1.本发明总体上涉及压力容器制造技术领域,更具体地,本发明涉及一种嵌入式接管结构及其组焊方法。
背景技术:
2.嵌入式接管是一种对压力容器上开孔的整体补强。嵌入式接管通常采用对接接头且圆角过渡,其应力集中系数小、抗疲劳性能好且便于无损检测,因此常用于高温高压厚壁压力容器的开孔补强。但嵌入式接管与壳体组对精度要求较高,组对后错边量及法兰密封面的平面度要求高,部分设备同一标高上每两个正对接管要求组对后同轴度小于等于1 mm。由于接管及开孔存在一定的马鞍量、组对误差及焊接变形等原因,现有技术很难保证以上要求。
3.因此,如何提供一种能够保障组对和焊后错边量以及法兰平面度等公差精度的嵌入式接管结构和焊接方法是本领域技术人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本发明提供了一种嵌入式接管结构,该结构能够保障接管与壳体组对和焊接后的焊缝错边量处于规定范围以内,并满足焊接完成后法兰密封面的平面度要求。
5.本发明提供了一种嵌入式接管结构,包括:接管和壳体;接管竖直放置,壳体位于接管下方并且壳体开设有与接管连通的孔;接管在其靠近壳体的部分具有接管侧坡口,接管侧坡口的底部外周具有凹陷;壳体在其开设孔的部分具有开孔侧坡口,开孔侧坡口以上端远离孔的中心且下端接近孔的中心的方向倾斜,并且开孔侧坡口的底部具有与凹陷相匹配的凸台,开孔侧坡口的倾斜部分与凸台的上表面之间具有圆角过渡。
6.可选地,凹陷陷入接管侧坡口中心方向的深度d1可为约3 mm至约5 mm,凹陷在竖直方向的高度d2可为约5 mm至约8 mm,圆角的半径r可为约8 mm至约10 mm,接管侧坡口与圆角的起弧部分之间的最短距离d3可为约8 mm至约12 mm,开孔侧坡口的倾斜部分与接管侧坡口之间的角度θ可为约10
°
至约13
°
。
7.可选地,d1可为约3 mm,d2可为约5 mm,r可为约8 mm,d3可为约8 mm,θ可为约10
°
。
8.可选地,接管侧坡口和开孔侧坡口是机加工形成的。
9.可选地,壳体是筒体或封头。
10.本发明还提供了一种应用于上述嵌入式接管结构的组焊方法,包括以下步骤:将接管安置在壳体上,使得凹陷与凸台相配合;从接管和壳体的外侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的外侧直角焊缝;从接管和壳体的外侧,采用埋弧焊将接管与壳体焊牢;以及从接管和壳体的内侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的内侧焊缝。
11.可选地,使用马鞍形埋弧自动焊机执行埋弧焊。
12.可选地,每次焊接步骤之后还包括清根步骤。
13.与现有技术相比,本发明所提供的嵌入式接管结构具有以下有益效果:(1)在整体结构方面,本发明所提供的嵌入式接管结构在接管侧坡口和壳体开孔侧坡口处分别具有凹陷和凸台结构,在焊接前组对时能够先将接管放置在壳体上使得凹陷与凸台相配合,从而使接管与壳体根部卡死而无法平移,进而保障了组对精度、管孔同轴度和法兰密封面的平面度;(2)在坡口的各项尺寸设置方面,本发明所提供的嵌入式接管结构在保证凹陷与凸台能够稳定结合的同时使凹陷的尺寸较小,从而在焊接时能够将其完全焊透;接管侧坡口和壳体开孔侧坡口之间较小的角度以及圆角的尺寸设定使得整个坡口深而窄,在保障焊接质量的同时使整体焊接填充量最小化;(3)在焊接工艺方面,本发明所提供的嵌入式接管阻焊方法采取三个焊接步骤,先采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的外侧直角焊缝以进行打底,然后采用埋弧焊将接管与壳体焊牢,最后采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的内侧焊缝以进行补充,在防止焊接出现缺陷的同时保障了焊接的牢固性。
