:
1.本实用新型涉及机械自动化技术领域,特指一种简易圆轴定位销组装机构。
背景技术:
2.现有大量产品如各类型圆轴等需要装配定位销,然而,传统的操作方式均是人工手动装配小直径、短长度的定位销,然而这种方法已经无法满足现在企业提高生产力的要求,且原有的人工手动装配存在定位难,无法保证圆轴中用于装定位销的孔位对位精准度,且装配效率低的问题。
3.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
4.本实用新型的目的在于克服现有技术的不足,提供一种简易圆轴定位销组装机构。
5.为了解决上述技术问题,本实用新型采用了下述技术方案:该简易圆轴定位销组装机构包括:机架,该机架下端的基板上设置有用于承载圆轴的载座,该载座内设置有弹簧及置于该弹簧上的定位顶针,且该定位顶针在弹簧的弹力作用下向上伸出载座上端面并穿设圆轴的穿孔,且该定位顶针可缩回载座内;轴旋转模组,其包括可旋转的第一压轮和第二压轮、用于驱动该第一压轮和第二压轮压在放置于载座上的圆轴上端面的升降组件、用于驱动该第一压轮或第二压轮旋转的电机组件,所述第一压轮和第二压轮以可旋转的方式安装于该升降组件下端;定位销导向模组,其设置于该机架上端;定位销分料模组,其通过管道与定位销导向模组连接,并对定位销导向模组进行一颗一颗定位销送料;压销模组,其安装于该机架上端,并用于将定位销导向模组内的定位销压入圆轴的穿孔。
6.进一步而言,上述技术方案中,所述载座具有承载圆轴的载槽,且该载槽上端还设置有供所述第一压轮和第二压轮压下的让位槽,该圆轴上端显露于该让位槽中;所述定位顶针在弹簧的弹力作用下向上伸出载槽,并且该定位顶针可压缩弹簧以脱离载槽缩回载座内。
7.进一步而言,上述技术方案中,所述升降组件包括有安装于机架上的升降驱动模组和安装于该升降驱动模组下端的升降架,所述第一压轮和第二压轮分别通过第一轴体和第二轴体以可旋转的方式安装于该升降架限定,并且该第一压轮和第二压轮下端部分还凸出于升降架下端面,且所述电机组件安装于该升降架内。
8.进一步而言,上述技术方案中,所述电机组件包括有固定于升降架上的电机以及安装于该电机的转轴上的驱动轮和连接于该驱动轮与第一压轮或第二压轮的皮带。
9.进一步而言,上述技术方案中,所述驱动轮外围形成有第一皮带槽,该第一压轮外围形成有第二皮带槽,所述皮带设置于该第一皮带槽和第二皮带槽中。
10.进一步而言,上述技术方案中,所述的定位销导向模组包括有以可上下滑动的方式安装于该机架的导向架以及安装于该导向架下端的导向座和用于驱动该导向架升降的
第一升降气缸,该导向座沿其上端面向下开设有供所述压销模组中的压销杆穿入的孔位,且该导向座侧面设置有倾斜的并贯通孔位的倾斜送料孔,该倾斜送料孔与所述管道下端连接。
11.进一步而言,上述技术方案中,所述第一升降气缸竖直安装于该机架上,并且该第一升降气缸上端与导向架连接。
12.进一步而言,上述技术方案中,所述压销模组包括有安装于机架上的压销气缸以及固定于该压销气缸中活塞杆下端的压销杆。
13.进一步而言,上述技术方案中,所述定位销分料模组包括有安装于该机架的底座、安装于该底座上端的上座以及穿设于该上座与底座之间的分料座和用于驱动该分料座前后移动的分料气缸,该底座设置有贯穿其上下端面的出料孔,该分料座具有用于对应出料孔的分料孔,且该上座设置有进料嘴以及位于该进料嘴旁侧的气嘴,该气嘴位于出料孔正上方;所述出料孔与所述管道上端连接。
14.进一步而言,上述技术方案中,所述基板上设置有圆轴拨爪上料模组,该圆轴拨爪上料模组包括有设置于该载座外侧的拨爪以及用于驱动该拨爪升降的第二升降气缸和用于驱动该第二升降气缸前后移动的送料气缸,该拨爪上端具有承载圆轴的凹槽。
15.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型采用自动化完成对对圆轴装配定位销,其工作效率高,并且能够保证装配质量,还可降低人工劳动强度,提高生产力,并且本实用新型采用轴旋转模组配合载座内的弹簧和定位顶针实现对圆轴的定位,并且保证圆轴中用于装定位销的穿孔垂直朝上,保证穿孔对位精准度,提高装配质量,并且轴旋转模组及载座的结构简单,无需采用ccd相机进行视觉定位,其制作成本更低,可进一步提高市场竞争力。
附图说明:
