1.本发明属于航空发动机压气机叶轮制造技术领域,涉及一种斜流/离心叶轮结构及其加工方法,具体涉及一种斜流/离心叶轮的整体叶环结构及其加工方法,这种斜流/离心叶轮的轮盘部分采用sic纤维增强复合材料进行强化,相比纯合金类叶盘能使轮盘最低半径抬高,重量降低,可直接应用于需要减重的或者需要更大内孔空间的斜流/离心叶轮。
背景技术:
2.随着航空发动机高性能高推重比的发展需求,发动机的减重需求越来越迫切。高推重比发动机对各部件的重量指标要求越来越苛刻,为实现高要求的重量指标,新结构新材料新工艺的采用成为各部件减重的重要手段。压缩部件作为航空发动机的三大部件之一,其重量的降低对发动机推重比的提高有着重要的作用。为此,除改进压缩部件设计方法外,还需要进一步研发更为先进的轻质高性能材料及轻量化结构部件。
3.通常情况下,对于叶轮而言,风扇叶片以榫根/榫槽连接结构方式固定设置在轮盘上,一方面,榫根/榫槽连接结构自身带有一定的重量,轮盘为支撑这些质量需要轮缘具有足够的厚度,这样的连接结构还使发动机零件数量较多,另一方面,气流在榫根与榫槽间缝隙中流动会带来一定的气动损失与微动磨损。为减轻上述传统叶轮结构的重量,现有技术中发展出了叶轮整体叶盘和整体叶环结构,整体叶盘是将叶片与轮盘做成一体的结构,省去常规的叶盘连接的榫头和榫槽,大大减轻了叶轮的质量,同时一定程度上也提升了气动性能。相比于整体叶盘结构,整体叶环技术具有更好的减重效果,将整体叶盘中的轮盘部分去掉就成为整体叶环,由于缺少了承受负荷的轮盘,整体叶环承受不了叶片的离心负荷,因此,整体叶环只能用密度较小的复合材料来制造,用复合材料做的整体叶环重量约为常规结构重量的30%~70%。
4.现有的整体叶环加工制造技术主要应用于轴流式叶轮,而较少使用于斜流/离心叶轮,主要原因在于斜流/离心叶轮内流道从进口到出口半径落差较大,这导致其轮盘外径从进口到出口逐渐升高,斜流/离心叶轮这种结构特点使得其叶环中的复合材料形状与轴流压气机叶盘不同,这样的结构特点也使得很难直接将轴流叶轮的整体叶环结构技术直接应用于斜流/离心叶轮,也正是这样的原因,现有斜流/离心叶轮主流仍然采用纯合金类叶盘,导致轮盘最低半径较小,重量较大。如何借鉴轴流叶轮的整体叶环结构技术,从而降低斜流/离心叶轮的重量,是斜流/离心叶轮加工制造领域亟待解决的技术问题。
技术实现要素:
5.针对现有技术的上述缺陷和不足,本发明提供了一种斜流/离心叶轮的整体叶环结构及其加工方法,根据斜流/离心叶轮轮盘外径从进口到出口逐渐升高的结构特点,以及斜流/离心叶轮的受力特点和设计需要,将叶轮中复合材料的铺设沿轴向分为多个区域,为了保证热等静压过程中断丝率低和铺设形状不变形,选择先按照单块区域单独铺设热等静压成型,再将多块区域合并套上叶片部分的外环毛坯再次进行热等静压成型,最终形成斜
流/离心叶轮整体叶环毛坯,再通过机加得到斜流/离心叶轮整体叶环结构。这种采用纤维增强复合材料的整体叶环相比纯合金类叶盘能使轮盘最低半径抬高,重量降低。
6.本发明为解决其技术问题,所采用的技术方案为:
