1.本实用新型涉及包装袋加工设备领域,尤其是涉及一种四边封包装袋生产线。
背景技术:
2.四边封包装袋作为包装袋常见的结构形式,由于结构强度好,方便直立而被各行业广泛使用。
3.四边封包装袋的主要特点是在包装袋的两侧边形成有风琴折边,现有的四边封包装袋的加工方式为大多采用一张整膜通过折边对折形成,如中国专利申请号为201811376310.8发明名称为一种四边封自立包装袋的制造方法和一种四边封包装袋即采用了上述制造方式,即先对膜材的一侧及靠近中间位置处进行折合形成两个风琴折边,再将中间处风琴折边外侧多余的膜材部分向上翻折,使该部分膜材的侧边覆盖在另一侧的风琴折边上。该现有方式虽便捷省事,直接将正片膜材导入机器就可生产出四边封包装袋,但是,此方式在膜材向上翻折时,与其连接的风琴折边不能很好的固定,极易在翻折时拉变形,特别是尺寸大的四边封包装袋,由于所需的拉力大,产生变形的几率更大,造成产品的废品率增大,据统计该方式的报废率高达30%。此外,还有一种方法是先单独制造出四边封包装袋的上面片、下面片和风琴折边,再通过设备进行热封,该方式也存在风琴折边不易定位的问题,因此,废品率也高,为此,需要设计一条生产线,以提高四边封包装袋的合格率。
技术实现要素:
4.本实用新型的目的是提供一种四边封包装袋生产线,用于连续加工四边封包装袋,解决现有四边封包装袋连续性加工报废率高的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种四边封包装袋生产线,用于连续加工四边封包装袋,包括:机架,
6.上膜材输送机构,安装在机架上,沿上膜材的长度方向间歇地输送上膜材;
7.下膜材输送机构,安装在机架上,沿下膜材的长度方向间歇地输送下膜材;
8.下膜材折边机构,安装在机架上,对下膜材的两侧边进行翻折,从而在下膜材的两侧形成风琴折边;
9.叠合机构,安装在机架上,将上膜材叠放在折边后的下膜材上使上膜材的侧边与风琴折边的边缘重合;
10.纵向热封机构,安装在机架上,将上膜材与下膜材两侧的风琴折边进行封合,同时对下膜材与风琴折边衔接的折角部分进行封合;
11.纵向侧切边机构,安装在机架上,对纵向封合位置的外侧废边进行切除,保证封合后的上膜材和下膜材两侧齐整;
12.横向热封机构,安装在机架上,按照设定的位置对上膜材和下膜材进行横向热封;
13.横向裁切机构,安装在机架上,在横向热封位置的一侧进行切断形成独立单侧开口的四边封包装袋。
14.为了便于传送膜材,所述上膜材输送机构上包括上膜间歇拉料装置,所述下膜材输送机构上包括下膜间歇拉料装置;所述上膜间歇拉料装置包括转动安装在机架上的摆动架,所述摆动架上平行设置有第一拉料辊和第二拉料辊,所述机架上还设置有固定辊,所述固定辊位于第一拉料辊和第二拉料辊之间且高于第一拉料辊和第二拉料辊,还设置有带动摆动架摆动的摆动架驱动装置;所述下膜间歇拉料装置的结构与上膜间歇拉料装置相同。
15.为了折叠形成风琴折边,所述下膜材折边机构包括设置在机架上的支撑板,所述支撑板的两侧对称设置有折边板,所述折边板低于支撑板设置,所述折边板与支撑板配合的一侧设置有伸入支撑板下方的折边成型部,所述折边板的下方还设置有成型辊;所述支撑板上方还设置有压料辊。
16.为了将上膜材的侧边叠合在下膜材经下膜材的风琴折边上,所述叠合机构包括上叠合辊和下叠合辊,所述下膜材折边机构与叠合机构间设置有拉料调整装置,所述拉料调整装置包括转动安装在机架上的调整摆动架,所述调整摆动架上平行设置有第一拉料调整辊和第二拉料调整辊,所述机架上还设置有调整固定辊,所述调整固定辊位于第一拉料调整辊和第二拉料调整辊之间且高于第一拉料调整辊和第二拉料调整辊,还设置有带动调整摆动架摆动的调整摆动架驱动装置;所述第一拉料调整辊、第二拉料调整辊和调整固定辊上沿圆周方向安装有一组调整条,所述调整条的顶部为圆弧面,相邻两调整条间设置有调整间隙。
17.为了防止上、下膜材叠合时发生错位,所述上膜材输送机构与下膜材输送机构上均设置有膜材输送定位装置;所述膜材输送定位装置上设置有用于探测膜材上定位点的红外探头。
