1.本发明属于锂电池自动化设备领域,尤其涉及一种卷绕装置及卷绕方法。
背景技术:
2.电芯的生产是将正极片料带、负极片料带和隔膜料带依次卷绕形成卷绕体,极耳是从电芯中将正负极引出来的金属导电体。由于极耳焊接或者剪切精度的差异,卷绕后电芯的极耳可能会存在错位的情况,进而影响电芯的品质,因此卷绕设备需要设置能够改变卷针周长的卷针机构。
3.现在采用的卷针机构可以改变卷针的周长,但是多数结构比较复杂,调整卷针周长不方便。
技术实现要素:
4.本发明的目的在于提供一种结构简单的卷绕装置,并提供一种方便调整卷针周长的卷绕方法。
5.为实现上述目的,本发明的卷针机构包括转塔,所述转塔上设置有三组卷针机构,分别对应卷绕工位、贴胶工位和下料工位,所述转塔上还设置有电机开针组件、闭针组件和开闭针调节组件;所述电机开针组件设置在卷绕工位,驱动卷针机构夹持料带;所述闭针组件设置在下料工位,驱动卷针机构松开料带;所述卷针机构外表面设置有与开闭针调节组件相配合的第一调节组件,所述开闭针调节组件设置在下料工位,与第一调节组件相配合调节卷针机构的周长。
6.在本发明卷针机构的一个实施例中,所述开闭针调节组件包括设置在转塔上的第一驱动件、与第一驱动件相连接的第一旋转电机和设置在第一旋转电机驱动端的一字型调节件,所述第一调节组件包括与一字型调节件相配合的调节螺杆,通过调节螺杆控制一滑块的滑动进而调节卷针机构的周长。
7.在本发明卷针机构的一个实施例中,所述卷针机构还包括设置在自由端的一前针嘴组件,所述前针嘴组件被控制抵接在卷针机构的自由端,以调整卷针机构的平行度。
8.在本发明卷针机构的一个实施例中,所述电机开针组件包括设置在转塔上的第二旋转电机和设置在第二旋转电机驱动端的偏心轮。
9.在本发明卷针机构的一个实施例中,所述闭针组件包括设置在转塔上的第二驱动件和与第二驱动件的驱动端相连接的第三凸轮。
10.本发明还提供了一种卷绕方法,该方法包括以下步骤:
11.卷绕料带成成品电芯;
12.检测极耳偏移趋势;
13.成品电芯下料;
14.调节卷针机构周长。
15.在本发明卷绕方法的一个实施例中,所述调节卷针机构周长的步骤设置在下料工
位。
16.在本发明卷绕方法的一个实施例中,所述调节卷针机构周长系通过调整一调节螺杆在一滑块中的旋进深度而控制的。
17.在本发明卷绕方法的一个实施例中,所述卷针机构的自由端设置有一前针嘴组件,所述调节卷针机构周长还包括调节前针嘴组件与卷针机构自由端之间的距离的步骤,以提高卷针机构的平行度。
18.在本发明卷绕方法的一个实施例中,所述调节卷针机构周长的组件为开闭针调节组件,所述开闭针调节组件设置在转塔的下料工位。
19.综上所述,本发明的卷绕装置及卷绕方法能够在卷绕后实时调整卷针机构的周长,提高电芯的卷绕精度;将调整卷针周长的步骤设置在下料工位,利用下料工位的空余时间调整卷针周长,不会增加多余的调节时间,保证工作效率的同时提高电芯卷绕精度;本发明的卷绕装置将开闭针调节组件设置在转塔上,没有设置在卷针上,避免了使用滑环组件,不会存在滑环组件磨损、停机更换的情况,提高了工作效率。
附图说明
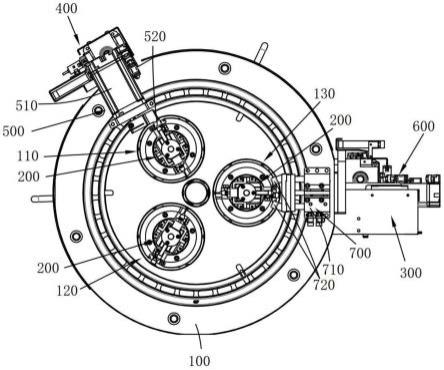
20.图1是本发明卷绕装置的结构图;
21.图2是卷针机构与开闭针调节组件结合的主视图;
22.图3是图2卷针机构沿剖面线a-a的剖视图;
23.图4是卷针机构的主视剖面图;
24.图5是前针嘴组件的结构图;
25.图6是图5中沿剖面线b-b的剖视图;
26.图7是本发明电芯卷绕方法流程图;
