1.本技术涉及充电领域,特别涉及一种电池单元及充电站。
背景技术:
2.共享充电宝是指企业提供的充电租赁设备,用户使用移动设备扫描设备屏幕上的二维码交付押金,即可租借一个充电宝,充电宝成功归还后,押金可随时提现并退回账户。现有的共享充电宝在借出前,大多存放在共享充电宝机柜(又称充电站),这类机柜具有对共享充电宝进行保护和充电的功能。
3.目前市场上存在的共享充电宝多用于手机充电,用于对其他设备(例如电动工具类)充电的共享充电装置鲜有公开。
技术实现要素:
4.本技术的一个目的在于提供一种具有电池包防脱功能的电池单元。
5.本技术的另一个目的在于提供一种具有上述电池单元的充电站。
6.为达到以上目的,本技术采用的技术方案为:
7.一种电池单元,包括电池仓和电池包,所述电池仓内界定一容纳腔,所述电池包可拆卸地安装在所述容纳腔内,所述电池仓内设置有弹出组件和防脱组件,所述弹出组件适用于驱动所述电池包沿着所述容纳腔轴向从内向外运动,所述防脱组件适于锁定所述弹出组件对所述电池包的最大弹出距离,且沿轴向的外力适于解锁所述防脱组件,并驱动所述电池包进出所述容纳腔。
8.用于其他设备(例如电工工具类)充电的共享充电装置,其电池包的大小和形状与普通的用于手机充电的电池包有很大的不同,一般用于其他设备的电池包,为保证较大的电池容量,其长度较长,横截面积较小,在需要取出电池包时,如果弹出组件的驱动力不够,电池包弹出距离不够,难以取出;弹出组件的驱动力过大时,电池包弹出距离过大,容易摔落至地面,影响电池包的使用寿命,造成安全隐患。
9.当电池包充完电后,需要取出电池包时,使用弹出组件弹出电池包,并使用防脱组件防止电池包弹出的距离过大,速度过快,防止电池包掉出所述充电站而摔落到地上。电池包摔落非常危险,容易造成电池包变形、磨损甚至热失效,导致火灾等安全隐患。
10.使用弹出组件驱动电池包沿着容纳腔轴向从内向外运动,可以减少充电站使用的驱动组件数量并优化驱动组件的结构,相较于使用电机推动等方案,结构更加简单,成本更加低,体积更加小。
11.在实际使用过程中,利用弹出组件驱动电池包沿着容纳腔从内向外运动至防脱组件抵触限位凹槽,此时受到电池包受到防脱组件的作用无法继续向外运动,因此避免了其直接掉出容纳腔,接着继续拉动电池包,使防脱组件再次发生弹性变形,从而使防脱组件再次逐渐与限位凹槽脱离,使得电池包完全脱离容纳腔,在二次拉动电池包的过程中,通常使用人工拉动的方法,更加节省成本。
12.进一步优选,所述防脱组件凸起设置于所述容纳腔内,所述电池包的外壁上设置有与所述防脱组件匹配的限位凹槽;当外力推动所述电池包进入所述容纳腔内时,所述电池包外壁抵触所述防脱组件并迫使所述防脱组件发生弹性形变;当需要取出所述电池包时,所述弹出组件驱动所述电池包沿着所述容纳腔轴向从内向外运动,当所述电池包运动至所述防脱组件抵触所述限位凹槽时,所述防脱组件恢复弹性形变,所述电池包停止运动,沿轴向的外力继续拉动所述电池包,所述防脱组件再次出现弹性形变,所述防脱组件逐渐与所述限位凹槽脱离,所述电池包脱离所述容纳腔。
13.进一步优选,所述容纳腔的底部设置有让位腔,所述让位腔连通所述容纳腔,所述防脱组件包括安装段和限位部,所述安装段的头部连接在所述电池仓上,所述安装段的尾部沿轴向侵入所述让位腔,所述安装段的尾部向所述容纳腔内突出设置所述限位部;
14.当所述电池包安装在所述容纳腔内时,所述限位部抵触所述电池包的外壁,所述安装段发生弹性形变;当需要取出所述电池包时,所述弹出组件驱动所述电池包运动,当所述电池包运动至所述限位部抵触所述限位凹槽时,所述安装段恢复弹性形变,所述电池包停止运动,继续拉动电池包,所述安装段再次出现弹性形变,所述限位部与所述限位凹槽脱离,所述电池包脱离所述容纳腔。
15.另一种优选,所述限位部上的左侧设置有第一斜面,所述第一斜面适于限制所述电池包的运动;当所述电池包沿着所述容纳腔轴向从内向外运动时,所述电池包运动至所述第一斜面抵触所述限位凹槽的左侧内壁时,所述电池包停止运动;所述第一斜面与所述限位部的底面之间的夹角为α,α的大小满足30
°
<α<60
°
。
16.第一斜面有两个作用,其一是限位功能,即当电池包沿着容纳腔轴向从内向外运动时,电池包运动至第一斜面抵触限位凹槽的左侧内壁时,电池包受到第一斜面的作用,而停止运动;其二是当电池包停止运动时,通过拉动电池包,可以缓慢将电池包从容纳腔中拉出,限位凹槽与第一斜面缓慢脱离,在实际使用过程中,α的角度不能过大,过大会导致限位凹槽与第一斜面卡死,使拉动电池包的过程中,限位凹槽与第一斜面无法脱离,造成电池包无法进一步取出;α的角度不能过小,过小会导致第一斜面无法限制电池包的轴向运动,造成电池包摔落。