18.为了便于将上、下膜材与风琴折边的四条接触边封合,所述纵向热封机构包括位于膜材的两侧且平行与膜材输送方向设置的纵向热封上模和纵向热封下模,所述纵向热封下模固定在机架上,所述纵向热封上模活动安装在机架上。
19.为了便于封合住风琴折边一端与上、下膜材所相接的一条横向边,所述横向热封机构包括一组交替间隔设置在机架上的第一横向热封机和第二横向热封机;所述第一横向热封机包括第一热封上模和第一热封下模,所述第一热封上模上设置有热封条;所述第二横向热封机包括第二热封上模和第二热封下模,所述第二热封下模上设置有热封条。
20.进一步的,所述第一热封下模上设置有使膜材与第一热封上模上的热封条分离的压料杆,所述第二热封上模上设置有使膜材与第二热封下模上的热封条分离的抬料杆。
21.进一步的,所述横向热封机构还包括抬料驱动装置,所述抬料驱动装置包括来回移动的拉杆,所述拉杆上连接设置有一组凸轮,凸轮转动安装在机架上;所述凸轮的上方设置有一组与凸轮配合的升降轴,所述各升降轴的另一端分别与第一热封上模、第二热封上模固定连接。
22.本实用新型的有益效果:本实用新型通过下膜材折边机构先折叠成两个风琴折边,然后将上膜材叠合在下膜材上的风琴折边上,在经过纵向热封机构、纵向侧切边机构、横向热封机构以及横向裁切机构加工成四边封包装袋,该结构在四边封包装袋的加工中,避免了传统结构膜材向上翻折时所需拉力大,风琴折边易拉扯变形的问题,通过将分离状态下的上膜材直接放置在风琴折边上,定位准确,在加工中不会受力跑偏,因此,能够提升四边封包装袋的合格率,同时本实用新型加工效率高,生产成本低。所述下膜间歇拉料装置
和上模间歇拉料装置能够保证下膜材和上膜材以一定张力间歇向前输送。所述下膜材折边机构采用折边板、成型辊与支撑板配合的方式,结构简单,且能保证风琴折边快速准确的成型。所述叠合机构中的第一拉料调整辊、第二拉料调整辊和调整固定辊沿圆周方向安装有一组调整条,通过调整间隙能够解决风琴折边的输送过程中出现褶皱的问题。所述横向热封机构采用交替间隔设置的第一横向热封机和第二横向热封机,间隔的都四边封包装袋的上表面和下表面进行加热热封,从而在保证热封效果的同时,不会因为上表面或下表面温度过高而破损。所述压料杆和抬料杆能够保证四边封包装袋在输送的过程中,热封条不会与四边封包装袋接触,避免四边封包装袋热封位置以外的位置烫伤,从而保证产品的合格率。
23.以下将结合附图和实施例,对本实用新型进行较为详细的说明。
附图说明
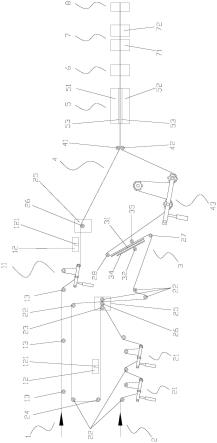
24.图1为本实用新型的示意图。
25.图2为四边封包装袋的截面图。
26.图3为本实用新型上模间歇拉料装置或下模间歇拉料装置的结构示意图。
27.图4为本实用新型下膜材折边机构的示意图。
28.图5为本实用新型下膜材折边机构的截面图。
29.图6为本实用新型拉料调整装置的示意图。
30.图7为本实用新型横向热封机构的示意图。
具体实施方式
31.实施例,如图1至7,一种四边封包装袋生产线,用于连续加工四边封包装袋9,所述四边封包装袋9包括上面片91、下面片92以及两侧的风琴折边93,所述上面片91、下面片92均为平面膜材,所述风琴折边93为折叠成型的v字形膜材,所述风琴折边93通过纵向热封机构5与上面片91、下面片92进行封合,所述四边封包装袋9通过横向热封机构7封合住一端,再通过横向裁切机构8进行横向裁切形成独立单侧开口的四边封包装袋9。
32.该四边封包装袋生产线包括设置在机架10上的上膜材输送机构1、下膜材输送机构2、下膜材折边机构3、叠合机构4、纵向热封机构5、纵向侧切边机构6、横向热封机构7、横向裁切机构8。
