1.本发明涉及搭载于缝纫机的卷线装置。
背景技术:
2.以往,搭载于缝纫机的卷线装置具有:驱动轮,其外周与在缝纫机的上轴装备的驱动带轮抵接;卷线轴,其与驱动轮一体地进行旋转;转动腕,其将卷线轴能够旋转地支撑;卷线杆,其与在设置于卷线轴的线轴卷绕的下线外接;凸轮部件,其与卷线杆在同轴上进行转动动作;以及凸轮从动体,其具有与凸轮部件的凸起嵌合的凹部,与转动腕一体地连结(例如,参照专利文献1)。
3.而且,在上述卷线装置中,相对于在卷线轴设置的线轴,从缝纫机的上轴经由驱动带轮及驱动轮而传递扭矩,如果进行下线的卷绕,则与其卷绕量相应地使卷线杆逐渐地转动,如果达到规定量,则凸轮部件的凸起与凸轮从动体的凹部嵌合,凸轮从动体和转动腕进行转动,驱动轮从驱动带轮分离而卷线结束。
4.专利文献1:日本特开2008-29381号公报
5.但是,现有的卷线装置作为卷线的驱动源而利用缝纫机电动机的输出,因此,为了进行卷线必须使缝纫机整体进行驱动,是繁琐的。
技术实现要素:
6.本发明的目的在于,不伴随缝纫机的动作就能够进行线轴的卷线。
7.技术方案1记载的发明是一种缝纫机的卷线装置,其具有:
8.卷线轴,其对线轴进行保持;
9.卷线电动机,其对所述卷线轴赋予旋转力;
10.转数检测部,其对所述卷线电动机的转数进行检测;
11.旋转体,其与所述卷线轴进行联动旋转,在外周形成有用于使旋转止动的止动用凹部;以及
12.线轴杆,其在一端侧具有与在所述卷线轴所保持的所述线轴卷绕的缝线的外周部抵接的杆部,在另一端侧具有与所述止动用凹部嵌合而将所述旋转体的旋转止动的爪部,具有在所述杆部和所述爪部之间设置的支轴,能够以所述支轴为中心进行转动,
13.该缝纫机的卷线装置的特征在于,
14.所述线轴杆为,如果在所述卷线轴所保持的所述线轴卷绕的缝线的外径达到第一规定值,则所述爪部朝向所述旋转体进行转动,
15.该缝纫机的卷线装置具有控制装置,如果在所述线轴卷绕的缝线的外径达到比所述第一规定值小的第二规定值,则该控制装置对所述卷线电动机进行控制,以使得减速为与卷线开始时的第一卷绕速度相比低速的第二卷绕速度,如果基于所述转数检测部的检测转数的旋转速度小于与所述第二卷绕速度相比低速的停止判定速度,则该控制装置对所述卷线电动机进行控制,以使得在以与该停止判定速度相比低速的刚要停止前速度进行规定
次数或规定时间的旋转后而停止。
16.技术方案2记载的发明的特征在于,在技术方案1所记载的缝纫机的卷线装置中,
17.如果基于所述转数检测部的检测转数的旋转速度小于所述停止判定速度,则所述控制装置对所述卷线电动机进行控制,以使得作为所述规定次数或所述规定时间,至少在所述旋转体进行一周旋转量的旋转或经过进行一周旋转的时间后停止。
18.技术方案3记载的发明的特征在于,在技术方案1或2所记载的缝纫机的卷线装置中,
19.具有检测单元,该检测单元能够对在所述线轴杆设置的被检测部进行检测而输出检测信号,
20.所述控制装置与从所述检测单元输出的检测信号相应地,对在所述卷线轴所保持的所述线轴卷绕的缝线的外径达到所述第二规定值进行判断。
21.技术方案4记载的发明的特征在于,在技术方案1至3中任一项所记载的缝纫机的卷线装置中,
22.具有:
23.扭转螺旋弹簧,其向所述爪部朝向所述旋转体进行转动的方向赋予弹性力;以及
24.吸附用磁铁,其在卷线开始时对所述线轴杆进行吸附保持,
25.如果在所述线轴卷绕的缝线的外径达到所述第一规定值,则所述吸附用磁铁对所述线轴杆进行吸附保持的力弱于所述扭转螺旋弹簧的弹性力,所述爪部朝向所述旋转体进行转动。
26.发明的效果
27.本发明通过除了缝纫机电动机以外的其他卷线电动机进行线轴的卷线,因此不伴随缝纫机的动作就能够实施线轴的卷线。