17.进一步优选,所述限位部的右侧设置有第二斜面,当所述电池包沿着所述容纳腔轴向从外向内运动时,所述电池包运动至所述第二斜面抵触所述限位凹槽的右侧内壁时,所述第二斜面适于在所述电池包的作用下推动所述安装段的尾部向下运动并发生弹性变形;所述第二斜面与所述限位部的底面之间的夹角为β,β的大小满足30
°
<β<60
°
。
18.第二斜面与限位凹槽的右侧内壁接触,第二斜面可以引导电池包推动安装段的尾部向下运动并发生弹性形变,第二斜面与限位部的底面之间的夹角β不易过大也不易过小,夹角β过大会导致电池包推动安装段尾部时造成安装段尾部突然变形,造成安装段容易断裂,并且夹角β过大,会导致电池包向内进入容纳腔的过程中,受到第二斜面与限位凹槽右侧内壁的作用力过大,导致电池包难以向内运动;夹角β过小为导致限位部的大小过小,限位部在重复使用过程中容易出现断裂。
19.另一种优选,所述电池仓的底部设置有锁止组件,所述锁止组件上可活动地设置有锁止卡扣,当所述电池包沿着所述容纳腔轴向从外向内运动至极限位置时,驱动单元驱动所述锁止卡扣向上运动,所述锁止卡扣抵触所述限位凹槽,所述锁止卡扣适于限制所述
电池包继续轴向运动;当需要取出所述电池包时,所述驱动单元驱动所述锁止卡扣向下运动并脱离所述限位凹槽,所述电池包在所述弹出组件的作用下沿着所述容纳腔轴向从内向外运动。
20.进一步优选,所述锁止卡扣上设置有转动轴,所述锁止卡扣通过所述转动轴与所述锁止组件可转动地连接;所述锁止组件还包括锁止凸轮,驱动单元适于驱动所述锁止凸轮转动,所述锁止凸轮沿上下方向抵触所述锁止卡扣,并驱动所述锁止卡扣转动。
21.另一种优选,所述锁止卡扣上沿前后方向贯通地设置有锁止孔,所述锁止组件上设置有所述锁止孔匹配的锁止凸起,所述锁止凸起适于与所述锁止孔配合并限制所述锁止卡扣的最大转动角度。
22.另一种优选,所述电池仓的尾部的轴向贯穿设置有弹出孔,所述弹出组件包括弹出底座、弹出套和弹簧,所述弹出底座连接在所述电池仓的尾部,所述弹出底座套设在所述弹出套的外部,所述弹出套可穿过所述弹出孔,所述弹簧的一端连接在所述弹出底座上,所述弹簧的另一端连接在所述弹出套上,所述弹簧适于驱动所述弹出套沿着所述弹出底座的轴向穿过所述弹出孔运动,所述弹出套适于驱动所述电池包沿所述容纳腔轴向向外运动。
23.进一步优选,所述弹出底座和所述弹出套的内壁共同界定一弹簧容纳腔,所述弹簧设置在所述弹簧容纳腔内。
24.进一步优选,所述弹出底座与所述电池仓可拆卸地连接,所述弹出底座内沿轴向设置有弹出套容纳腔,所述弹出套设置在所述弹出套容纳腔内,所述弹出套的尾部径向向外突出设置有弹出套限位部,所述电池仓尾部的基面向所述弹出套容纳腔内延伸出所述弹出限位部,所述弹出孔沿轴向贯穿所述弹出限位部与所述电池仓,当所述弹出套运动至极限位置时,所述弹出套限位部抵触所述弹出限位部,所述弹出限位部适于与所述弹出套限位部配合并限制所述弹出套的最大运动距离。
25.进一步优选,所述电池包通过插件座充电,所述插件座的针脚长度为d1,当所述电池包安装在所述容纳腔内时,所述限位部与所述限位凹槽之间距离为d2,d1<d2。
26.进一步优选,所述弹簧被压缩后的长度为h1,所述弹出限位部抵触所述弹出套限位部时,所述弹簧的长度为h2,弹簧最大形变量d3=h2-h1,d3<d2。
27.一种充电站,包括多个电池单元。
28.由于无线电动工具无需使用电线连接电动工具,在工厂复杂的工况下,可以减少车间内的电线数量,并且可以不受电线长度、电线插线板位置的限制,方便在位置完成所需要的工序。因此电动工具在工厂内的用量越来越大,此时对无线电动工具的电池包的统一管理非常有必要,如果不做统一管理,用尽电量的电池包要么停产等待充电;要么分布在工厂各个充电插口处进行充电,充电过程涉及到电池热管理,如果处理不当容易出现安全隐患。
29.而统一管理的充电站内分布多个电池单元,可以对电池热管理做统一部署,并且可以加装漏电保护器、过载保护器等安全措施,减少充电过程的安全隐患,使工厂在使用这些电动工具的过程中更加放心。
30.由于用于其他用途的充电站(比如充电工具),其电池包较小,长度较长,如果采用普通的常用手机充电宝的安装方式,充电站上的充电宝设置过于密集,在充电的过程中容易造成安全隐患,并且多个密集排列的充电单元其装配难度过大,装配耗时长,容易增加安