附图说明
14.为了更清楚地说明本发明的技术方案,将根据以下附图进一步说明和描述本发明的实施方式,这些附图仅用于更方便和具体地描述本发明的实施方式而不是对本发明的限制。
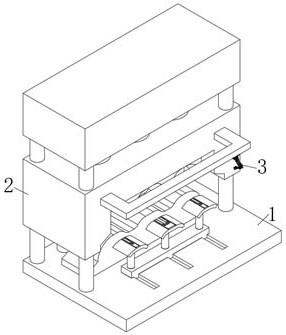
15.图1是根据本发明的一个示例性实施方式所提供的嵌入式接管结构的示意图。
16.图2是根据本发明的一个示例性实施方式所提供的嵌入式接管结构的焊接节点详细视图。
17.图3是根据本发明的一个示例性实施方式所提供的嵌入式接管焊接方法的流程图。
18.图中:1是接管,2是壳体;d1是凹陷陷入接管侧坡口中心方向的深度,d2是凹陷在竖直方向的高度,d3是接管侧坡口与圆角的起弧部分之间的最短距离,r是圆角的半径,θ是开孔侧坡口的倾斜部分与接管侧坡口之间的角度。
具体实施方式
19.本发明提供了一种嵌入式接管结构,该结构能够保障接管与壳体组对和焊接后的焊缝错边量处于规定范围以内,并满足焊接完成后法兰密封面的平面度要求。
20.在本发明的一个优选实施方式中,提供了一种嵌入式接管结构,例如参考图1。图1是根据本发明的一个示例性实施方式所提供的嵌入式接管结构的示意图,如图1所示,该嵌入式接管结构包括接管1和壳体2,其中接管1竖直放置,壳体2位于接管1下方并且壳体2开设有与接管1连通的孔。接管1与壳体2之间的焊接节点形式可参考图2。图2是根据本发明的一个示例性实施方式所提供的嵌入式接管结构的焊接节点i的详细视图,如图2所示,接管1在其靠近壳体2的部分具有接管侧坡口,接管侧坡口的底部外周具有凹陷;壳体2在其开设孔的部分具有开孔侧坡口,开孔侧坡口以上端远离孔的中心且下端接近孔的中心的方向倾斜,并且开孔侧坡口的底部具有与凹陷相匹配的凸台,开孔侧坡口的倾斜部分与凸台的上表面之间具有圆角过渡。在接管1与壳体2的组对和焊接过程中,如何在保证接管1与壳体2开孔同轴的同时保证接管侧法兰密封面的平面度是本领域技术人员经常面临的难题。为
此,本发明提供了一种预装配式结构,通过在接管侧坡口和壳体开孔侧坡口处分别设置凹陷和凸台结构,使得在焊接前组对时能够先将接管1放置在壳体2上使得凹陷与凸台相配合,之后再通过焊接将接管1与壳体2焊牢。凹陷与凸台结合后,接管1与壳体2根部卡死而无法平移,因此在后续的焊接过程中无需再使用额外的固定装置或执行固定步骤。凹陷和凸台可通过机加工(例如,镗铣床机加工)形成以保障尺寸精度,进而保障组对和焊接的精度、管孔同轴度和法兰密封面的平面度。
21.在本发明的一个优选实施方式中,凹陷的整体尺寸应在满足其期望功能(即,凹陷与凸台的结合可以将接管1稳定地放置在壳体开孔处而无法平移)的基础上尽可能减小,以便在焊接时能够完全焊透。优选地,凹陷陷入接管侧坡口中心方向的深度d1可为约3 mm至约5 mm,凹陷在竖直方向的高度d2可为约5 mm至约8 mm;更优选地,d1可为约3 mm,d2可为约5 mm。开孔侧坡口的整体尺寸窄而深,圆角的半径r优选可为约8 mm至约10 mm,更优选可为约8 mm,接管侧坡口与圆角的起弧部分之间的最短距离d3优选可为约8 mm至约12 mm,更优选可为约8 mm,以便为埋弧焊接工序提供可保证焊接质量的最小尺寸;开孔侧坡口的倾斜部分与接管侧坡口之间的角度θ优选可为约10
°
至约13
°
,更优选可为约10
°
,以便在随后的埋弧焊接工序中减少填充量以节省材料。如本文所用,术语“约”是指在所述尺寸、角度或其他值的
±
10%以内,并且更优选在所述值的
±
