.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施
范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。