28.并且,在本发明中,以通过使线轴杆的卡止爪与旋转体的止动用凹部嵌合而使卷线轴停止为前提,但即使在卡止爪与旋转体的止动用凹部嵌合失败的情况下,也能够通过是否小于停止判定速度的判定而捕捉此时发生的减速,减速至刚要停止前速度为止,因此能够促使卡止爪与旋转体的止动用凹部嵌合,能够实现更可靠的电动机停止。因此,能够以设为目标的卷线量结束卷线,能够充分地减少缝线向线轴的过量卷绕的发生,进行适量的卷线。
附图说明
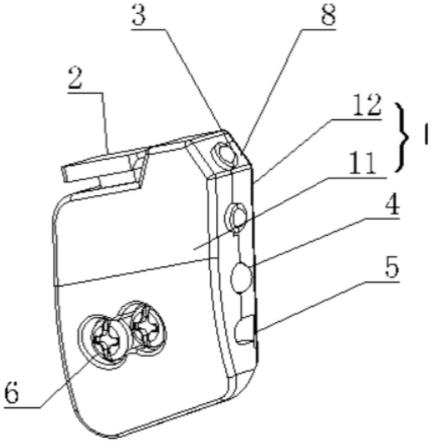
29.图1是作为发明的实施方式的缝纫机的卷线装置的斜视图。
30.图2是将卷线开始时的卷线装置的一部分的结构省略的俯视图。
31.图3是将卷线开始时的卷线装置的一部分的结构省略的仰视图。
32.图4是将卷线结束时的卷线装置的一部分的结构省略的俯视图。
33.图5是将卷线结束时的卷线装置的一部分的结构省略的仰视图。
34.图6是表示卷线装置的控制系统的框图。
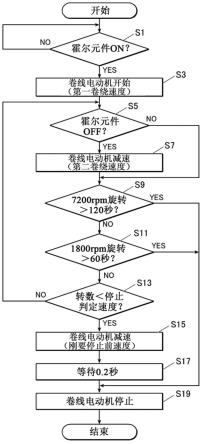
35.图7是卷线控制的流程图。
具体实施方式
36.下面,参照附图,对本发明所涉及的缝纫机的卷线装置进行说明。图1是卷线装置10的斜视图,图2是将卷线开始时的卷线装置10的一部分的结构省略的俯视图,图3是仰视图,图4是将卷线结束时的卷线装置10的一部分的结构省略的俯视图,图5是仰视图,图6是表示卷线装置10的控制系统的框图。
37.卷线装置10设置于缝纫机的框架中的缝纫机臂部的上部。另外,卷线装置10不利用缝纫机的缝制驱动源即缝纫机电动机的动力,而是内置有用于进行独立的卷线的驱动源即卷线电动机11。
38.卷线装置10具有:卷线轴20,其对线轴(bobbin)进行保持;卷线电动机11,其对卷线轴20赋予旋转力;编码器12,其作为对卷线电动机11的转数进行检测的转数检测部而内置于后面记述的控制器52;作为旋转体的齿轮罩30,其与卷线轴20进行联动旋转,在外周形成有作为用于使旋转止动的止动用凹部的止动槽31;线轴杆40,如果在卷线轴20所保持的线轴(省略图示)卷绕的缝线的外径达到第一规定值,则线轴杆40朝向齿轮罩30转动;作为控制装置的基板50,其进行卷线电动机11的驱动控制;基座13,其对线轴进行载置;以及框体14,其对卷线电动机11及齿轮罩30进行收容。
39.此外,在卷线装置10中,卷线轴20配置于中心。如图1所示,将该卷线轴20的中心设为卷线装置10的中心线c,将沿中心线c的方向的一方(基座13侧)设为“上”,将另一方(基板50侧)设为“下”而进行下面的说明。
40.卷线轴20如图1所示,上端部向上方将基座13的中心贯通,在该上端部沿直径方向形成有狭缝21。而且,在狭缝21内如图2及图4所示,装备有以卷线轴20为中心的向半径方向外侧凸出的板状的线轴保持部件22。该卷线轴20通过将从基座13向上方凸出的上端部插入至线轴的中心孔,从而进行线轴的保持。线轴保持部件22通过未图示的弹簧部件受到背压力而向半径方向外侧凸出,因此通过将卷线轴20的上端部插入至线轴的中心孔,从而弹簧部件嵌入线轴的槽而对线轴进行保持。
41.另外,卷线轴20的下端部经由未图示的行星齿轮机构而与卷线电动机11的输出轴连结,将卷线电动机11的输出旋转速度例如减速为六分之一而进行旋转。
42.卷线电动机11例示出三相电动机,但能够使用可任意地控制旋转速度的所有电动机。卷线电动机11收容于框体14的内部。
43.线轴杆40如图2及图4所示,配置于框体14的上表面部中的半径方向外缘部。线轴杆40经由长孔41,通过螺母43的紧固而固定于将框体14上下贯通的支轴42,线轴杆40和支轴42一体地进行转动动作。
