一种双射模公模弹跳机构
【技术领域】
1.本发明涉及模具技术领域,尤其是一种双射模公模弹跳机构。
背景技术:
2.如图1和图2所示,根据生产需求,需要使用双射模生产一种产品9,产品9包括硬胶部分901和软胶部分902,其中,硬胶部分901由一射成型,软胶部分902由二射成型。为了防止二射的软胶部分902和一射的硬胶部分901脱落,通常软胶部分902做倒扣9021嵌入硬胶部分901的倒勾穴9011中。
3.这就需要在公模上做弹跳机构,使得一射成型的时候,倒勾穴型芯的上端伸入型腔中成型硬胶部分901的倒勾穴9011,二射成型的时候,倒勾穴型芯退出倒勾穴9011,使得熔融塑胶流入倒勾穴9011内以形成倒扣9021。
4.现有的用于成型该产品9的模具,一射采用三板模成型,二射采用二板模成型,由于双射模的一射母模和二射母模的厚度要一致,因此,二射模具必须要采用热流道成型,否则会因为流道太长无法成型。
5.现有的用于成型该产品9的模具一射模具采用三板模,二射模具又采用热流道成型,导致结构复杂,成本高,因此,有必要对现有的技术进行改进。
技术实现要素:
6.本发明要解决的技术问题是:为了解决现有的用于成型该产品的模具一射模具采用三板模,二射模具又采用热流道成型,导致结构复杂,成本高的问题。本发明提供了一种双射模公模弹跳机构来解决上述问题。
7.本发明解决其技术问题的方案是:一种双射模公模弹跳机构,包括一射母模板、二射母模板和公模板,还包括:
8.型芯,所述型芯的上端用于成型倒勾穴,所述型芯垂直于所述公模板,所述型芯可滑动的穿设于所述公模板;
9.弹跳机构,所述弹跳机构与所述型芯连接;当所述一射母模板和所述公模板合模的时候,所述弹跳机构推动所述型芯使得所述型芯的上端伸入型腔中;
10.回位机构,当所述二射母模板和所述公模板合模的时候,所述回位机构驱动所述型芯退出所述型腔。
11.作为优选,所述弹跳机构包括弹跳板、拨块和打杆;
12.所述弹跳板位于所述公模板的下方;所述型芯的下端与所述弹跳板固定连接;
13.所述打杆垂直于所述公模板,所述打杆可滑动的穿设于所述公模板;
14.所述拨块的中部铰接于公模,所述拨块的第一端部位于所述打杆的下方,所述拨块的第二端部位于所述弹跳板的下方;
15.所述一射母模板对应所述打杆的位置还设有高度调节块。
16.作为优选,所述回位机构包括第一回位销;所述第一回位销垂直于所述公模板,所
述第一回位销可滑动的穿设于所述公模板,所述第一回位销的下端与所述弹跳板固定连接;
17.所述一射母模板对应所述第一回位销的位置还设有避空。
18.作为优选,所述高度调节块通过螺钉固定于所述一射母模板。
19.作为优选,还包括顶出板和顶针,所述顶出板位于所述弹跳板的下方;
20.所述顶针垂直于所述公模板,所述顶针可滑动的穿设于所述公模板和所述弹跳板,所述顶针的下端与所述顶出板固定连接。
21.作为优选,还包括回位弹簧和第二回位销;
22.所述第二回位销垂直于所述顶出板,所述第二回位销可滑动的穿设于所述弹跳板和所述公模板;
23.所述回位弹簧套设于所述第二回位销,所述回位弹簧的上端抵顶于所述公模板,所述回位弹簧的下端抵顶于所述顶出板。
24.本发明的有益效果是,相对于现有的用于成型该产品的模具而言,这种双射模公模弹跳机构的一射模具和二射模具均采用二板模,其进胶方式一致,无需使用热流道成型,且只需要一次顶出,结构简单,成本降低。
【附图说明】
25.图1是产品的结构示意图。
26.图2是产品的剖视图。
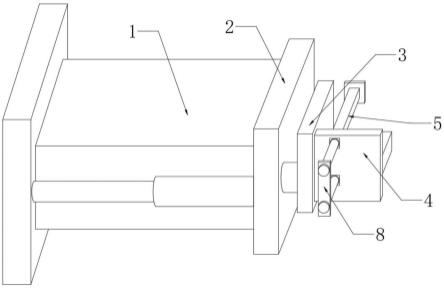
27.图3是本发明一种双射模公模弹跳机构的一射模具的合模状态的第一剖视图。
28.图4是本发明一种双射模公模弹跳机构的一射模具的合模状态的第二剖视图。
29.图5是本发明一种双射模公模弹跳机构的一射模具的合模状态的第三剖视图。
30.图6是本发明一种双射模公模弹跳机构的一射模具的开模状态的剖视图。
31.图7是本发明一种双射模公模弹跳机构的二射模具的合模状态的剖视图。
32.图8是本发明一种双射模公模弹跳机构的二射模具的开模状态的剖视图。
【具体实施方式】
33.为更进一步阐述本发明所采取的技术手段及其效果,以下结合本发明的实施例及其附图进行详细描述。
34.请参阅图3、图4和图7,图3绘示了本发明一种双射模公模弹跳机构的一射模具的合模状态的第一剖视图。图4绘示了本发明一种双射模公模弹跳机构的一射模具的合模状态的第二剖视图。图7绘示了本发明一种双射模公模弹跳机构的二射模具的合模状态的剖视图。本发明提供了一种双射模公模弹跳机构,包括一射母模板1、二射母模板2和公模板3,这种双射模公模弹跳机构还包括:
