1.本发明属于保温板成型制作技术领域,具体涉及一种泡沫混凝土保温板成型制作工艺。
背景技术:
2.由于传统的聚苯板、挤塑板、硬泡聚氨酯板等有机保温材料防火性能较差,容易为建筑物埋下火灾隐患,时刻威胁着人民生命财产安全,因此在建筑保温市场呼唤防火安全型保温材料的背景下﹐以泡沫混凝土保温板为代表的兼具防火与保温特性的无机不燃保温材料顺势而生,并在短时间内取得快速的发展与广泛的应用,但现有泡沫混凝土保温板成型制作工艺制作出的泡沫混凝土保温板在防火保温性能方面较佳,而在硬度和耐磨度方面还有待提高,因此需要设计一种泡沫混凝土保温板成型制作工艺,以解决上述问题。
技术实现要素:
3.为解决上述背景技术中提出的问题。本发明提供了一种泡沫混凝土保温板成型制作工艺,具有高泡沫混凝土保温板成型质量和速度的特点。
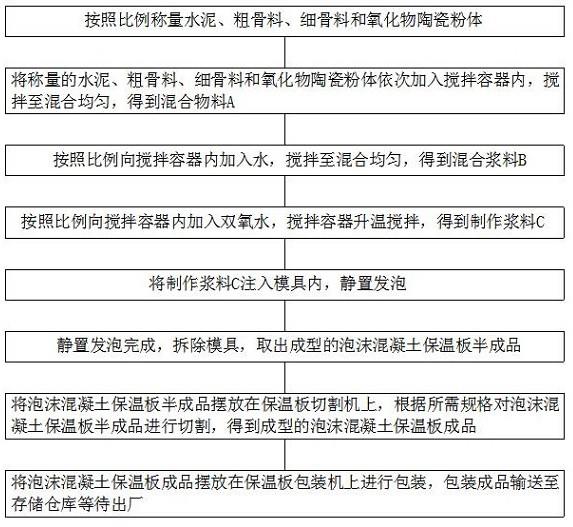
4.为实现上述目的,本发明提供如下技术方案:一种泡沫混凝土保温板成型制作工艺,包括以下步骤:s1:按照比例称量水泥、粗骨料、细骨料和氧化物陶瓷粉体;s2:将称量的水泥、粗骨料、细骨料和氧化物陶瓷粉体依次加入搅拌容器内,搅拌至混合均匀,得到混合物料a;s3:按照比例向搅拌容器内加入水,搅拌至混合均匀,得到混合浆料b;s4:按照比例向搅拌容器内加入双氧水,搅拌容器升温搅拌,得到制作浆料c;s5:将制作浆料c注入模具内,静置发泡;s6:静置发泡完成,拆除模具,取出成型的泡沫混凝土保温板半成品;s7:将泡沫混凝土保温板半成品摆放在保温板切割机上,根据所需规格对泡沫混凝土保温板半成品进行切割,得到成型的泡沫混凝土保温板成品;s8:将泡沫混凝土保温板成品摆放在保温板包装机上进行包装,包装成品输送至存储仓库等待出厂。
5.本发明中进一步的,所述步骤s1中,水泥、粗骨料、细骨料和氧化物陶瓷粉体的添加质量比为60-75:10-15:10-20:5-10。
6.本发明中进一步的,所述步骤s3中,混合物料a和水的添加质量比为1:1-1.5。
7.本发明中进一步的,所述步骤s4中,混合浆料b和双氧水的添加质量比为10:1。
8.本发明中进一步的,所述步骤s2、s3和s4中,搅拌容器的搅拌速度为2000-2500r/min,搅拌时间为5-10min。
9.本发明中进一步的,所述步骤s4中,搅拌容器的温度以10℃/min的速率上升至90℃停止。
10.本发明中进一步的,所述步骤s5中,制作浆料c分别注入制作模具和取样模具中,制作模具和取样模具静置发泡的条件相同。
11.本发明中进一步的,所述步骤s5中,模具置于60-70℃的烘干室内。
12.与现有技术相比,本发明的有益效果是:1、本发明在现有已知配方内添加有氧化物陶瓷粉体,不仅能够增强成型泡沫混凝土保温板的硬度和耐磨度,而且氧化物陶瓷粉体在发泡过程中能够作为双氧水的催化剂,加快双氧水的反应速度,提高泡沫混凝土保温板的成型速度。
13.2、本发明注制作浆料时是分别注入制作模具和取样模具中的,即制作过程中能够通过取取样模具内的样品进行泡沫混凝土保温板成型进度的判断,提高最高的制作质量。
附图说明
14.图1为本发明泡沫混凝土保温板成型制作工艺的流程图。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.实施例1请参阅图1,本发明提供以下技术方案:一种泡沫混凝土保温板成型制作工艺,包括以下步骤:s1:按照60:10:20:10的添加质量比称量水泥、粗骨料、细骨料和氧化物陶瓷粉体;s2:将称量的水泥、粗骨料、细骨料和氧化物陶瓷粉体依次加入搅拌容器内,以2000r/min的搅拌速度搅拌10min至混合均匀,得到混合物料a;s3:按照与混合物料a的1:1添加质量比向搅拌容器内加入水,以2000r/min的搅拌速度搅拌10min至混合均匀,得到混合浆料b;s4:按照与混合浆料b的10:1添加质量比向搅拌容器内加入双氧水,以10℃/min的速率上升至90℃停止,升温过程中以2000r/min的搅拌速度搅拌10min至混合均匀,得到制作浆料c;s5:将制作浆料c分别注入放置在60℃烘干室内的制作模具和取样模具中,静置发泡,过程中通过取样取样模具中的泡沫混凝土保温板样品判断泡沫混凝土保温板的成型进度,直至泡沫混凝土保温板成型;s6:静置发泡完成,拆除模具,取出成型的泡沫混凝土保温板半成品;s7:将泡沫混凝土保温板半成品摆放在保温板切割机上,根据所需规格对泡沫混凝土保温板半成品进行切割,得到成型的泡沫混凝土保温板成品;s8:将泡沫混凝土保温板成品摆放在保温板包装机上进行包装,包装成品输送至存储仓库等待出厂。