44.线轴杆40是经由支轴42将杆部44和爪部45这两个部件一体化而形成的,通过螺母43的紧固,这些部件成为一体而以支轴42为旋转中心进行转动动作。此外,杆部44和爪部45在以支轴42为中心的不同的半径方向延伸,但在下面的说明中,将线轴杆40的一端侧设为杆部44,将另一端侧设为爪部45。
45.杆部44具有:弯折部441,其朝向以卷线轴20为中心的半径方向内侧凸出;以及操作部442,其从该弯折部441向半径方向外侧伸出。
46.线轴杆40的弯折部441配置为能够插入至在卷线轴20装载的线轴的凸缘和凸缘之间,与在线轴的轴部卷绕的缝线的外周部分抵接(图2的位置)。因此,弯折部441随着线轴的
缝线的卷绕量增加而被缝线推回,沿图2及图4中的顺时针方向转动(图4的位置)。
47.操作部442与框体14的外周相比伸出至外侧,作业者从操作部442输入线轴杆40的转动操作。此外,在卷线开始时,作业者如图2所示,以弯折部441进入至线轴的中心侧的方式将操作部442沿逆时针方向进行转动操作。
48.另外,在线轴杆40的杆部44形成的长孔41在将螺母43螺出的状态下,能够使弯折部441沿半径方向移动,即使在直径的尺寸不同的线轴的情况下,也能够进行调节以使得弯折部441被卷绕的缝线良好地推回。
49.爪部45如图4所示形成有卡止爪451,该卡止爪451能够插入至在齿轮罩30形成的止动槽31。卡止爪451是爪的前端部朝向以卷线轴20为中心的半径方向内侧。
50.与此相对,齿轮罩30在俯视观察时为大致圆形,其中心由卷线轴20贯通并且被固定,齿轮罩30和卷线轴20一体地进行旋转。止动槽31在齿轮罩30的外周形成为向以卷线轴20为中心的半径方向内侧成为凹状。
51.图2中的箭头t示出了卷线时的卷线轴20及齿轮罩30的旋转方向。
52.齿轮罩30形成有膨胀部32,就该膨胀部32而言,隔着止动槽31而与卷线时的旋转方向t的上游侧相比,下游侧的外径变大。因此,如果通过线轴杆40的转动使卡止爪451向齿轮罩30侧前进,与正在旋转的齿轮罩30的除了止动槽31以外的外周部分抵接,则卡止爪451在齿轮罩30的外周部分滑动,并且与膨胀部32碰撞而冲入止动槽31。而且,由此经由齿轮罩30将卷线轴20的旋转止动。
53.另外,在线轴杆40的支轴42,如图1所示,装备有扭转螺旋弹簧46,在线轴杆40的卡止爪451朝向以卷线轴20为中心的半径方向内侧转动的方向赋予有弹性力。
54.并且,支轴42在其下端部固定地装备有工作腕47。工作腕47在框体14的底面和基板50的上表面之间,向以支轴42为中心的半径方向外侧伸出,支轴42及线轴杆40一体地进行转动动作。
55.工作腕47由磁体构成,如图3所示,在框体14的底面设置的吸附用磁铁48位于与卷线开始时的线轴杆40的转动操作相伴的转动方向下游侧。因此,如果对抗扭转螺旋弹簧46的弹性力,在卷线开始时将线轴杆40进行转动操作,则成为工作腕47由吸附用磁铁48的磁力吸附保持的状态。
56.另外,在工作腕47的转动端部附近的下表面侧装备有作为被检测部的被检测用磁铁471,以与处于由吸附用磁铁48吸附保持的状态下的工作腕47的被检测用磁铁471接近相对的方式在基板50的上表面装备有作为检测单元的霍尔元件51。因此,如果在卷线开始时进行线轴杆40的转动操作,则能够通过霍尔元件51进行检测。
57.构成为如果在工作腕47由吸附用磁铁48吸附保持的状态下开始向线轴的卷线,则通过卷线的进行,在线轴卷绕的缝线与线轴杆40的弯折部441接触,向工作腕47从吸附用磁铁48分离的方向进行按压。而且,调整为如果在线轴卷绕的缝线的外径达到第一规定值(相当于线轴的缝线的目标卷绕量),则吸附用磁铁48对工作腕47进行吸附保持的力弱于扭转螺旋弹簧46的弹性力,线轴杆40以支轴42为中心进行转动,卡止爪451向齿轮罩30侧前进。
