1.本实用新型涉及工程机械领域,具体地说是一种挖掘机动臂拼装间隙控制模板。
背景技术:
2.目前:动臂拼装制作中,难以避免需要保证板材与板材间的对接间隙在合理的数值范围内。对接间隙均匀,但数值过大,焊缝容易熔透、焊穿,造成焊缝不良,影响动臂成品使用寿命;对接间隙均匀,但数值过小,焊缝与垫板未熔合,焊缝检测熔深不够,影响动臂成品强度;对接间隙不均匀,焊缝外观差,焊脚尺寸大小不符要求。动臂拼装间隙控制不好,容易影响产品的整体使用性能。
3.鉴于动臂结构特点,我们需要控制钢板对接间隙。目前,控制钢板对接间隙有以下几方面:1.用钢板尺等测量工具进行手工测量。手工测量钢板对接间隙尺寸时人工操作存在误差,产品一致性不好。容易因目测误差,手工量错,间隙不均匀等造成对接间隙尺寸超差,拼装尺寸不符,为后续产品机加工增加难度;2.用定位块控制对接间隙。动臂进行大组拼装时,通过在工装上加定位块控制对接间隙位置及尺寸,此方法控制尺寸精确,但可操作性小,多处位置无法实现,实用范围有限。而且,动臂在实际拼装时,尺寸是在一定范围波动,定位块定位精准同时却限制了零件可调节性,容易延长产品装配时间,加大成本,降低效率;3.用定位条或间隙模板控制对接间隙。此方法是目前控制拼装对接间隙较广泛的一种方法。定位条简单结构简单,成本低,但空间受限,而且适应范围比较单一。
技术实现要素:
4.针对现有技术中存在挖掘机动臂拼装对接间隙尺寸超差、间隙不均匀的问题,本实用新型提供一种挖掘机动臂拼装间隙控制模板,可以避免上述问题的发生。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种挖掘机动臂拼装间隙控制模板,包括平面板,所述平面板上设置有间隙定位块和强力磁铁;此间隙模板设计解决定位的困难繁琐、减少问题复杂化,降低成本的同时提高了效率。
7.在一些实施例中,所述平面板的下表面设置有四个沉孔,所述沉孔内设置有强力磁铁,所述强力磁铁上设置有磁铁固定螺钉。
8.在一些实施例中,所述间隙定位块包括第一定位块,所述第一定位块设置在所述平面板的上表面,所述第一定位块和平面板之间设置有第一螺钉。
9.在一些实施例中,所述平面板上还设置有两个第一定位孔,所述第一定位块上设置有两个第一固定孔,所述第一螺钉依次穿过第一固定孔和第一定位孔后螺纹连接在平面板上。
10.在一些实施例中,所述间隙定位块包括第二定位块,所述第二定位块设置在所述平面板的侧面,所述第二定位块和平面板之间设置有第二螺钉。
11.在一些实施例中,所述第二定位块的竖直面上设置有两个第二定位孔,所述第二
定位块上设置有两个第二固定孔,所述第二螺钉依次穿过第二固定孔和第二定位孔后螺纹连接在平面板上。
12.在一些实施例中,所述间隙定位块包括第三定位块,所述第三定位块设置在所述平面板的下表面,所述平面板为非标板,所述第三定位块与平面板之间设置有螺栓。
13.在一些实施例中,所述第三定位块上设置有两个螺纹孔,所述平面板上设置有两个光孔,所述螺栓依次穿过所述光孔和螺纹孔后螺纹连接在平面板上。
14.在一些实施例中,所述强力磁铁的形状为环形,所述强力磁铁的下表面低于所述平面板的下表面。
15.在一些实施例中,所述平面板的上表面设置有u型把手,所述u型把手设置在所述平面板的上表面中间线上;u型把手方便将间隙模板拿离产品工件。
16.在一些实施例中,所述第一螺钉为内六角圆柱头螺钉,所述磁铁固定螺钉为内六角平头螺钉。
17.在一些实施例中,所述u型把手与所述平面板采用焊接方式连接。
18.在一些实施例中,动臂包括第一安装板和第二安装板,所述第一安装板和第二安装板之间设置有间隙,所述第二安装板上设置有所述平面板,所述间隙定位块的宽度与所述间隙的宽度相匹配。
