1.本实用新型涉及管道修复工程技术领域,具体是指一种非开挖管道修复用原位固化内衬软管结构。
背景技术:
2.城市市政管道是城市基础设施重要组成部分,是城市赖以生存和发展的物质基础,是保障城市正常和高效运转、保证城市经济、社会健康可持续发展的重要条件,是城市的生命线。近年来,随着城市快速发展,地下管线建设规模不足、管理水平低下等问题凸显,一些城市相继发生大雨内涝、管线泄漏爆炸、路面塌陷等事件,严重影响了人民群众生命财产安全和城市运行秩序。
3.传统的地下管道修补需要先开挖路面,再进行修补或更换管道的施工,最后填补路面。这样的明开挖施工方法效率低,对市民生活、交通造成了诸多不便。因此,非开挖管道修复技术从上个世纪70年代在发达国家兴起,近年来在我国也逐渐得到越来越广泛的应用。管道非开挖修复技术不仅效率高,且对周围的交通、环境等影响小,具有显著的优越性。
4.非开挖管道修复的工艺有多种,可大致分为四类。第一类是原位固化工艺(cured in-place pipe,cipp),通过纤维浸渍树脂的软管采用各种固化工艺在旧管道内形成新的管道;第二类是插管法,在原有管道内部插入一根新的衬管,如短管内衬、hdpe管轧u内衬等;第三类主要代表工艺是螺旋制管法,在原有管道内部缠绕形成新管、管片法等;最后一类是喷涂法,在旧管内壁喷涂水泥砂浆、高分子涂层等。
5.在原位固化工艺中,主要由翻转法和拉入法两种工艺,在拉入法软管安装施工中主要采用紫外光固化工艺。在拉入法紫外光固化内衬修复所使用内衬软管的结构一般包括隔离内膜
→
防腐层(非必须)
→
结构层
→
防紫外线外膜,在加气压时将软管胀贴在旧管内壁上,内衬层固化完成后,这层隔离内膜要被脱除出管道;防腐层一般是浸渍树脂的无纺布层,可根据需要设置;结构层一般采用浸渍树脂的玻璃纤维材料,提供内衬管的机械力学性能;防紫外线外膜一般是uv固化的内衬软管中提供阻止日光中的紫外线和保护树脂外漏的作用。
6.在拉入法紫外光固化内衬修复工程中,隔离内膜脱除后,发现新管内壁表面常留有气泡,切开内衬管壁上也常有气泡,这是因为内衬软管在树脂、玻璃纤维及内外膜间都存在未排除的气体。这个问题不仅存在于国内生产的内衬软管,外资在国内生产的软管或纯进口软管也没有解决这个问题。为此各软管生产企业在浸渍树脂配方中加入消泡剂,树脂胶液搅拌好后静置、抽真空排气泡;干软管浸渍树脂时延长抽真空时间、软管制造时延长抽真空时间、提高真空度;在软管安装阶段,软管生产单位的安装作业指导书中都要求在两个端面将外膜开孔至玻璃纤维布,用以帮助膨胀后的软管内气体的排放。这些措施虽有一定效果,但在施工取样检验后发现,内衬管内壁表面留有气泡产生的坑洼,内衬管内壁有可见气泡,内衬层切开的断面有气孔存在,造成固化管密实性实验无法满足0.5bar真空压力下30min不滴漏的要求,种种表现都在昭示内衬软管中的气泡远未彻底根除。
7.内衬层表面有气泡造成内壁粗糙,导致管道流速降低,结构层内的气泡会严重降低内衬管结构强度,破坏内衬管的抗渗性能。因此,如何降低直至消除气泡,是业界追求的目标。
技术实现要素:
8.本实用新型的目的在于提供一种非开挖地下管道修复用原位固化内衬软管结构,该种内衬软管在防紫外线外膜和结构层之间另加入一个排气层,更能够实现消除内衬层表面和结构层内的气泡,满足管道非开挖修复性能的需求。前文述及,为了降低软管固化后内壁和表面残留的气泡,已经采取了在配方中加入消泡剂、浸渍树脂时抽真空等技术措施,但这些措施无法完全消除气泡残留,究其原因是因为在软管内外膜之间留有气体永远是客观存在,当然这个气体的残留量很小也是客观事实,在软管安装时内膜加压充气工序令内衬管与旧管壁胀贴时,内外膜之间形成了一个密闭体,这些少量残留的气体在这个密闭体内无规律窜移,造成软管固化后内衬层本体间及内衬层内外壁表面都有气泡,这些气泡只有符在内衬层外壁表面才基本无害,浮在内壁表面的气泡点会造成表面粗糙影响管道流速,嵌在内衬层内部的气泡点会大幅降低内衬管的机械力学性能和抗渗性能,必须予以消除。
9.相对于现有技术而言,本实用新型创新性地使用了排气层作为消除内衬软管中气泡的功能性结构和材料,目的就是利用这个排气层排放和贮存内外膜之间残留的少量气体,进而达到消除内衬层气泡的目的。