58.在基板50搭载有作为控制装置的控制器52,该控制器52对卷线装置10的卷线动作进行控制。
59.该控制器52如图6所示,经由驱动电路111而连接有卷线电动机11,直接连接有霍
尔元件51。
60.驱动电路111也搭载于基板50。
61.基于图7的流程图而说明由上述控制器52进行的卷线控制。
62.空的线轴在基座13上,在插入保持于卷线轴20的状态下,如图2所示,如果由作业者将线轴杆40的操作部442沿逆时针方向进行转动操作,则弯折部441进入至线轴的内侧。另外,在卷线装置10的下部,如图3所示,工作腕47沿顺时针方向转动,与吸附用磁铁48接近而被吸附保持。
63.此时,控制器52对通过霍尔元件51实施的工作腕47的被检测用磁铁471的接近(on)的检测进行监视(步骤s1),如果霍尔元件51检测到被检测用磁铁471的接近,则开始卷线电动机11的以第一卷绕速度(例如,7200[rpm])的旋转(步骤s3)。另外,控制器52通过内置的未图示的计时器,开始从以第一卷绕速度开始卷绕的时刻起的经过时间t1的测定。
[0064]
然后,控制器52对通过霍尔元件51实施的工作腕47的被检测用磁铁471的分隔(off)的检测进行监视(步骤s5)。即,工作腕47的被检测用磁铁471的分隔的检测是指,在线轴卷绕的缝线达到目标卷绕量,其外径超过第二规定值,线轴杆40的弯折部441被推回,工作腕47开始从吸附用磁铁48一点一点地分离。
[0065]
在线轴卷绕的缝线的外径中的第二规定值是比第一规定值小的值,该第一规定值相当于前述的线轴杆40被在线轴卷绕的缝线推回而从吸附用磁铁48的吸附力被放开,通过扭转螺旋弹簧46使卡止爪451向齿轮罩30侧开始转动的卷线量。即,表示在线轴卷绕有与下述状态相当的缝线的外径的大小,即,线轴杆40被在线轴卷绕的缝线按压而对抗吸附用磁铁48的吸附力开始发生转动,但还未达到从吸附力被放开的状态。
[0066]
通过该监视,在通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔的情况下,控制器52进行将卷线电动机11减速至比第一卷绕速度低速的第二卷绕速度(例如,1800[rpm])的控制(步骤s7)。
[0067]
此时,控制器52将在步骤s3中开始的以第一卷绕速度t1的卷绕时间重置为0。而且,与此同时地,控制器52开始从以第二卷绕速度开始卷绕的时刻起的经过时间t2的测定。
[0068]
另一方面,在没有通过上述霍尔元件51检测到工作腕47的被检测用磁铁471的分隔的情况下,控制器52对第一卷绕速度下的卷绕经过时间t1是否超过第一异常判定值(例如,120[sec])进行判定(步骤s9)。
[0069]
例如,第一异常判定值对在前述的以第一卷绕速度进行卷绕的情况下在线轴卷绕的次数明显过剩的值进行设定。在没有通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔,经过了成为第一异常判定值的时间的情况下(步骤s9:yes),预测为霍尔元件51发生异常、在线轴没有缠绕缝线而发生了空绕状态等异常,控制器52使卷线电动机11的驱动停止(步骤s19),结束卷线控制。
[0070]
另一方面,在步骤s9中,在判定为第一卷绕速度下的卷绕经过时间t1没有超过第一异常判定值的情况下(步骤s9:no),使处理进入至步骤s11。
[0071]