装成本;并且外观差,不利于后续的销售使用。
31.进一步优选,所述充电站包括柜体,所述柜体上设置有至少一个充电模块,每个所述充电模块上均设置有多个电池单元,多个所述电池单元共享一分控组件。
32.进一步优选,所述电池单元的数量为二个或二的整数倍,且多个所述电池单元规则分布。
33.进一步优选,所述电池单元的数目为四个,四个所述电池单元呈两排两列对称分布;所述分控组件嵌合于两列所述电池单元之间并横跨两排所述电池单元。
34.进一步优选,同一列的两个所述电池单元内设置的所述电池仓一体成型。
35.进一步优选,所述电池仓内设置有两个所述容纳腔,所述电池包可拆卸地安装在所述容纳腔内,所述电池仓的中部设置有让位部,所述分控组件安装在所述让位部内。
36.进一步优选,所述电池仓的背部设置有第一安装孔,所述第一安装孔适于连接所述电池仓与所述充电模块,所述电池仓的前部设置有第二安装孔,所述第二安装孔适于连接所述电池仓与所述柜体的前侧。
37.进一步优选,所述分控组件包括线路板和指示灯,所述指示灯具有多个并延伸至每个所述电池单元。
38.进一步优选,所述柜体内还设置有总控组件,所述总控组件连接每个所述充电模块。
39.另一种优选,所述充电模块具有三个,两个所述充电模块横向布置并位于所述柜体左侧或右侧,对应的另一所述充电模块纵向布置并位于所述柜体右侧或左侧;所述柜体上还设置有人机交互模块,所述人机交互模块布置于另一所述充电模块同侧。
40.进一步优选,所述柜体前侧设置有面板,所述柜体后侧设置有底板,所述面板上设置有分隔多个所述充电模块和所述人机交互模块的区块标识,所述底板上开设有散热孔,所述底板上还设置有电源开关和电源线。
41.与现有技术相比,本技术的有益效果在于:
42.(1)在电池仓内设置弹出组件,方便需要取用时,弹出电池包,方便电池包的取出;设置防脱组件,方便当电池包弹出时,限制电池包继续运动,防止其摔落至地面,造成电池包变形、损坏甚至热失控,增加电池单元的使用寿命;
43.(2)在充电站内设置多个电池单元,方便集中充电、集中管理,并可以统一设置保护器如漏电保护器或过载保护器,有利于满足工厂的使用环境,避免零散充电,或者分别放置在不同位置,造成安全隐患;所述充电站的体积较小,并且分模块设置,由电池仓组成电池单元,由电池单元组成充电站,方便根据需要选择不同数量的电池仓和电池单元,实现不同数量的电池包的统一充电,减少了需要开设的模具,提高了生产的一致性,并且充分考虑了散热性能的情况下,尽可能降低了充电站的体积,使重心尽可能靠下,减少充电站倾覆的可能性,避免造成安全隐患。
附图说明
44.图1为本技术的充电站的一种实施例的示意图,展示了充电站的布局;
45.图2为本技术的充电站的一种实施例的背面轴测图,展示了开关;
46.图3为本技术的充电站的一种实施例的爆炸图,展示了面板、柜体和底板;
47.图4为本技术的充电站的一种实施例的另一个方向的爆炸图,展示了散热翅板;
48.图5为本技术的充电站的一种实施例的充电模块的示意图;
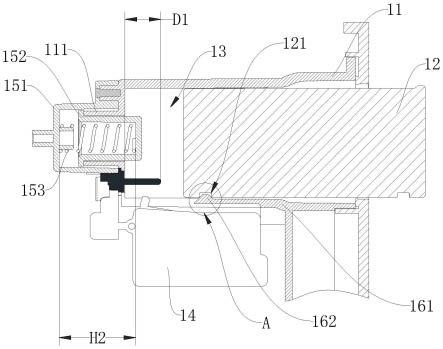
49.图6为本技术的充电站的一种实施例的电池单元的剖视图,展示了防脱组件,此时防脱组件与限位凹槽抵触;
50.图7为本技术的充电站的一种实施例的电池单元的剖视图,此时锁止组件与限位凹槽抵触;
51.图8为本技术的充电站的一种实施例a位置的局部放大图,展示了第一斜面和第二斜面;
52.图9为本技术的充电站的一种实施例的电池仓的轴测图,展示了弹出孔;
53.图10为本技术的充电站的一种实施例的电池仓另一个方向的轴测图,展示了让位腔和容纳腔;
54.图11为本技术的充电站的一种实施例的弹出底座的示意图;
55.图12为本技术的充电站的一种实施例的锁止组件的示意图,展示了锁止指示槽;
56.图13为本技术的充电站的一种实施例的锁止组件的示意图,其中去除了一半锁止柜体;
57.图14为本技术的充电站的一种实施例的锁止卡扣的示意图,展示了锁止凸轮和锁止卡扣;
58.图15为本技术的充电站的一种实施例的锁止组件的正视图;
59.图16为本技术的充电站的一种实施例的锁止卡扣的运动原理图,此时锁止卡扣向上运动;
60.图17为本技术的充电站的一种实施例的锁止卡扣的运动原理图,此时锁止卡扣向下运动。