33.所述上膜材输送机构1包括设置在机架10上的一组上膜材引导辊13及上膜间歇拉料装置11,间隙向前输送上膜材。所述上膜间歇拉料装置11包括转动安装在机架10上的摆动架111,所述摆动架111上平行设置有第一拉料辊112和第二拉料辊113,所述机架10上还设置有固定辊114,所述固定辊114位于第一拉料辊112和第二拉料辊113之间且高于第一拉料辊112和第二拉料辊113,所述上膜间歇拉料装置11还设置有带动摆动架111摆动的摆动架驱动装置115,所述摆动架驱动装置115优选采用液压杆。在上料时,上膜材的图案面朝上向前输送,在进入上膜间歇拉料装置11时,先从第一拉料辊112下端面穿过,然后绕到固定辊114上端面,再从第二拉料辊113下端面穿出。所述液压杆的固定端固定在机架10上,液压杆的伸缩杆与摆动架111连接,通过伸缩杆来回运动带动摆动架111绕摆动架固定轴116进行来回摆动,从而将上膜材间歇地向前输送。
34.所述上膜间歇拉料装置11之后还设置有膜材输送定位装置12,所述膜材输送定位装置12上设置有用于探测膜材上定位点的红外探头121。所述膜材输送定位装置12之后设置有带动膜材向前运动的动力辊26,动力辊26的一端连接设置有带动动力辊26转动的伺服电机25,所述红外探头121自动识膜材上的识别标记,并将信号传送给控制系统,控制系统通过计算相邻两个识别标记间的时间间隔以判断膜材的输送速度,并控制伺服电机25运转速度从而调整膜材的输送速度,保证膜材以一定速度向前输送。
35.所述下膜材输送机构2包括设置在机架10上的一组下膜材引导辊22及两组与上膜间歇拉料装置11结构相同的下膜间歇拉料装置21,所述下膜间歇拉料装置21之后设置有用于将下膜材翻面的第一翻面辊23,位于第一翻面辊23之后设置有用于将下膜材翻面复原的第二翻面辊24,所述第一翻面辊23与第二翻面辊24之间设置有与上膜材输送机构1中相同的膜材输送定位装置12。上料时,所述下膜材的图案面朝下并通过下膜间歇拉料装置21间歇性地向前输送,所述下膜材经过下膜间歇拉料装置21绕至第一翻面辊23,所述下膜材经过第一翻面辊23的下端面将膜材翻转过来,使下膜材的图案面朝上继续向输送方向输送,膜材输送定位装置12监测下膜材图案面上的识别标记以确定下膜材的输送速度,再通过动力辊26进行调节,以保证下膜材以一定的速度向前输送。再经过第二翻面辊24的作用将下膜材翻转为图案面朝下,然后经过下膜材引导辊22输送至下膜材折边机构3进行折叠,从而在下膜材的两侧形成风琴折边93。
36.所述下膜材折边机构3包括设置在机架10上的支撑板31,所述支撑板31的两侧对称设置有折边板33,所述折边板33低于支撑板31设置,所述折边板33与支撑板31配合的一侧设置有伸入支撑板31下方的折边成型部34,所述折边成型部34的前端设置有引导斜边,水平输送的下膜材在折边成型部34与支撑板31的作用下形成一道折边94,所述折边板33的下方还设置有成型辊32,成型辊32与折边板33配合形成二道折边95。为保证下膜材在折边位置处贴着支撑板31向前输送,从而保证折边的精度,所述支撑板31上方还设置有压料辊35。所述下膜材折边机构3之前还设置有第三翻面辊27,经过第三翻面辊27的作用使下膜材的图案面朝上通过支撑板31上方并完成折边。在下膜材折边机构3之后设置有第四翻面辊28,经过第四翻面辊28的作用使下膜材的图案面朝下向前输送。
37.所述下膜材经第四翻面辊28后,与上膜材一起通过叠合机构4进行叠合,使上膜材叠放在风琴折边93上。所述叠合机构4包括上叠合辊41和下叠合辊42,所述下膜材折边机构3与叠合机构4间设置有拉料调整装置43,所述拉料调整装置43包括转动安装在机架10上的调整摆动架431,所述调整摆动架431上平行设置有第一拉料调整辊432和第二拉料调整辊433,所述机架10上还设置有调整固定辊434,所述调整固定辊434位于第一拉料调整辊432和第二拉料调整辊433之间且高于第一拉料调整辊432和第二拉料调整辊433,还设置有带动调整摆动架431摆动的调整摆动架驱动装置437,所述调整摆动架驱动装置437优选采用液压杆。所述第一拉料调整辊432、第二拉料调整辊433和调整固定辊434上沿圆周方向安装有一组调整条435,所述调整条435的顶部为圆弧面,相邻两调整条435间设置有调整间隙436,可防止风琴折边93在输送过程中受拉变形。所述下膜材从第一拉料调整辊432的下端面穿入,再绕至调整固定辊434的上端面,再绕至第二拉料调整辊433的下端面,最后进入上叠合辊41和下叠合辊42间;所述上膜材从上膜材输送机构1输送出来,进入上叠合辊41和下叠合辊42间且位于下膜材的上方,通过上叠合辊41与下叠合辊42的共同作用,使上膜材贴