此外,在通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔、在步骤s7中减速为第二卷绕速度的情况下,也使处理进入至步骤s9,对第一卷绕速度下的卷绕经过时间t1是否超过第一异常判定值进行判定,但在步骤s7中,第一卷绕速度下的卷绕时间t1被重置为0,因此在该情况下,步骤s9的判定成为no,使处理进入至步骤s11。
[0072]
在步骤s11中,控制器52对第二卷绕速度下的卷绕经过时间t2是否超过第二异常判定值(例如,60[sec])进行判定。
[0073]
例如,第二异常判定值对在通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔后以第二卷绕速度进行卷绕的情况下在线轴卷绕的次数明显过剩的值进行设定。
[0074]
在从通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔起经过成为第二异常判定值的时间的情况下(步骤s11:yes),预测为发生了向线轴供给缝线的线供给源的缝线用尽的状态、缝线在中途切断的状态等异常,控制器52使卷线电动机11的驱动停止(步骤s19),结束卷线控制。
[0075]
另一方面,在步骤s11中,在判定为第二卷绕速度下的卷绕经过时间t2没有超过第二异常判定值的情况下(步骤s11:no),使处理进入至步骤s13。
[0076]
此外,在没有通过霍尔元件51检测到工作腕47的被检测用磁铁471的分隔(步骤s5:no),判定为第一卷绕速度下的卷绕经过时间t1没有超过第一异常判定值的情况下(步骤s9:no),也使处理进入至步骤s11,对第二卷绕速度下的卷绕经过时间t2是否超过第二异常判定值进行判定,但由于没有经过步骤s7,因此第二卷绕速度下的卷绕时间t2没有开始,仍为0,因此在该情况下,步骤s11的判定成为no,使处理进入至步骤s13。
[0077]
在步骤s13中,控制器52根据编码器12的输出,对当前的卷线电动机11的旋转速度是否小于与第二卷绕速度相比低速的停止判定速度(例如,1200[rpm])进行判定。
[0078]
即,卷线电动机11小于停止判定速度的状态是指下述状态,即,线轴杆40的工作腕47从吸附用磁铁48完全地分离,通过扭转螺旋弹簧46进行转动而卡止爪451与膨胀部32碰撞,经由齿轮罩30使卷线电动机11的旋转从第二卷绕速度即1800[rpm]大幅地减速的状态,或卡止爪451冲入止动槽31内而经由齿轮罩30使卷线电动机11的旋转止动的状态。
[0079]
而且,在卷线电动机11的旋转速度不小于停止判定速度的情况下(步骤s13:no),使处理返回至步骤s5,再次通过霍尔元件51对工作腕47的被检测用磁铁471的分隔进行判定。
[0080]
另外,在卷线电动机11的旋转速度小于停止判定速度的情况下(步骤s13:yes),将卷线电动机11的旋转速度减速为与停止判定速度相比低速的刚要停止前速度(例如,300[rpm])(步骤s15)。另外,控制器52通过内置的未图示的计时器开始进行从以刚要停止前速度开始减速驱动的时刻起的经过时间t3的测定。
[0081]
而且,如果经过时间t3达到规定时间(例如,0.2[sec])(步骤s17),则使卷线电动机11的驱动停止(步骤s19),结束卷线控制。
[0082]
该情况下的规定时间优选设为,以刚要停止前速度进行驱动的情况下为了使卷线轴20旋转一周所需的时间(或者其以上)。例如,如果刚要停止前速度为300[rpm],则优选规定时间设为0.2[sec]。
[0083]
另外,控制器52如果经过时间t3达到规定时间,则进行使卷线电动机11的驱动停止的控制,但并不限定于此,也可以进行在以刚要停止前速度进行了规定次数的旋转的情况下使卷线电动机11停止的控制。该情况下的规定次数优选设为旋转一周(或者其以上)。