61.图中:1、电池单元;11、电池仓;111、弹出限位部;112、弹出孔;113、第一安装孔;114、第二安装孔;115、让位部;12、电池包;121、限位凹槽;13、容纳腔;131、让位腔;14、锁止组件;141、锁止卡扣;1411、锁止腔;1412、转动轴;1413、锁止孔;1414、锁止指示部;143、锁止凸起;144、第一锁止限位部;145、第二锁止限位部;146、锁止指示槽;147、锁止柜体;15、弹出组件;151、弹出底座;1511、弹出套容纳腔;152、弹出套;1521、弹簧容纳腔;1522、弹出套限位部;153、弹簧;16、防脱组件;161、安装段;162、限位部;1621、第一斜面;1622、第二斜面;2、散热翅板;3、柜体;4、面板;5、底板;51、散热孔;52、开关;100、驱动单元;200、插件座;201、针脚;300、分控组件;301、线路板;302、指示灯;400、总控组件;500、人机交互模块;1000、充电模块。
具体实施方式
62.下面,结合具体实施方式,对本技术做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
63.在本技术的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本技术和简化描述,而不是指示或暗示所指的装置或元件必须
具有特定的方位、以特定方位构造和操作,不能理解为限制本技术的具体保护范围。
64.需要说明的是,本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
65.本技术的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
66.充电站可用于给电池包12充电,电池包12包括共享充电宝、电动工具电池包等,但在实际实用中,对于电池包12容量较大,长度较长的情况,现有的充电站在取出电池包12的过程中容易出现电池包12使用寿命短、易损坏等问题,究其原因,主要是由于电池包12弹出充电站后容易摔落至地面造成安全隐患。
67.由于无线电动工具无需使用电线连接电动工具,在工厂复杂的工况下,可以减少车间内的电线数量,并且可以不受电线长度、电线插线板位置的限制,方便在位置完成所需要的工序。因此电动工具在工厂内的用量越来越大,此时对无线电动工具的电池包12的统一管理非常有必要,如果不做统一管理,用尽电量的电池包12要么停产等待充电;要么分布在工厂各个充电插口处进行充电,充电过程涉及到电池热管理,如果处理不当容易出现安全隐患。
68.并且,在实际使用过程中发现,现有的电池包12使用寿命较低,容易损坏,仔细研究发现,电池包12从充电站取出的过程,电池包12的速度较快,容易掉落至底面,造成电池包12损坏,更严重的可能引发热失效,造成火灾等严重后果;因此发明人发现需要开发一种具有防跌落功能的充电站,以提高电池包12的使用寿命。
69.据此本技术的发明人开发了一种充电站,其一种实施例,如图1至图17所示,充电站内安装有多个电池单元1;电池单元1包括电池仓11和电池包12,电池仓11内界定一容纳腔13,电池包12安装在容纳腔13内,电池仓11包括弹出组件15和防脱组件16,弹出组件15适用于驱动电池包12沿着容纳腔13轴向从内向外运动,电池仓11向容纳腔13内突出设置防脱组件16,电池包12的外壁上设置有与防脱组件16匹配的限位凹槽121;
70.当推动电池包12进入容纳腔13内进行充电时,防脱组件16发生弹性形变,防脱组件16抵触电池包12的外壁;当需要取出电池包12时,弹出组件15驱动电池包12沿着容纳腔13轴向从内向外运动,当电池包12运动至防脱组件16抵触限位凹槽121时,防脱组件16恢复弹性形变,电池包12停止运动,继续拉动电池包12,防脱组件16再次出现弹性形变,防脱组件16逐渐与限位凹槽121脱离,电池包12脱离容纳腔13。
71.在这个具体的实施例中,如图6和图7所示,图7展示了电池包12安装在容纳腔13内进行充电时,防脱组件16抵触电池包12的外壁,此时防脱组件16发生弹性形变,图6展示了使用弹出组件15弹出电池包12向外运动时,防脱组件16抵触限位凹槽121,此时电池包12无法继续运动,需要进一步拉动电池包12,使防脱组件16逐渐与限位凹槽121分离。
72.统一管理的充电站内分布多个电池单元1,可以对电池热管理做统一部署,并且可以加装漏电保护器、过载保护器等安全措施,减少充电过程的安全隐患,使工厂在使用这些电动工具的过程中更加放心,并且安全隐患更小。