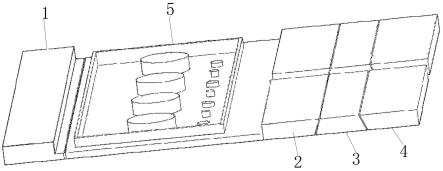
16.图1是本实用新型的立体图;
17.图2是本实用新型另一视角的立体图;
18.图3是本实用新型中定位销分料模组的立体图;
19.图4是本实用新型中定位销分料模组的剖视图;
20.图5是圆轴的立体图;
21.图6是本实用新型中底板与圆轴拨爪上料模组的装配图;
22.图7是本实用新型中圆轴拨爪上料模组的立体图;
23.图8是本实用新型的剖视图;
24.图9是本实用新型中轴旋转模组的立体图。
具体实施方式:
25.下面结合具体实施例和附图对本实用新型进一步说明。
26.见图1-9所示,为一种简易圆轴定位销组装机构,其包括:机架1,该机架1下端的基板11上设置有用于承载圆轴10的载座12,该载座12内设置有弹簧121及置于该弹簧121上的定位顶针122,且该定位顶针122在弹簧121的弹力作用下向上伸出载座12上端面并穿设圆轴10的穿孔101,且该定位顶针122可缩回载座12内;轴旋转模组2,其包括可旋转的第一压
轮21和第二压轮22、用于驱动该第一压轮21和第二压轮22压在放置于载座12上的圆轴10上端面的升降组件23、用于驱动该第一压轮21或第二压轮22旋转的电机组件24,所述第一压轮21和第二压轮22以可旋转的方式安装于该升降组件23下端;定位销导向模组3,其设置于该机架1上端;定位销分料模组4,其通过管道5与定位销导向模组3连接,并对定位销导向模组3进行一颗一颗定位销送料;压销模组6,其安装于该机架1上端,并用于将定位销导向模组3内的定位销压入圆轴10的穿孔101。本实用新型在工作时,圆轴10放置于载座12上,此时,该载座12内的定位顶针122不一定能穿设于圆轴10的穿孔101中,该轴旋转模组2中的升降组件23驱动该第一压轮21和第二压轮22下降,并且使第一压轮21和第二压轮22同时压在放置于载座12上的圆轴10上端面,随后电机组件24驱动该第一压轮21或第二压轮22旋转,以此迫使该圆轴10旋转,直至该定位顶针122上端对准圆轴10的穿孔101,并且定位顶针122定位顶针122在弹簧121的弹力作用穿入该圆轴10的穿孔101,以此实现对圆轴的定位;随后,该定位销导向模组3下降并对准圆轴10的穿孔101,定位销分料模组4通过管道5与对定位销导向模组3进行一颗一颗定位销送料;压销模组6则将定位销导向模组3内的定位销压入圆轴10的穿孔101,此时,该定位顶针122压缩弹簧并完全缩回载座12内,且不再对圆轴进行定位,以此完成对圆轴10装配定位销。本实用新型采用自动化完成对对圆轴10装配定位销,其工作效率高,并且能够保证装配质量,还可降低人工劳动强度,提高生产力,并且本实用新型采用轴旋转模组2配合载座12内的弹簧121和定位顶针122实现对圆轴的定位,并且保证圆轴中用于装定位销的穿孔101垂直朝上,保证穿孔101对位精准度,提高装配质量,并且轴旋转模组2及载座12的结构简单,无需采用ccd相机进行视觉定位,其制作成本更低,可进一步提高市场竞争力。
27.所述载座12具有承载圆轴10的载槽123,且该载槽123上端还设置有供所述第一压轮21和第二压轮22压下的让位槽124,该圆轴10上端显露于该让位槽124中,以致该第一压轮21和第二压轮22能够稳定的压在圆轴10上端,并且能够驱动该圆轴10进行旋转;所述定位顶针122在弹簧121的弹力作用下向上伸出载槽123,并且该定位顶针122可压缩弹簧121以脱离载槽123缩回载座12内,以此在圆轴10装好定位销后,该定位销将定位顶针122推出圆轴10的穿孔101,使定位顶针122可压缩弹簧121以脱离载槽123缩回载座12内,以此解除定位顶针122对圆轴的定位。
28.所述升降组件23包括有安装于机架1上的升降驱动模组231和安装于该升降驱动模组231下端的升降架232,所述第一压轮21和第二压轮22分别通过第一轴体和第二轴体以可旋转的方式安装于该升降架232限定,并且该第一压轮21和第二压轮22下端部分还凸出于升降架232下端面,且所述电机组件24安装于该升降架232内。
29.所述电机组件24包括有固定于升降架232上的电机241以及安装于该电机241的转轴上的驱动轮242和连接于该驱动轮242与第一压轮21或第二压轮22的皮带243。其中,所述驱动轮242外围形成有第一皮带槽201,该第一压轮21外围形成有第二皮带槽202,所述皮带243设置于该第一皮带槽201和第二皮带槽202中,并且无需采用齿轮驱动,装配结构更加简单,成本更低。