7.一种斜流/离心叶轮整体叶环加工方法,其特征在于,所述加工方法至少包括如下步骤:
8.ss1.根据目标斜流/离心叶轮整体叶环的设计尺寸分别加工制造叶片外环毛坯和轮盘毛坯,所述叶片外环毛坯为一体结构,所述轮盘毛坯包括多个相互独立的轮盘子毛坯,且所述叶片外环毛坯及各轮盘子毛坯均由合金锻造加工而成,其中,
9.按照目标斜流/离心叶轮整体叶环的轮盘设计尺寸,从轮盘进口到轮盘出口,按轮盘的高度不同沿轴向将所述轮盘毛坯分成多个区域的独立轮盘子毛坯,各所述轮盘子毛坯均为形状规则的环形柱状部件,且各所述轮盘子毛坯中均在其侧面加工出复合材料填充环槽,各所述复合材料填充环槽的轴向宽度相同或沿轮盘进口至出口方向逐渐减小,径向高度沿轮盘进口至出口方向逐渐增大;每一复合材料填充环槽均相应加工有用以封闭所述复合材料填充环槽的环形盖状部件;所述复合材料填充环槽用以装填环形复合材料预制体,复合材料预制体装入复合材料填充环槽后用环形盖状部件覆盖,再进行热等静压固结后,使得轮盘子毛坯、复合材料预制体、环形盖状部件复合成一体;
10.所述叶片外环毛坯整体为环形柱状部件,其内孔沿轴向从轮盘进口到轮盘出口依次加工有与各所述轮盘子毛坯的形状尺寸相匹配的台阶孔;
11.ss2.各所述轮盘子毛坯各自与复合材料预制体热等静压复合成型后,分别放入所述叶片外环毛坯对应的台阶孔中,与所述叶片外环毛坯再次热等静压复合成一体,最终形成整体的斜流/离心叶轮整体叶环毛坯;
12.ss3.根据目标斜流/离心叶轮整体叶环的设计尺寸,对整体的斜流/离心叶轮整体叶环毛坯进行加工,得到目标斜流/离心叶轮整体叶环。
13.优选地,上述步骤ss1中,各所述轮盘子毛坯的轴向宽度相同或沿轮盘进口至出口方向逐渐减小,径向高度沿轮盘进口至出口方向逐渐增大。
14.优选地,上述步骤ss1中,所述叶片外环毛坯、轮盘子毛坯的基体材料为钛合金、钛铝合金或高温合金,对应的,所述复合材料预制体采用sic纤维增强钛基、钛铝基或高温合金基复合材料,复合材料sic纤维丝外层包裹的金属材料与盘体毛坯的基体材料相同。
15.进一步地,对于工作温度较低的叶轮,采用sic纤维增强钛基复合材料;对于工作温度中高温的叶轮,采用sic纤维增强钛铝合金基复合材料;对于温度较高的叶轮,采用sic纤维增强高温合金基复合材料。
16.优选地,上述步骤ss1中,沿轮盘进口至出口的轴向方向,所述轮盘毛坯分成3个或多个区域的独立轮盘子毛坯。
17.优选地,上述步骤ss2中,放入所述叶片外环毛坯对应的台阶孔中后,各所述轮盘子毛坯的轴向侧面紧密贴合。
18.优选地,上述步骤ss3中,对整体的斜流/离心叶轮整体叶环毛坯进行加工,加工深度与各复合材料填充环槽保持一定距离,以避免损坏复合材料。
19.本发明的另一个发明目的在于提供一种利用上述方法加工制备而成的斜流/离心叶轮整体叶环。