73.当电池包12充完电后,需要取出电池包12时,使用弹出组件15弹出电池包12,并使
用防脱组件16放置电池包12弹出的距离过大,速度过快,防止电池包12掉出充电站而摔落到地上。电池包12摔落非常危险,容易造成电池包12变形、磨损甚至热失效,导致火灾等安全隐患。
74.使用弹出组件15驱动电池包12沿着容纳腔13轴向从内向外运动,可以减少充电站使用的驱动组件数量并优化驱动组件的结构,相较于使用电机推动等方案,结构更加简单,成本更加低,体积更加小。
75.在实际使用过程中,利用弹出组件15驱动电池包12沿着容纳腔13从内向外运动至防脱组件16抵触限位凹槽121,此时受到电池包12受到防脱组件16的作用无法继续向外运动,因此避免了其直接掉出容纳腔13,接着继续拉动电池包12,使防脱组件16再次发生弹性变形,从而使防脱组件16再次逐渐与限位凹槽121脱离,使得电池包12完全脱离容纳腔13,在二次拉动电池包12的过程中,通常使用人工拉动的方法,更加节省成本。
76.进一步优选,如图6、图7和图10所示,容纳腔13的底部设置有让位腔131,让位腔131连通容纳腔13,防脱组件16包括安装段161和限位部162,安装段161的头部连接在电池仓11上,安装段161的尾部沿轴向侵入让位腔131,安装段161的尾部向容纳腔13内突出设置限位部162;
77.当电池包12安装在容纳腔13内时,限位部162抵触电池包12的外壁,安装段161发生弹性形变;当需要取出电池包12时,弹出组件15驱动电池包12运动,当电池包12运动至限位部162抵触限位凹槽121时,安装段161恢复弹性形变,电池包12停止运动,继续拉动电池包12,安装段161再次出现弹性形变,限位部162与限位凹槽121脱离,电池包12脱离容纳腔13。
78.可以发生弹性形变的防脱组件16有多种不同的形式,但考虑到成本、使用效果及耐用性,优选在容纳腔13的底部设置让位腔131,并使现为组件16的尾部侵入让位腔131,可以其起到节约材料成本、优化结构布置的效果,并且在防脱组件16上分别设置安装段161和限位部162,其中安装段161发生弹性形变,限位部162适用于限制限位凹槽121的运动,这种设置方法,相较于使用弹簧等作为防脱组件的方法,可以减少零部件的使用数量,使得装配更加简便,并且发生弹性形变和限位功能位于防脱组件16的不同位置,减少了其受到的作用力,从而减少了其断裂失效的可能性。
79.另一种优选,如图8所示,限位部162上的左侧设置有第一斜面1621,第一斜面1621适于限制电池包12的运动;当电池包12沿着容纳腔13轴向从内向外运动时,电池包12运动至第一斜面1621抵触限位凹槽121的左侧内壁时,电池包12停止运动;第一斜面1621与限位部162的底面之间的夹角为α,α的大小满足30
°
<α<60
°
。
80.第一斜面1621有两个作用,其一是限位功能,即当电池包12沿着容纳腔13轴向从内向外运动时,电池包12运动至第一斜面1621抵触限位凹槽121的左侧内壁时,电池包12受到第一斜面1621的作用,而停止运动;其二是当电池包12停止运动时,通过拉动电池包12,可以缓慢将电池包12从容纳腔13中拉出,限位凹槽121与第一斜面1621缓慢脱离,在实际使用过程中,α的角度不能过大,过大会导致限位凹槽121与第一斜面1621卡死,使拉动电池包12的过程中,限位凹槽121与第一斜面1621无法脱离,造成电池包12无法进一步取出;α的角度不能过小,过小会导致第一斜面1621无法限制电池包12的轴向运动,造成电池包12摔落。在这个具体的实施例中,α的角度为45
°
。
81.进一步优选,如图8所示,限位部162的右侧设置有第二斜面1622,当电池包12沿着容纳腔13轴向从外向内运动时,电池包12运动至第二斜面1622抵触限位凹槽121的右侧内壁时,第二斜面1622适于在电池包12的作用下推动安装段161的尾部向下运动并发生弹性变形;第二斜面1622与限位部162的底面之间的夹角为β,β的大小满足30
°
<β<60
°
。
82.第二斜面1622与限位凹槽121的右侧内壁接触,第二斜面1622可以引导电池包12推动安装段161的尾部向下运动并发生弹性形变,第二斜面1622与限位部162的底面之间的夹角β不宜过大也不宜过小,夹角β过大会导致电池包12推动安装段161尾部时造成安装段161尾部突然变形,造成安装段161容易断裂,并且夹角β过大,会导致电池包12向内进入容纳腔13的过程中,受到第二斜面1622与限位凹槽121右侧内壁的作用力过大,导致电池包12难以继续向内运动,无法完成安装电池包12的工作;夹角β过小为导致限位部162的大小过小,限位部162在重复使用过程中容易出现断裂。