30.所述的定位销导向模组3包括有以可上下滑动的方式安装于该机架1的导向架31以及安装于该导向架31下端的导向座32和用于驱动该导向架31升降的第一升降气缸33,该导向座32沿其上端面向下开设有供所述压销模组6中的压销杆61穿入的孔位321,所述第一
升降气缸33驱动该导向架31下降至该导向座32下端对应圆轴10的穿孔101上,并且使该导向座32的孔位321与圆轴10的穿孔101对应。且该导向座32侧面设置有倾斜的并贯通孔位321的倾斜送料孔322,该倾斜送料孔322与所述管道5下端连接,其便于对定位销导向模组3传送定位销。
31.所述第一升降气缸33竖直安装于该机架1上,并且该第一升降气缸33上端与导向架31连接,以此装配第一升降气缸33能够降低整个机构的高度。
32.所述压销模组6包括有安装于机架1上的压销气缸62以及固定于该压销气缸62中活塞杆下端的压销杆61,该压销杆61穿入所述导向座32的孔位321,并用于将导向座32的孔位321内的定位销向下推出,并压入圆轴10的穿孔101内。
33.所述定位销分料模组4包括有安装于该机架1的底座41、安装于该底座41上端的上座42以及穿设于该上座42与底座41之间的分料座43和用于驱动该分料座43前后移动的分料气缸44,该底座41设置有贯穿其上下端面的出料孔411,该分料座43具有用于对应出料孔411的分料孔431,且该上座42设置有进料嘴45以及位于该进料嘴45旁侧的气嘴46,该气嘴46位于出料孔411正上方;所述出料孔411与所述管道5上端连接。分料气缸44驱动分料座43移动到该分料座43的分料孔431与进料嘴45对应,该进料嘴45则会将定位销传送至该分料座43的分料孔431,然后该分料气缸44驱动分料座43移动到该分料座43的分料孔431与底座41的出料孔411及气嘴46对应时,该分料孔431内的定位销会落入该底座41的出料孔411,并且该气嘴46吹气并将定位销吹入管道5,且迫使定位销从管道5传送至导向座32的孔位321,以此实现将定位销一颗一颗地传送到导向座32。
34.所述基板11上设置有圆轴拨爪上料模组7,该圆轴拨爪上料模组7包括有设置于该载座12外侧的拨爪71以及用于驱动该拨爪71升降的第二升降气缸72和用于驱动该第二升降气缸72前后移动的送料气缸73,该拨爪71上端具有承载圆轴10的凹槽711。
35.综上所述,本实用新型在工作时,圆轴10放置于载座12上,此时,该载座12内的定位顶针122不一定能穿设于圆轴10的穿孔101中,该轴旋转模组2中的升降组件23驱动该第一压轮21和第二压轮22下降,并且使第一压轮21和第二压轮22同时压在放置于载座12上的圆轴10上端面,随后电机组件24驱动该第一压轮21或第二压轮22旋转,以此迫使该圆轴10旋转,直至该定位顶针122上端对准圆轴10的穿孔101,并且定位顶针122定位顶针122在弹簧121的弹力作用穿入该圆轴10的穿孔101,以此实现对圆轴的定位;随后,该定位销导向模组3下降并对准圆轴10的穿孔101,定位销分料模组4通过管道5与对定位销导向模组3进行一颗一颗定位销送料;压销模组6则将定位销导向模组3内的定位销压入圆轴10的穿孔101,此时,该定位顶针122压缩弹簧并完全缩回载座12内,且不再对圆轴进行定位,以此完成对圆轴10装配定位销。本实用新型采用自动化完成对对圆轴10装配定位销,其工作效率高,并且能够保证装配质量,还可降低人工劳动强度,提高生产力,并且本实用新型采用轴旋转模组2配合载座12内的弹簧121和定位顶针122实现对圆轴的定位,并且保证圆轴中用于装定位销的穿孔101垂直朝上,保证穿孔101对位精准度,提高装配质量,并且轴旋转模组2及载座12的结构简单,无需采用ccd相机进行视觉定位,其制作成本更低,可进一步提高市场竞争力。
36.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包
括于本实用新型申请专利范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。