10.为解决上述技术问题,本实用新型提供的技术方案为:一种非开挖管道修复用原位固化内衬软管结构,其特征在于:包括由内向外设置的呈管状的隔离内膜、结构层、排气层、防紫外线外膜,所述的隔离内膜为pe/pa共挤膜,所述的结构层由浸渍树脂的玻璃纤维布构成。
11.作为一种优选方案,所述的隔离内膜和结构层之间还设置有防腐层。
12.作为一种优选方案,所述的防腐层由浸渍树脂的无纺布薄毡构成。
13.作为一种优选方案,所述的排气层为筛网状结构,所述排气层的孔眼尺寸不低于2mm*2mm。
14.作为一种优选方案,所述的排气层沿待修管道的轴向纤维粗于环向纤维,所述排气层厚度为0.3-1.0毫米。
15.本实用新型具有如下优点:与现有技术相比,通过本实用新型的实施,增设排气层的内衬软管可以在施工过程中有效排除软管内存在的气泡,固化后结构更加致密,提高了产品力学强度、抗渗性能和抗化学性能,从而延长管道的使用寿命。此外,本实用新型的实施也提供了该种在结构层和防紫外线外膜之间增加了排气层的内衬软管,在cipp拉入法的热固化修复地下管道工艺中同样适用,经过加热固化后消泡效果显著。
附图说明
16.图1是本实用新型实施例提供的含排气层内衬软管在撑圆状态下的剖视图;
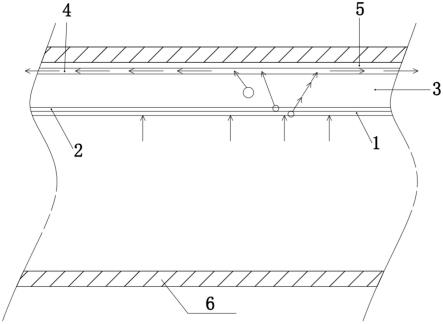
17.图2是图1中m位置的局部放大图;
18.图3是图2的软管内气泡迁移示意图。
19.如图所示:1、隔离内膜;2、防腐层;3、结构层;4、排气层;5、防紫外线膜;6、待修复
旧管道。
具体实施方式
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。
23.附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
24.实施例1
25.结合附图1-3,一种非开挖管道修复用原位固化内衬软管结构,包括由内向外设置的呈管状的隔离内膜1、结构层3、排气层4、防紫外线外膜5,所述的隔离内膜1为pe/pa共挤膜,所述的结构层3由浸渍树脂的玻璃纤维布构成。
26.作为本实施例的优选方案,所述的排气层4为筛网状结构,所述排气层4的孔眼尺寸不低于2mm*2mm。
27.作为本实施例的优选方案,所述的排气层4沿待修管道的轴向纤维粗于环向纤维,所述排气层4厚度为0.3-1.0毫米。
28.本实施例中排气层采用混配树脂材料经过设备熔融挤出工艺生产而成,所述混配树脂材料由以下原料按重量份组成:聚丙烯树脂25-50份、低密度聚乙烯树脂10-30份、聚异丁烯树脂5-10份、增韧剂1-2份、催化剂0.3-1份、抗氧剂2-5份;所述排气层的制作步骤是:将混配树脂材料的原料在混合机中进行混合,然后送至螺杆挤出机并从其模头挤出颗粒,再将颗粒放入注塑机注塑成型得到坯件,最后将坯件依次进行加热和挤出,挤出后在定型装置中进行干式真空冷却定型,再在冷却水槽中冷却;所述干式真空冷却定型的过程中,真空度控制在0.5~0.8大气压,定型架的外围进行水冷却,控制冷却温度在20~30度,定型装置与塑料网接触的部位粗糙度控制在11.5μm,真空冷却定型时间为9~21秒。
29.本实施例中干内衬软管的制作方法:本次干软管制作口径dn500,壁厚5mm,长度300m。在生产线上按常用内衬软管的制作工艺将隔离内膜、结构层用玻璃纤维布成筒后,将上面所生产的排气层网状塑料使用折叠机包覆在结构层玻璃纤维布上,用缝包机缝合成筒,最后包覆抗紫外线外膜,焊接成筒。如图2所示的软管结构为,1—隔离内膜;2—防腐层(本实施例未用);3—结构层,一般由浸渍树脂的玻璃纤维布构成;4—排气层;5—防紫外线膜。1和5都是膜材料,厚度一般都在200u以下,排气层4的厚度在0.5mm,最厚的是结构层在
5mm以内。
30.本实施例中湿内衬软管的制作方法:在浸胶生产线上按常规浸渍树脂工艺进行,真空度达到30kpa,随着管内空气的排空,将树脂胶液注入软管,启动碾压平台,随着碾压辊的助力,湿软管制作完成并通过摆布机折叠入箱。