83.另一种优选,如图6和图7所示,电池仓11的底部设置有锁止组件14,锁止组件14上可活动地设置有锁止卡扣141,当电池包12沿着容纳腔13轴向从外向内运动至极限位置时,驱动单元100驱动锁止卡扣141向上运动,锁止卡扣141抵触限位凹槽121,锁止卡扣141适于限制电池包12继续轴向运动;当需要取出电池包12时,驱动单元100驱动锁止卡扣141向下运动并脱离限位凹槽121,电池包12在弹出组件15的作用下沿着容纳腔13轴向从内向外运动。
84.使用锁止卡扣141锁止电池包12,可以防止在充电状态下,电池包12从容纳腔13中脱离,或者在运输或者搬运过程中,电池包12突然从容纳腔13中脱离,造成安全隐患。并且锁止卡扣141和限位部162共用一个限位凹槽121,当电池包12位于容纳腔13内处于充电状态时,锁止卡扣141配合限位凹槽121,实现电池包12的固定;当需要取出时,释放锁止卡扣141,电池包12在弹出组件15的作用下,向外弹出,直到限位部162抵触限位凹槽121,电池包12停止向外运动,防止其突然摔落,造成用电危险甚至火灾。
85.进一步优选,如图13、图14和图16、图17所示,锁止卡扣141上设置有转动轴1412,锁止卡扣141通过转动轴1412与锁止组件14可转动地连接;锁止组件14还包括锁止凸轮142,驱动单元100适于驱动锁止凸轮142转动,锁止凸轮142沿上下方向抵触锁止卡扣141,并驱动锁止卡扣141转动。
86.在这个具体的实施例中,锁止组件14还包括锁止柜体147,其中图13展示了去除了一半锁止柜体147的锁止组件14,其中转动轴1412与锁止柜体147可转动地连接,锁止卡扣141上还设置有锁止腔1411,锁止凸轮142沿上下方向抵触锁止腔1411的外壁,如图16所示,显示了锁止卡扣141在锁止凸轮142的作用下,向上运动;如图17所示,显示了锁止卡扣141的锁止凸轮142的作用下,向下运动。
87.锁止组件14的设计要充分考虑耐用性、可靠性以及能源消耗,使用驱动单元100驱动锁止凸轮142运动,从而实现锁止卡扣141的上下运动,这种方式实现效果最好,稳定性最佳,并且不容易出现磨损失效的问题,更重要的是,驱动单元100驱动锁止凸轮142转动一周即可实现锁止卡扣141的上下往复运动一次,传动效率较高,能源消耗较低,减少了不必要的能源消耗。
88.另一种优选,如图14和图15所示,锁止卡扣141上沿前后方向贯通地设置有锁止孔1413,在这个具体的实施例中前后方向的位置如图14和图15所示,锁止组件14上设置有锁
止孔1413匹配的锁止凸起143,锁止凸起143适于与锁止孔1413配合并限制锁止卡扣141的最大转动角度。
89.虽然不使用锁止凸起143和锁止孔1413也可以利用驱动单元100的自锁定和锁止凸轮142的结构实现限制锁止卡扣141的作用,但在实际生产过程中适用驱动单元100如电机实现断电自锁的稳定性不高,容易出现误触或误动等现象,因此加设锁止凸起143和锁止孔1413配合实现对锁止卡扣141最大转动角度的限制,实现提高稳定性的效果。
90.如图15所示,锁止组件14上还设置有第一锁止限位部144和第二锁止限位部145,其中第一锁止限位部144适于限制锁止卡扣141的最大抬升高度;第二锁止限位部145适于限制锁止卡扣141的最大下降高度,加设第一锁止限位部144和第二锁止限位部145可以减少锁止孔1413受到的挤压力从而增加锁止组件14的耐用性。
91.如图12所示,锁止组件14上还设置有锁止指示槽146,锁止卡扣141上设置有锁止指示部1414,锁止指示部1414能显示锁止卡扣141的位置,从而指示锁止卡扣141是否处于适当的位置。
92.另一种优选,如图6、图7和图9所示,电池仓11的尾部的轴向贯穿设置有弹出孔112,弹出组件15包括弹出底座151、弹出套152和弹簧153,弹出底座151连接在电池仓11的尾部,弹出底座151套设在弹出套152的外部,弹出套152可穿过弹出孔112,弹簧153的一端连接在弹出底座151上,弹簧153的另一端连接在弹出套152上,弹簧153适于驱动弹出套152沿着弹出底座151的轴向穿过弹出孔112运动,弹出套152适于驱动电池包12沿容纳腔13轴向向外运动。