[0084]
[发明的实施方式的技术效果]
[0085]
上述卷线装置10是通过除了缝纫机电动机以外的其他卷线电动机11进行线轴的卷线,因此能够不伴随缝纫机的动作而实施线轴的卷线。
[0086]
并且,控制器52如果在卷线轴20所保持的线轴卷绕的缝线的外径达到比第一规定值小的第二规定值,则对卷线电动机11进行控制以使得减速为与卷线开始时的第一卷绕速度相比低速、且与停止判定速度相比高速的第二卷绕速度。因此,能够将在线轴卷绕的缝线的外径达到第一规定值而线轴杆40朝向齿轮罩30转动的时刻下的齿轮罩30的旋转速度设为低速,能够减少卡止爪451嵌合失败的发生,使线轴杆40的卡止爪451更可靠地与齿轮罩30的止动槽31嵌合。
[0087]
另外,控制器52如果基于编码器12的检测转数的旋转速度小于停止判定速度,则对卷线电动机11进行控制以使得以比该停止判定速度低的刚要停止前速度进行规定时间的旋转后停止,因此得到以更低速使线轴杆40的卡止爪451与齿轮罩30的止动槽31嵌合的机会,因此能够更可靠地使线轴杆40的卡止爪451与齿轮罩30的止动槽31嵌合。
[0088]
如上述所示,卷线装置10对在线轴卷绕的缝线的外径和卷线电动机11的旋转速度变化进行监视,以两个阶段进行使卷线电动机11停止的控制,因此能够防止线轴杆40的卡止爪451与齿轮罩30的止动槽31的嵌合失败,以设为目标的卷线量结束卷线。
[0089]
另外,线轴杆40具有作为被检测部的被检测用磁铁471和作为检测单元的霍尔元件51,因此控制器52能够与从霍尔元件51输出的检测信号相应地,可靠地对在卷线轴20所保持的线轴卷绕的缝线的外径达到第二规定值进行判断。
[0090]
并且,卷线装置10具有:扭转螺旋弹簧46,其向爪部45朝向齿轮罩30转动的方向赋予弹性力;以及吸附用磁铁48,其在卷线开始时对线轴杆40进行吸附保持,构成为如果在线轴卷绕的缝线的外径达到第一规定值,则吸附用磁铁48对线轴杆40进行吸附保持的力弱于扭转螺旋弹簧46的弹性力,爪部45朝向齿轮罩30转动,因此不进行感测等就能够对达到第一规定值进行检测。因此,能够将检测的结构简易化,另外,能够实现不易受到噪声等干扰的影响的稳定性的检测。
[0091]
另外,控制器52对卷线电动机11进行控制,以使得如果基于编码器12的检测转数的旋转速度小于停止判定速度,则作为规定次数或规定时间,至少在齿轮罩30进行一周旋转量的旋转或经过进行一周旋转的时间后停止,因此即使在线轴杆40的卡止爪451与齿轮罩30的止动槽31嵌合失败的情况下,也会得到再次嵌合的机会,能够使线轴杆40的卡止爪451更可靠地与齿轮罩30的止动槽31嵌合。
[0092]
[其他]
[0093]
此外,卷线装置10的控制器52也可以构成为对缝纫机整体进行集中控制的缝纫机的控制装置作为其功能之一而执行控制器52的功能。
[0094]
标号的说明
[0095]
10 卷线装置
[0096]
11 卷线电动机
[0097]
12 编码器(转数检测部)
[0098]
20 卷线轴
[0099]
30 齿轮罩(旋转体)
[0100]
31 止动槽(止动用凹部)
[0101]
32 膨胀部
[0102]
40 线轴杆
[0103]
42 支轴
[0104]
45 爪部
[0105]
46 螺旋弹簧
[0106]
47 工作腕
[0107]
48 吸附用磁铁
[0108]
50 基板
[0109]
51 霍尔元件(检测单元)
[0110]
52 控制器(控制装置)
[0111]
451 卡止爪
[0112]
471 被检测用磁铁(被检测部)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。