19.在一些实施例中,所述第二安装板和平面板之间通过四个所述强力磁铁相吸附。
20.在一些实施例中,所述间隙定位块包括多种型号;根据不同型号更换间隙定位块。
21.在一些实施例中,所述间隙在后续流程中通过焊接进行填充。
22.在一些实施例中,所述平面板的下表面设置有四个固定孔,所述磁铁固定螺钉依次穿过所述沉孔和固定孔,所述磁铁固定螺钉与固定孔采用螺纹方式连接。
23.在一些实施例中,四个第二固定孔分别贯穿所述平面板,所述固定孔与所述沉孔同轴心。
24.在一些实施例中,所述第一定位块和第三定位块的形状为l型。
25.基于本实用新型的一种挖掘机动臂拼装间隙控制模板,涉及工程机械领域,包括平面板,所述平面板上设置有间隙定位块和强力磁铁;本装置有针对性的设计动臂拼装间隙控制模板,实现了间隙控制简单快捷、省时省力;间隙定位块为精加工而成,可以有效保证产品间隙尺寸大小、产品间隙均匀一致性;定位块可拆卸更换,当产品种类不同时可以通过更换定位块,实现多产品种类覆盖;环形磁铁的设计用来固定拼装模板位置,能够适时移动,同时又可以避免拼装产品背面操作复杂性,减小了空间位置受限。
附图说明
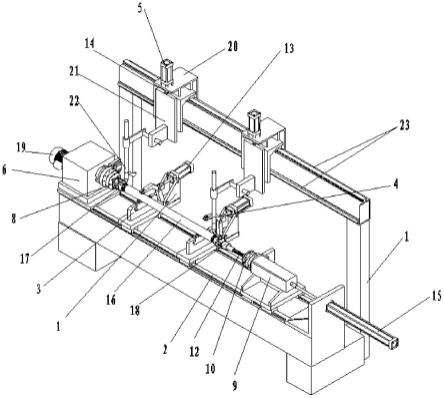
26.图1为本实用新型定位动臂间隙后的局部效果图;
27.图2为本实用新型的俯视图;
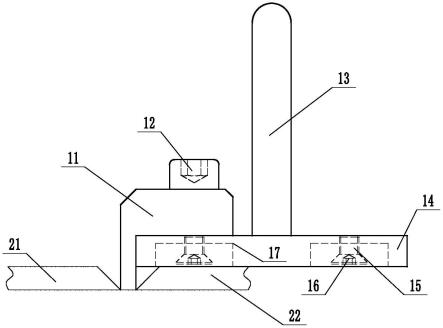
28.图3为本实用新型的主视图;
29.图4为本实用新型动臂结构立体图;
30.图5为本实用新型第二实施例的主视图;
31.图6为本实用新型第三实施例的主视图。
32.附图标记:
33.11、第一定位块;111、第二定位块;1111、第三定位块;12、第一螺钉;121、第二螺钉;13、u型把手;14、平面板;15、强力磁铁;16、磁铁固定螺钉;161、固定孔;17、沉孔;18、螺栓;2、动臂;21、第一安装板;22、第二安装板。
具体实施方式
34.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
35.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
36.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
37.如图1至图3所示,一种挖掘机动臂拼装间隙控制模板,包括平面板14,所述平面板上设置有间隙定位块和强力磁铁15。
38.本实用新型的实施例具体实施时,如图1和图3所示,所述平面板的下表面设置有四个沉孔17,所述沉孔内设置有所述强力磁铁,所述强力磁铁上设置有磁铁固定螺钉16。
39.本实用新型的实施例具体实施时,如图3所示,所述间隙定位块包括第一定位块11,所述第一定位块设置在所述平面板的上表面,所述第一定位块和平面板之间设置有第一螺钉12。
40.本实用新型的实施例具体实施时,如图1和图3所示,所述平面板上还设置有两个第一定位孔,所述第一定位块上设置有两个第一固定孔,所述第一螺钉依次穿过第一固定孔和第一定位孔后螺纹连接在平面板上。
41.所述第一定位块用来控制间隙尺寸大小及均匀性,当面对不同机型动臂的间隙尺寸时,可以通过拆卸两个第一螺钉更换第一定位块,实现不同间隙尺寸的调节;环形强力磁铁放置于沉孔内,通过磁铁固定螺钉与平面板连接,环形强力磁铁固定于平面板的下表面,
吸附于产品工件上,稳固不松动,当需要更换位置时只需要移动间隙控制模板。