93.在这个具体的实施例中,所述弹出套152的头部抵触所述电池包12,当驱动锁止卡扣141向下运动时,弹簧153释放弹力,从而驱动弹出套152向外运动,从而带动电池包12向外运动,使用弹簧153作为弹出组件15的驱动元件,其驱动方式较为简单,驱动效果较佳,并且不需要使用额外的能源,在推动电池包12进入容纳腔13的过程中,弹簧153逐渐变形,从而存储弹性势能,当锁止卡扣141向下运动时,弹簧153中储存的弹性势能被释放,从而驱动电池包12向外运动。
94.进一步优选,如图7所示,弹出底座151和弹出套152的内壁共同界定一弹簧容纳腔1521,弹簧153设置在弹簧容纳腔1521内。
95.设置弹簧容纳腔1521可以方便安装弹簧153,并且在使用过程中,可以防止弹簧153产生抖动、倾覆等其他问题,造成弹簧153失效,或者其释放的弹力不与所述容纳腔13的轴向平行,造成电池包12不能顺利取出。
96.进一步优选,如图7所示,弹出底座151与电池仓11可拆卸地连接,弹出底座151内沿轴向设置有弹出套容纳腔1511,弹出套152设置在弹出套容纳腔1511内,弹出套152的尾部径向向外突出设置有弹出套限位部1522,电池仓11尾部的基面向弹出套容纳腔1511内延伸出弹出限位部111,弹出孔112沿轴向贯穿弹出限位部111与电池仓11,当弹出套152运动至极限位置时,弹出套限位部1522抵触弹出限位部111,弹出限位部111适于与弹出套限位部1522配合并限制弹出套152的最大运动距离。
97.虽然弹出套152在运动的过程中会与弹出套容纳腔1511发生摩擦,从而限位弹出套152的运动速度与运动距离,但在实际使用过程中,如果不对弹出套152的位置进行限制,弹出套152容易过度弹出,导致后续电池包12塞入容纳腔13中时,弹出套152不能完成复位,
从而影响下一次电池包12的弹出。
98.进一步优选,如图6和图7所示,电池包12通过插件座200充电,插件座200的针脚201长度为d1,当电池包12安装在容纳腔13内时,限位部162与限位凹槽121之间距离为d2,d1<d2。
99.距离d2是限位部162与限位凹槽121之间的距离,也是当电池包12被弹出组件15弹出时,电池包12在弹出组件15作用下,最远的运动距离。因此要保证针脚201在弹出完成后可以顺利脱离电池包12,防止其部分接触电池包12造成安全隐患。
100.进一步优选,如图6和图7所示,弹簧153被压缩后的长度为h1,弹出限位部111抵触弹出套限位部1522时,弹簧153的长度为h2,弹簧153最大形变量d3=h2-h1,d3<d2。
101.弹簧153的形变量d3,也是其能驱动弹出套152的最大运动距离,如果d3大于d2会使当限位部162抵触限位凹槽121时,弹簧153的弹力还没有被完全释放,电池包12容易继续在弹簧153的推动下继续向外运动,起不到较佳的防护效果。
102.另一种优选,如图3和图5所示,一种充电站,充电站包括柜体3,柜体3上设置有至少一个充电模块1000,每个充电模块1000上均设置有多个电池单元1,多个电池单元1共享一分控组件300。
103.生产充电站的过程既要考虑生产效率,也要考虑生产成本,虽然每个充电模块1000对应一个电池单元1也可以满足使用需求,但是由于其生产成本较高,拓展难度大,体积大,不适于与多块甚至超多块电池包12的同时充电,因此设置多个电池单元1,更方便排列组合,其一体性更好,并且由多个电池单元1共享一分控组件300可以简化分控组件300的数量,进一步缩小体积,降低成本。
104.进一步优选,如图5所示,电池单元1的数量为二个或二的整数倍,且多个电池单元1规则分布。
105.电池单元1为偶数个可以方便排列,并且由偶数个电池单元1制成的充电模块1000,更容易排布,使美观性得到提高。
106.进一步优选,如图5所示,电池单元1的数目为四个,四个电池单元1呈两排两列对称分布;分控组件300嵌合于两列电池单元1之间并横跨两排电池单元1。
107.经过多次实践,发现四个电池单元1两排两列对称分布其生产难度最低,生产效率最高,并且其拓展性也很好,可以多次拓展,比如搭设多个电池单元1实现较大容量的充电站,两排两列的排列方式体积较小,有利于节省材料,降低生产成本,分控组件300嵌合于两列电池单元1之间并横跨两排电池单元1,可以减少分控组件300所占用的体积,并对分控组件300起到一定的保护作用。