合在下膜材两侧的风琴折边93上。
38.所述上、下膜材经叠合机构4叠合后进入纵向热封机构5,所述纵向热封机构5包括位于膜材的两侧且平行与膜材输送方向设置的纵向热封上模51和纵向热封下模52,所述纵向热封下模52固定在机架10上,所述纵向热封上模51活动安装在机架10上可上下运动实现与热封下模52的分离与贴合。所述纵向热封机构5将上膜材与下膜材两侧的风琴折边93进行封合,同时对下膜材与风琴折边93衔接的折角部分进行封合。
39.为保证风琴折边的一致性和稳定性,所述纵向热封上模51和纵向热封下模52上均设置有纵向热封条53,在进行热封时,位于纵向热封上模51上的纵向热封条53实现风琴折边93与上膜材的热封形成第一封边96,位于纵向热封下模52上纵向热封条53实现一道折边94的热封形成第二封边97,从而保证风琴折边93的稳定性。
40.所述纵向热封机构5将上、下膜材纵向热封后,随即被输送至纵向侧切边机构6,对纵向热封位置进行裁切,切除热封位置以外的废边,保证封合后的上膜材和下膜材两侧齐整。
41.所述上、下膜材通过纵向侧切边机构6修整齐后,继续被输送至横向热封机构7进行横向热封。所述横向热封机构7包括一组交替间隔设置在机架10上的第一横向热封机71和第二横向热封机72。所述第一横向热封机71包括第一热封上模711和第一热封下模712,所述第一热封上模711上设置有热封条73;所述第二横向热封机72包括第二热封上模721和第二热封下模722,所述第二热封下模722上设置有热封条73。第一横向热封机构71的热封条73作用在上膜材上,第二横向热封机构72的热封条73作用在下膜材上,通过交替对上膜材和下膜材进行加热热封,能够保证热封所需温度的前提下,避免当面膜材持续加热造成膜材的破损。且通过多次加热热封,能够实现更好的热封成型。
42.为避免在热封输送的过程中,下膜材和上膜材与横向热封条接触烫伤,所述第一热封下模712上设置有使膜材与第一热封上模711上的横向热封条73分离的压料杆713,所述第二热封上模721上设置有使膜材与第二热封下模722上的横向热封条73分离的抬料杆723。所述横向热封机构7还包括抬料驱动装置74,所述抬料驱动装置74包括来回移动的拉杆741,所述拉杆741上连接设置有一组凸轮742,凸轮742转动安装在机架10上;所述凸轮742的上方设置有一组与凸轮742配合的升降轴743,所述各升降轴743的另一端分别与第一热封上模711或第二热封上模721固定连接。所述拉杆741通过动力装置来回摆动,拉杆741带动凸轮742绕机架10来回摆动,凸轮742带动升降轴743上下运动,从而带动第一热封上模711、第二热封上模721沿竖直方向上下开合运动。
43.所述膜材穿过第一热封上模711与第一热封下模712之间,再从压料杆713下端面穿过,当第一热封上模711向上运动打开后膜材继续向前输送,所述压料杆713可压住膜材,防止膜材在输送过程中擦碰到第一热封上模711上的横向热封条73而烫伤;所述膜材穿过第二热封上模721与第二热封下模722之间,再从抬料杆723上端面穿过,当第二热封上模721向上运动打开后上、下膜材继续向前输送,所述抬料杆723可抬起膜材,防止膜材在输送过程中擦碰到第二热封下模722上的横向热封条73而烫伤。
44.所述横向热封机构7之后还设置有横向裁切机构8,所述横向裁切机构8在横向热封位置的一侧进行切断形成独立单侧开口的四边封包装袋9。
45.以上结合附图对本实用新型进行了示例性描述。显然,本实用新型具体实现并不
受上述方式的限制。只要是采用了本实用新型的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本实用新型的上述构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