31.本实施例中软管安装作业:本次实施例中制作的增加了排气层的内衬软管在安装时,各工序不变,软管拉入后需要改进的是盲堵捆扎时不捆扎外膜,然后按照原来的充气工艺步骤、进度和加压参数进行实施,最后的紫外灯固化工序也没有变化。首先需要将所述内衬软管充气贴合固定到旧管道的内壁,在内膜被持续加压下,其中防紫外线外膜层5朝向并接触贴合旧管道内壁,贴合的过程中内外膜间的气泡按图3所示箭头方向穿过结构层3到达排气层4的筛网孔眼中,并沿着排气层4的轴向流道向管道两端口运动直至排到大气中。在软管安装作业指导书中这个打压排气的过程至少要耗时1个小时以上。然后采用紫外光照射所述内衬软管,硬化后内衬管稳固且紧密地贴合在旧管道的内壁,结构层3与排气层4胶结合为一体,无可见气泡。最后将耐高温隔离内膜1剥离去掉,进行端口密封处理后,软管安装作业顺利完成。
32.实施例2
33.结合附图1-3,一种非开挖管道修复用原位固化内衬软管结构,包括由内向外设置的呈管状的隔离内膜1、结构层3、排气层4、防紫外线外膜5,所述的隔离内膜1为pe/pa共挤膜,所述的结构层3由浸渍树脂的玻璃纤维布构成。
34.作为本实施例的优选方案,所述的隔离内膜1和结构层3之间还设置有防腐层2。
35.作为本实施例的优选方案,所述的防腐层2由浸渍树脂的无纺布薄毡构成。
36.作为本实施例的优选方案,所述的排气层4为筛网状结构,所述排气层4的孔眼尺寸不低于2mm*2mm。
37.作为本实施例的优选方案,所述的排气层4沿待修管道的轴向纤维粗于环向纤维,所述排气层4厚度为0.3-1.0毫米。
38.本实施例中排气层采用无碱玻璃纤维长丝经双轴向玻璃纤维缝编机生产;所述排气层是由玻璃纤维无捻粗纱经纬交错编织而成的平纹双向无捻织物,其中的无捻粗纱由玻璃纤维细纱并股而成,所述排气层网布采用无捻粗纱0
°
/90
°
方向排列,总重量610克/m2,其中0
°
经向用纱403g/m2,90
°
纬向用纱197克/m2,涤纶缝编线10克/m2,无捻粗纱布纤维平直排列,沿管道轴向纱线比径向粗一倍,以纱线粗细调整出一个立体编织结构的网布。
39.本实施例的制成品整体柔软,易弯曲造型,不会产生任何屈曲应力,无捻粗纱布纤维平直排列,沿管道轴向纱线比径向粗一倍,以纱线粗细调整出一个立体编织结构的网布,便于气体流动通道的形成。
40.本实施例干内衬软管的制作方法:本实施例中干软管制作口径dn400,长度120米,将在一个化工厂的厂区污水管道上使用,污水呈酸性。在生产线上按常用内衬软管的制作工艺排布隔离内膜
→
防腐层
→
结构层
→
排气层
→
防紫外线外膜顺序成筒,将上面所生产的玻璃纤维排气层使用折叠机包覆在结构层玻璃纤维布上,用胶粘剂与结构层纤维胶结,最后包覆抗紫外线外膜,焊接成筒。
41.本实施例湿内衬软管的制作方法:在浸胶生产线上按常规浸渍树脂工艺进行,真空度达到30kpa,随着管内空气的排空,将树脂胶液注入软管,启动碾压平台,随着碾压辊的
助力,湿软管制作完成并通过摆布机折叠入箱。
42.本实施例软管安装作业:本次实施例中制作的增加了排气层的内衬软管在安装时,各工序不变,软管拉入后需要改进的是盲堵捆扎时不捆扎外膜,然后按照原来的充气工艺步骤、进度和加压参数进行实施,最后的紫外灯固化工序也没有变化,软管安装作业顺利完成。现场取样送检,通水运行。
43.本实用新型在具体实施时,经过统计,采用本实用新型所述内衬软管在抗渗性能和弯曲模量指标要比没有排气层的内衬软管高出32%和27%,实际工程现场取样检测报告的对比证实了含有排气层的内衬软管的技术优势。
44.本实用新型的原理:排气层设计为筛网状结构,其生产制造有两种工艺,由各类高分子聚合物材料熔融挤出成型或采用各种纤维材料精编织造而成,孔眼尺寸一般不低于2mm*2mm。排气层具备消除气泡功能的关键之一是在筛网状结构的孔眼交错间形成气体窜流通道,设计时气体流道是通过调节所用纤维的粗细形成的,结构上要求轴向料丝至少比环向料丝粗0.5倍,这样有利于沿管道轴向方向气体排放流道的形成,使气体沿管道轴向移动最终在检查井位置排出成为可能。其孔眼结构是广谱性的,可以是方形、菱形、六边形及圆形等。排气层具备消除气泡功能的另一个关键是要求排气层材料具有一定的不可压缩性,这一性能与排气层的筛网结构共同配合就具备了一定量的贮存气体的功能。其作用就是当内外膜间的气体没有能够沿流道排出时,就储存符在外壁表面,不再影响内衬层的结构强度和抗渗性能。排气层所用材料厚度要求在0.3~1.0毫米之间,厚度低于0.3毫米无法形成有效的气体流道,厚度大于1.0毫米则会拉低内衬管的整体力学性能。
45.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