42.本实用新型实施例方案的进一步细化,所述强力磁铁的形状为环形,所述强力磁铁的下表面低于所述平面板的下表面。
43.本实用新型的实施例具体实施时,如图1和图3所示,所述平面板的下表面设置有四个固定孔161,所述磁铁固定螺钉依次穿过所述沉孔和固定孔,所述磁铁固定螺钉与固定孔采用螺纹方式连接。
44.本实用新型实施例方案的进一步细化,四个所述固定孔分别贯穿所述平面板;所述固定孔与所述沉孔同轴心。
45.本实用新型的实施例具体实施时,如图1至图2所示,所述平面板的上表面设置有u型把手13,所述u型把手设置在所述平面板的上表面中间线上;所述u型把手为”u”形圆棒,置于平面板的上表面中间位置,与平面板焊接连接,方便操作提拿。
46.本实用新型实施例方案的进一步细化,所述第一螺钉为内六角圆柱头螺钉,所述磁铁固定螺钉为内六角平头螺钉;环形强力磁铁放置于沉孔内,通过磁铁固定螺钉从下表面拧紧与平面板螺纹连接。
47.本实用新型实施例方案的进一步细化,第一定位块设计为l型,其中水平面有两个第一固定孔,贴紧平面板,通过第一螺钉与平面板紧固,其中竖面贴紧平面板一侧,伸出的一端卡在工件对接板中间,控制零件的对接间隙。
48.第二实施例:
49.本实用新型的实施例具体实施时,如图5所示,所述间隙定位块包括第二定位块111,所述第二定位块设置在所述平面板的侧面,所述第二定位块和平面板之间设置有第二螺钉121。
50.本实用新型实施例方案的进一步细化,所述第二定位块的竖直面上设置有两个第二定位孔,所述第二定位块上设置有两个第二固定孔,所述第二螺钉依次穿过第二固定孔和第二定位孔后螺纹连接在平面板上。
51.所述第二定位块设置在平面板的侧面,所述第二定位块用来控制间隙尺寸大小及均匀性,当面对不同机型动臂的间隙尺寸时,可以通过拆卸两个第二螺钉更换第二定位块,实现不同间隙尺寸的调节。
52.第三实施例:
53.本实用新型的实施例具体实施时,如图6所示,所述间隙定位块包括第三定位块1111,所述第三定位块设置在所述平面板的下表面,所述平面板为非标板,所述第三定位块与平面板之间设置有螺栓18。
54.本实用新型实施例方案的进一步细化,所述第三定位块上设置有两个螺纹孔,所述平面板上设置有两个光孔,所述螺栓依次穿过所述光孔和螺纹孔后螺纹连接在平面板上。
55.所述第三定位块设置在平面板的下表面,所述第三定位块用来控制间隙尺寸大小及均匀性,当面对不同机型动臂的间隙尺寸时,可以通过拆卸两个螺栓更换第三定位块,实现不同间隙尺寸的调节。
56.本实用新型的实施例具体实施时,如图1和图4所示,动臂2包括第一安装板21和第二安装板22,所述第一安装板和第二安装板之间设置有间隙,所述第二安装板上设置有所
述平面板,所述间隙定位块的宽度与所述间隙的宽度相匹配。
57.本实用新型实施例方案的进一步细化,所述间隙在后续流程中通过焊接进行填充。
58.本实用新型实施例方案的进一步细化,所述第二安装板和平面板之间通过四个所述强力磁铁相吸附。
59.本实用新型实施例方案的进一步细化,所述间隙定位块包括多种型号。
60.本实用新型实施例方案的进一步细化,所述u型把手与所述平面采用焊接方式连接。
61.本实用新型实施例方案的进一步细化,如图1、图5和图6所示,所述第一定位块和第三定位块的形状为l型。
62.最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换;而不脱离本实用新型技术方案的精神,其均应涵盖在本实用新型请求保护的技术方案范围当中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。