27.图8是本发明电芯卷绕方法步骤s1的具体流程图;
28.图9是本发明电芯卷绕方法步骤s3的具体流程图。
具体实施方式
29.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
30.如图1、图2所示,本实施例卷绕装置包括绕一轴线旋转的转塔100,转塔100的以轴线为中心的圆周上均匀设置有三个工位,分别是卷绕工位110、贴胶工位120和下料工位130,每个工位之间的夹角均为120度。每个工位上均设置有一卷针机构200,转塔100绕其轴线旋转时可带动卷针机构200在不同工位之间顺序切换位置,从而完成电芯的卷绕、贴胶、下料操作。卷针机构200能够在不同工位被驱动伸出或者回退,并且能够在一旋转轴(图未示)的带动下绕自身轴线旋转。在下料工位130设置有开闭针调节组件300,用于根据需要调整卷针机构200的周长。开闭针调节组件300设置在下料工位130,可以利用卷绕工位110、贴胶工位120工作时下料工位的空余时间调整卷针机构200的周长,不会增加多余的调节时间,保证工作效率的同时提高电芯卷绕精度。
31.如图2、图3所示,卷针机构200包括与旋转轴相连接的卷针座210、第一外卷针220和第二外卷针230。第一外卷针220加工有第一凹槽221,第一凹槽221内活动设置有第一内
卷针240。第二外卷针230加工有第二凹槽231,第二凹槽231内活动设置有第二内卷针250。卷针座210包括第一卷针座211和第二卷针座212,第一外卷针220与第一卷针座211固定连接,第一外卷针220的位置相对固定,第二外卷针230通过一第一活动座232可移动地设置在卷针座210内,且可以通过一第一调节组件260的作用在卷针机构200的径向方向往复运动。
32.两个卷针座210固定连接并且形成一容纳空间,容纳空间内设置有第一活动座232和第二活动座251,分别与第一卷针座211、第二卷针座212之间通过多个第一导向杆213和多个调节弹簧214相连接。多个第一导向杆213沿着卷针机构200的径向设置,多个第一导向杆213和多个调节弹簧214使第一活动座232和第二活动座251能够在容纳空间内沿着第一导向杆213往复运动。第一活动座232、第二活动座251分别沿径向方向伸出卷针座210形成有伸出端233。第二外卷针230的一端与第一活动座232固定连接,第二内卷针250的一端与第二活动座251固定连接。同时作用于第一活动座232和第二活动座251的伸出端233可以同时驱动第二外卷针230和第二内卷针250在径向方向运动。
33.本实施例中第二外卷针230与第一活动座232设置为两个部件、第二内卷针250与第二活动座251设置为两个部件,在其他实施例中也可以设置为一体结构,只要能够伸出卷针座210便于调节即可。
34.第一调节组件260包括围绕卷针座210设置的第一环形座261、滑动设置在第一环形座261上的第一凸轮262和驱动第一凸轮262滑动的调节螺杆263,所述第一环形座261垂直于所述卷针机构200的轴向设置。第一凸轮262设置在一滑块264上,滑块264通过一滑槽265设置在第一环形座261上,滑槽265设置在第一环形座261的与第一外卷针220相对应的位置,并沿卷针机构200径向方向设置,使第一凸轮262能够沿着卷针径向方向滑动。第一凸轮262始终与第一活动座232的伸出端233相接触,通过第一活动座232带动第一外卷针220沿着径向方向移动。调节螺杆263固定设置在第一环形座261上,并与滑块264螺纹连接。