35.型芯4,型芯4的上端用于成型倒勾穴9011,型芯4垂直于公模板3,型芯4可滑动的穿设于公模板3。
36.弹跳机构,弹跳机构与型芯4连接。当一射母模板1和公模板3合模的时候,弹跳机构推动型芯4使得型芯4的上端伸入型腔中。
37.回位机构,当二射母模板2和公模板3合模的时候,回位机构驱动型芯4退出型腔。
38.具体的,请参阅图3,弹跳机构包括弹跳板501、拨块502和打杆503。
39.弹跳板501位于公模板3的下方,型芯4的下端与弹跳板501固定连接。
40.打杆503垂直于公模板3,打杆503可滑动的穿设于公模板3。
41.拨块502的中部铰接于公模,拨块502的第一端部位于打杆503的下方,拨块502的第二端部位于弹跳板501的下方。
42.一射母模板1对应打杆503的位置还设有高度调节块101。
43.具体的,回位机构包括第一回位销601。第一回位销601垂直于公模板3,第一回位销601可滑动的穿设于公模板3,第一回位销601的下端与弹跳板501固定连接。
44.一射母模板1对应第一回位销601的位置还设有避空102。
45.这种双射模公模弹跳机构的工作过程如下:
46.请参阅图3和图4,当一射母模板1和公模板3合模的时候,高度调节块101抵顶于打杆503的端部将打杆503下压,打杆503向下移动并将拨块502的第一端部下压。于是拨块502的第二端部翘起,将弹跳板501顶升,弹跳板501带动型芯4上移,于是型芯4的上端伸入型腔中。此时向型腔中注入熔融塑胶以成型产品9的硬胶部分901,型芯4的上端所在的位置即成型形成倒勾穴9011。需要说明的是,当弹跳板501顶升时,会带动第一回位销601顶升,一射母模板1上设置的避空102给了第一回位销601活动的空间,避免了一射母模板1对回位销造成干涉。
47.请再结合参阅图6,图6绘示了本发明一种双射模公模弹跳机构的一射模具的开模状态的剖视图。当一射母模板1和公模板3开模的时候,一射母模板1和公模板3分离,高度调节块101不再抵顶于打杆503。因此,在弹跳板501和型芯4在重力的作用下下落回位。
48.请参阅图7,当二射母模板2和公模板3合模的时候,二射母模板2抵顶于第一回位销601,第一回位销601下移并带动弹跳板501和型芯4下移,确保弹跳板501和型芯4能够回位,以及确保型芯4的上端退出型腔。此时向型腔中注入熔融塑胶以成型产品9的软胶部分902,其中,熔融塑胶注入倒勾穴9011中的部分形成倒扣9021。
49.这种双射模公模弹跳机构的有益效果如下:
50.相对于现有的用于成型该产品9的模具而言,这种双射模公模弹跳机构的一射模具和二射模具均采用二板模,其进胶方式一致,无需使用热流道成型,且只需要一次顶出,结构简单,成本降低。
51.其中,高度调节块101通过螺钉103固定于一射母模板1。这样的方式便于高度调节块101与一射母模板1的拆卸,进而便于更换不同高度的高度调节块101。
52.请参阅图5,图5绘示了本发明一种双射模公模弹跳机构的一射模具的合模状态的第三剖视图。其中,这种双射模公模弹跳机构还包括顶出板701和顶针702,顶出板701位于弹跳板501的下方。
53.顶针702垂直于公模板3,顶针702可滑动的穿设于公模板3和弹跳板501,顶针702的下端与顶出板701固定连接。
54.请结合参阅图8,图8绘示了本发明一种双射模公模弹跳机构的二射模具的开模状态的剖视图。当二射母模板2和公模板3开模后,成型机的顶杆(图中未示出)将顶出板701向上顶升,并带动顶针702向上顶升以顶出产品9。
55.其中,请参阅图3,这种双射模公模弹跳机构还包括回位弹簧801和第二回位销
802。
56.第二回位销802垂直于顶出板701,第二回位销802可滑动的穿设于弹跳板501和公模板3。
57.回位弹簧801套设于第二回位销802,回位弹簧801的上端抵顶于公模板3,回位弹簧801的下端抵顶于顶出板701。
58.请参阅图3和图7,当顶杆退回后,在回位弹簧801的抵顶下能够驱动顶出板701回位,当一射母模板1或者二射母模板2与公模板3合模的时候,一射母模板1或者二射母模板2能够抵顶于第二回位销802的上端将其下压,进而带动顶出板701下移回位。
59.需指出的是,本发明不限于上述实施方式,任何熟悉本专业的技术人员基于本发明技术方案对上述实施例所作的任何简单修改、等同变化与修饰,都落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。