20.同现有技术相比,本发明的斜流/离心叶轮的整体叶环结构及其加工方法,根据斜流/离心叶轮轮盘外径从进口到出口逐渐升高的结构特点,以及斜流/离心叶轮的受力特点和设计需要,将叶轮中复合材料的铺设沿轴向分为多个区域,为了保证热等静压过程中断丝率低和铺设形状不变形,选择先按照单块区域单独铺设热等静压成型,再将多块区域合并套上叶片部分的外环毛坯再次进行热等静压成型,最终形成斜流/离心叶轮整体叶环毛坯,再通过机加得到斜流/离心叶轮整体叶环结构。这种采用纤维增强复合材料的整体叶环相比纯合金类叶盘能使轮盘最低半径抬高,重量降低。本发明的斜流/离心叶轮整体叶环不仅适用于普通斜流/离心叶轮轮盘的减重,还适用于采用中心拉杆固定的斜流/离心叶轮轮盘,避免了由于轮盘内环半径过低,导致中心拉杆过细不够稳定或者机加困难的情况。本发明还可直接应用于需要减重的或者需要更大内孔空间的斜流/离心叶轮。
附图说明
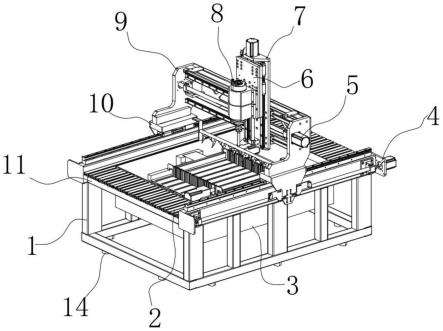
21.图1为本发明的斜流叶轮整体叶环结构示意图;
22.图2为本发明的离心叶轮整体叶环结构示意图;
23.图3为本发明的斜流叶轮整体叶环毛坯制备分区示意图;
24.图4为本发明的离心叶轮整体叶环毛坯制备分区示意图。
25.附图标记说明:
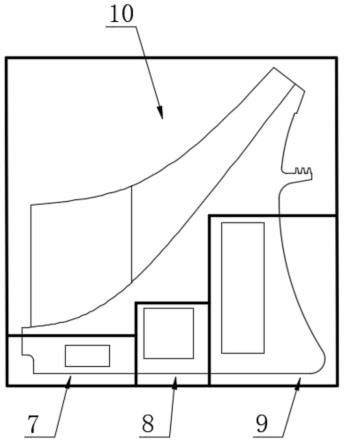
26.导风叶片1,主叶片2,叶轮轮盘3,复合材料i区4,复合材料ii区5,复合材料iii区6,轮盘子毛坯i 7,轮盘子毛坯ii 8,轮盘子毛坯iii 9,叶片外环毛坯10。
具体实施方式
27.为使本发明实施的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本发明一部分实施例,而不是全部的实施例,旨在用于解释本发明,而不能理解为对本发明的限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.如图3和图4所示,本发明的斜流/离心叶轮整体叶环加工方法在实施时,主要包括如下步骤:
29.ss1.根据目标斜流/离心叶轮整体叶环的设计尺寸分别加工制造叶片外环毛坯10和轮盘毛坯,叶片外环毛坯10为一体结构,轮盘毛坯包括多个相互独立的轮盘子毛坯,图中示出的是轮盘子毛坯i 7、轮盘子毛坯ii 8、轮盘子毛坯iii 9,且叶片外环毛坯10及各轮盘子毛坯i~iii 7、8、9均由合金锻造加工而成,其中,按照目标斜流/离心叶轮整体叶环的轮盘设计尺寸,从轮盘进口到轮盘出口,按轮盘的高度不同沿轴向将轮盘毛坯分成多个区域的独立轮盘子毛坯i~iii 7、8、9,各轮盘子毛坯i~iii 7、8、9均为形状规则的环形柱状部件,且各轮盘子毛坯i~iii 7、8、9中均在其侧面加工出复合材料填充环槽,各复合材料填充环槽的轴向宽度相同或沿轮盘进口至出口方向逐渐减小,各复合材料填充环槽的径向高度沿轮盘进口至出口方向逐渐增大;每一复合材料填充环槽均相应加工有用以封闭复合材料填充环槽的环形盖状部件;复合材料填充环槽用以装填环形复合材料预制体,复合材料
预制体装入复合材料填充环槽后用环形盖状部件覆盖,再进行热等静压固结后,使得轮盘子毛坯、复合材料预制体、环形盖状部件复合成一体;叶片外环毛坯10整体为环形柱状部件,其内孔沿轴向从轮盘进口到轮盘出口依次加工有与各轮盘子毛坯i~iii 7、8、9的形状尺寸相匹配的台阶孔。