5%以内。应当注意的是,由于接管1嵌入在壳体2中,接管侧坡口和开孔侧坡口的上下两端均具有与筒体开孔处一致的弧度。相应地,接管侧坡口底部外周的凹陷也将在接管1径向方向具有不同的高度。本文所描述的凹陷在竖直方向的高度d2是指凹陷的最小高度,即凹陷最内侧的高度;而凹陷最外侧的高度可根据凹陷的深度d1和壳体开孔处的弧度容易地得出。本文所描述的接管侧坡口与圆角的起弧部分之间的最短距离d3也可以描述为接管1与壳体2之间的直角焊缝距圆角的起弧部分之间的距离。接管侧坡口和开孔侧坡口可通过机加工形成,通过合理地设置接管侧坡口和壳体开孔侧坡口的各项尺寸,可以使得工件易于制造的同时节省材料。
22.在本发明的一个优选实施方式中,壳体2是筒体或封头。当壳体2为筒体且接管1嵌入筒体一侧时,筒体上开设的孔应当呈马鞍形;而当壳体2为封头且接管1嵌入封头一端时,封头上开设的孔应当呈圆形。本领域技术人员应当理解,尽管当接管1所嵌位置不同时接管侧坡口和壳体开孔侧坡口会因开孔形状而具有不同的形状,但接管侧坡口与开孔侧坡口之间的焊接节点形式均可采用本发明所提供的焊接节点形式。
23.本发明还提供了一种应用于上述嵌入式接管结构的组焊方法,例如参考图3。图3是根据本发明的一个示例性实施方式所提供的嵌入式接管焊接方法300的流程图,如图3所示,该方法300包括:在框301,将接管1安置在壳体2上,使得凹陷与凸台相配合;在框302,从接1管和壳体2的外侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的外侧直角焊缝;在框303,从接管1和壳体2的外侧,采用埋弧焊将接管1与壳体2焊牢;以及在框304,从接管1和壳体2的内侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的内侧焊缝。经过框301后,接管1与壳体2已处于相对固定的组对状态,并且组对的错边量和接管法兰平面度主要取决于接管1与壳体2的坡口加工精度,而接管1和壳体2又可以通过机加工形成以避免人工误差,从而有效地提高了整体上的精度。在框302,从接管1和壳体2的外侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的外侧直角焊缝。在进一步固定接管1与壳体2的同时防止在随后的埋弧焊过程中可能出现的根部未熔合缺陷,减少了清根深度。在框303,从
接管1和壳体2的外侧,采用埋弧焊将接管1与壳体2焊牢。优选地,可以使用马鞍形埋弧自动焊机执行埋弧焊。如上述实施方式中所述,当壳体2是筒体或封头(分别对应圆形开孔和马鞍形开孔)时,应当根据开孔形状设定不同的焊接程序。在框304,从接管1和壳体2的内侧,采用焊条电弧焊焊接接管侧坡口与开孔侧坡口之间的内侧焊缝。从外侧经过埋弧焊将接管1与壳体2焊牢后,可对接管1与壳体2的内侧焊缝进行焊接以完善焊接结构。在本发明的一个优选实施方式中,每次焊接步骤之后还包括清根步骤,以便清除每次焊接后焊缝根部背部可能产生的缺陷。应当理解的是,本领域技术人员也可以使用其他焊接方法对本发明提供的嵌入式接管结构进行焊接,但本发明所提供的组焊方法是根据该结构设计的,其尤其适用于本发明提供的嵌入式接管结构。
24.在本文所提供的实施方式中提供了大量具体示例,应当理解这些示例仅是为了对本发明的实施方式进行详细的阐述而并非对本发明的限制。本发明中的实施方式可以在没有这些具体示例的情况下实践。在一些实施方式中并未详细示出本领域技术人员所公知的结构和/或技术,以便不模糊对本发明的理解。
25.尽管本文中已经示出并描述了本发明的优选实施方式,但对于本领域技术人员容易理解的是,这些实施方式仅以示例的方式提供。本领域技术人员在不脱离本发明的情况下现将会想到多种变化、改变和替代。应当理解,本文中描述的本发明实施方式的各种替代方式任选地用于实施本发明。旨在通过权利要求限定本发明的范围,并由此涵盖这些权利要求范围内的结构及其等同物。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。