17.实施例2请参阅图1,本发明提供以下技术方案:一种泡沫混凝土保温板成型制作工艺,包
括以下步骤:s1:按照75:10:10:5的添加质量比称量水泥、粗骨料、细骨料和氧化物陶瓷粉体;s2:将称量的水泥、粗骨料、细骨料和氧化物陶瓷粉体依次加入搅拌容器内,以2500r/min的搅拌速度搅拌5min至混合均匀,得到混合物料a;s3:按照与混合物料a的1:1.5添加质量比向搅拌容器内加入水,以2500r/min的搅拌速度搅拌5min至混合均匀,得到混合浆料b;s4:按照与混合浆料b的10:1添加质量比向搅拌容器内加入双氧水,以10℃/min的速率上升至90℃停止,升温过程中以2500r/min的搅拌速度搅拌5min至混合均匀,得到制作浆料c;s5:将制作浆料c分别注入放置在70℃烘干室内的制作模具和取样模具中,静置发泡,过程中通过取样取样模具中的泡沫混凝土保温板样品判断泡沫混凝土保温板的成型进度,直至泡沫混凝土保温板成型;s6:静置发泡完成,拆除模具,取出成型的泡沫混凝土保温板半成品;s7:将泡沫混凝土保温板半成品摆放在保温板切割机上,根据所需规格对泡沫混凝土保温板半成品进行切割,得到成型的泡沫混凝土保温板成品;s8:将泡沫混凝土保温板成品摆放在保温板包装机上进行包装,包装成品输送至存储仓库等待出厂。
18.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种泡沫混凝土保温板成型制作工艺,其特征在于,包括以下步骤:s1:按照比例称量水泥、粗骨料、细骨料和氧化物陶瓷粉体;s2:将称量的水泥、粗骨料、细骨料和氧化物陶瓷粉体依次加入搅拌容器内,搅拌至混合均匀,得到混合物料a;s3:按照比例向搅拌容器内加入水,搅拌至混合均匀,得到混合浆料b;s4:按照比例向搅拌容器内加入双氧水,搅拌容器升温搅拌,得到制作浆料c;s5:将制作浆料c注入模具内,静置发泡;s6:静置发泡完成,拆除模具,取出成型的泡沫混凝土保温板半成品;s7:将泡沫混凝土保温板半成品摆放在保温板切割机上,根据所需规格对泡沫混凝土保温板半成品进行切割,得到成型的泡沫混凝土保温板成品;s8:将泡沫混凝土保温板成品摆放在保温板包装机上进行包装,包装成品输送至存储仓库等待出厂。2.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s1中,水泥、粗骨料、细骨料和氧化物陶瓷粉体的添加质量比为60-75:10-15:10-20:5-10。3.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s3中,混合物料a和水的添加质量比为1:1-1.5。4.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s4中,混合浆料b和双氧水的添加质量比为10:1。5.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s2、s3和s4中,搅拌容器的搅拌速度为2000-2500r/min,搅拌时间为5-10min。6.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s4中,搅拌容器的温度以10℃/min的速率上升至90℃停止。7.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s5中,制作浆料c分别注入制作模具和取样模具中,制作模具和取样模具静置发泡的条件相同。8.根据权利要求1所述的一种泡沫混凝土保温板成型制作工艺,其特征在于:所述步骤s5中,模具置于60-70℃的烘干室内。
技术总结
本发明公开了一种泡沫混凝土保温板成型制作工艺,属于保温板成型制作技术领域,包括以下步骤:S1:按照比例称量物料;S2:搅拌物料得混合物料A;S3:加水搅拌得混合浆料B;S4:加双氧水升温搅拌得制作浆料C;S5:注模具内,静置发泡;S6:拆模取出;S7:切割得成型的泡沫混凝土保温板成品;S8:包装;本发明在现有已知配方内添加有氧化物陶瓷粉体,不仅能够增强成型泡沫混凝土保温板的硬度和耐磨度,而且氧化物陶瓷粉体在发泡过程中能够作为双氧水的催化剂,加快双氧水的反应速度,提高泡沫混凝土保温板的成型速度。温板的成型速度。温板的成型速度。
技术研发人员:夏欢庆 殷俊杰
受保护的技术使用者:无锡顺旭科技有限公司
技术研发日:2022.03.11
技术公布日:2022/7/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。