30.步骤ss1在实施时,优选地,各轮盘子毛坯i~iii 7、8、9的轴向宽度相同或沿轮盘进口至出口方向逐渐减小,径向高度沿轮盘进口至出口方向逐渐增大。叶片外环毛坯、轮盘子毛坯的基体材料为钛合金、钛铝合金或高温合金,对应的,复合材料预制体采用sic纤维增强钛基、钛铝基或高温合金基复合材料,复合材料sic纤维丝外层包裹的金属材料与盘体毛坯的基体材料相同。对于工作温度较低的叶轮,采用sic纤维增强钛基复合材料;对于工作温度中高温的叶轮,采用sic纤维增强钛铝合金基复合材料;对于温度较高的叶轮,采用sic纤维增强高温合金基复合材料。沿轮盘进口至出口的轴向方向,轮盘毛坯优选分成3个或多个区域的独立轮盘子毛坯。
31.ss2.各轮盘子毛坯i~iii 7、8、9各自与复合材料预制体热等静压复合成型后,分别放入叶片外环毛坯10对应的台阶孔中,与叶片外环毛坯10再次热等静压复合成一体,最终形成整体的斜流/离心叶轮整体叶环毛坯。步骤ss2在实施时,优选地,放入叶片外环毛坯10对应的台阶孔中后,各轮盘子毛坯i~iii 7、8、9的轴向侧面紧密贴合。
32.ss3.根据目标斜流/离心叶轮整体叶环的设计尺寸,对整体的斜流/离心叶轮整体叶环毛坯进行加工,得到目标斜流/离心叶轮整体叶环。步骤ss3在实施时,优选地,对整体的斜流/离心叶轮整体叶环毛坯进行加工,加工深度与各复合材料填充环槽保持一定距离,以避免损坏复合材料。
33.根据本发明的上述方法加工制备而成的斜流/离心叶轮整体叶环如图1和图2所示,图1为斜流叶轮整体叶环结构示意图,图2为离心叶轮整体叶环结构示意图。斜流/离心叶轮进出口内流道半径值变化较大,这导致叶轮轮盘3内径值相同时,从进口到出口轮盘高度值差异较大,进而导致复合材料需分区铺设。以图1和图2所示为例,从轮盘进口到出口,按叶轮轮盘的高度不同分成三个区域进行铺设复合材料,分别为复合材料i区4,复合材料ii区5和复合材料区iii 6。斜流/离心叶轮整体叶环的毛坯制备方法为先按照单块区域单独铺设热等静压成型,再将三块合并套上叶片部分的外环毛坯再次进行热等静压成型。具体为轮盘子毛坯i 7、轮盘子毛坯ii 8、轮盘子毛坯iii 9先单独分区域成型,各自成型后,再加上叶片外环毛坯10,即叶轮叶片部分毛坯再次热等静压成型。最终形成整体的斜流/离心叶轮整体叶环毛坯,再通过机加得到斜流/离心叶轮整体叶环结构。
34.通过上述实施例,完全有效地实现了本发明的目的。该领域的技术人员可以理解本发明包括但不限于附图和以上具体实施方式中描述的内容。虽然本发明已就目前认为最为实用且优选的实施例进行说明,但应知道,本发明并不限于所公开的实施例,任何不偏离本发明的功能和结构原理的修改都将包括在权利要求书的范围中。
35.本发明未详细阐述部分属于本领域技术人员的公知技术。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。