108.进一步优选,如图9和图10所示,同一列的两个电池单元1内设置的电池仓11一体成型。
109.考虑到生产难度和加工成本,一般电池仓11采用注塑成型,同一列的两个电池单元1内设置的电池仓11一体注塑难度更低,并且电池仓11的数目为偶数个时考虑注塑难度时,如果设计为基数个腔体时,注塑模具流道的个数也需要为奇数个,其每个流道内的熔融塑料材料很难做到平衡,制造难度较高。
110.进一步优选,如图9和图10所示,电池仓11内设置有两个容纳腔13,电池包12可拆卸地安装在容纳腔13内,电池仓11的中部设置有让位部115,分控组件300安装在让位部115
内。
111.考虑到电池包12的体积和形状,优选将分控组件300安装在让位部115内可以节省整个电池仓11所需要的体积,并且降低生产成本。
112.进一步优选,如图9和图10所示,电池仓11的背部设置有第一安装孔113,第一安装孔113适于连接电池仓11与充电模块1000,电池仓11的前部设置有第二安装孔114,第二安装孔114适于连接电池仓11与柜体3的前侧。
113.将电池仓11通过第一安装孔113和第二安装孔114安装在柜体3上,可以增加电池仓11安装的连接强度,防止其在使用过程中脱落。
114.进一步优选,如图5所示,分控组件300包括线路板301和指示灯302,指示灯302具有多个并延伸至每个电池单元1。
115.进一步优选,如图3所示,柜体3内还设置有总控组件400,总控组件400连接每个充电模块1000。
116.指示灯302可以用来指示充电模块1000是否处于充电状态,总控组件400可以总体控制每个充电模块1000,可以增加整体结构的一体性,并为后续智能化的使用奠定基础。
117.另一种优选,如图1和图2所示,充电模块1000具有三个,两个充电模块1000横向布置并位于柜体3左侧或右侧,对应的另一充电模块1000纵向布置并位于柜体3右侧或左侧;柜体3上还设置有人机交互模块500,人机交互模块500布置于另一充电模块1000同侧。
118.充电站中电池单元1的排布需要遵循两个原则,分别是散热和体积,如果充电站仅设置一个充电模块1000,其浪费了大量的空间,并且能容纳的电池包12的数目过少;如果高度过大或者宽度过大都会导致充电站的体积过大,由于该充电站针对电池包12进行充电,其散热较大需要充分考虑充电模块1000之间的散热,将两个充电模块1000分布在充电站的左侧,一个充电模块1000分布在充电站右侧的底部,使整体充电站的重心靠下,防止其在使用过程中容易出现倾覆、晃动等现象。
119.人机交互模块500可以提供多种不同的控制类型,比如显示剩余电量,显示充满需要的时间等智能化进行,使整体充电站的智能型进一步提高,人机交互模块500设置在另一充电模块1000同侧,可以使充电站的重心还是保持在靠下的位置,减少倾覆的可能性。
120.另一种优选,如图3和图4所示,充电站包括面板4、柜体3和底板5,面板4和柜体3拆卸地连接,底板5和柜体3可拆卸地连接。
121.一体化制造其成本较高,如果将柜体3和底板5一体设计,又很难隐藏面板4表面的固定螺丝孔,因此在装配过程中,先装配面板4和柜体3,并从柜体3的背面拧紧固定螺丝,使面板4和柜体3连接,随后安装具有电池单元1的主板,最后从底板5的背面拧紧固定螺丝使柜体3与底板5连接,减少了螺丝出现在面板4上,美化了外观。
122.另一种优选,如图4所示,电池单元1的背部设置有散热翅板2,底板5上设置有散热孔51。
123.由于电动工具的电池包12较大,在充电过程中,需要充分考虑其散热,设置散热翅板2和散热孔51可以增加充电过程中的散热,减少其充电发热。
124.另一种优选,如图2所示,底板5上设置有开关52,开关52适于控制充电站的通断电。
125.充电站的安全性非常重要,开关52可以控制充电站的通断电,防止其在使用过程
中由于长时间通电而未使用,造成电力系统故障,从而造成安全隐患,可以在不需要充电时,通过关闭开关52,强制断电。
126.以上描述了本技术的基本原理、主要特征和本技术的优点。本行业的技术人员应该了解,本技术不受上述实施例的限制,上述实施例和说明书中描述的只是本技术的原理,在不脱离本技术精神和范围的前提下本技术还会有各种变化和改进,这些变化和改进都落入要求保护的本技术的范围内。本技术要求的保护范围由所附的权利要求书及其等同物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