35.通过调节螺杆263驱动第一凸轮262沿着滑槽265滑动,可以径向调整并保持第一外卷针220相对于第二外卷针230的位置,从而调整并保持卷针机构200的周长。滑块264和滑槽265均优选为燕尾型,并且采用调节螺杆263与滑块264的配合来驱动第二外卷针230的径向移动,结构简单,传动精度高。
36.再次参考图1、图2所示,开闭针调节组件300设置于下料工位130。开闭针调节组件300相对于下料工位130的位置固定,其包括第一旋转电机310、驱动第一旋转电机310靠近或者远离调节螺杆263的第一驱动件320,第一驱动件320优选为气缸,响应速度快。第一旋转电机310的驱动端设置有一字型调节件311,调节螺杆263的端部设置有与一字型调节件311相配合的一字型凹槽2631。第一驱动件320驱动一字型调节件311伸进一字型凹槽2631内,通过检测电芯极耳偏移趋势,第一旋转电机310旋转,调整第一活动座232的伸出端233伸出卷针座210的距离,进而调整第二外卷针230与第一外卷针220的距离,调整卷针机构200的周长。开闭针调节组件300与第一调节组件260相配合调整卷针机构200的周长,开闭针调节组件300设置在卷针机构200外,没有设置在卷针机构200上,避免使用滑环组件,不会存在滑环组件磨损、停机更换的情况,提高了工作效率。
37.在卷绕工位110卷绕、贴胶工位120贴胶的同时,下料工位130下料完成后有空余时间,利用空余时间调整卷针机构200的周长,开闭针调节组件300设置在下料工位130,保证工作效率的同时提高了极耳的对齐度。
38.如图4-图6所示,为了保证第二外卷针230的平行度,提高卷绕精度,卷针机构200还设置有限制第二外卷针230变形的前针嘴组件270。前针嘴组件270设置在卷绕前支撑座组件(图未示)上。
39.前针嘴组件270包括内针固定环271、外针固定环272、连接块273和球头柱塞274。内针固定环271固定在卷绕前支撑座组件上,其中心形成有容纳第二内卷针250端部的环形凸起部275。外针固定环272与内针固定环271共圆形的套设在其环形凸起部275上,与环形凸起部275之间形成有容纳第一外卷针220、第二外卷针230自由端的环形容纳空间276。第二外卷针230的自由端部加工有斜面,外针固定环272与第二外卷针230的自由端部相对应的位置加工有开口277,环形凸起部275在开口277处加工有与第一外卷针220的斜面相接触的斜面;连接块273设置在开口277处,与内针固定环271固定连接,球头柱塞274设置在连接块273上并通过开口277伸入外针固定环272,保持第二外卷针230的斜面与环形凸起部275的斜面相接触。通过连接块273外接的驱动件改变前针嘴组件270与第一外卷针220之间的距离,第二外卷针230的斜面与环形凸起部275的斜面将第二外卷针230与内针固定环271的轴向移动转变为径向移动,改变第二外卷针230自由端与第一外卷针220之间的距离。第二外卷针230的自由端在内针固定环271和球头柱塞274的限制下不会变形,使第二外卷针230与第一外卷针220保持平行,卷绕电芯的极耳对齐度更好。
40.再次参考图2所示,卷针机构200还包括与旋转轴固定连接的第二环形座280,第二环形座280与第一环形座261通过多个第二导向杆281相连接,第二导向杆281沿卷针机构200轴向设置,第一环形座261能够沿着第二导向杆281移动。第一环形座261上还固定设置有第二凸轮266,第二凸轮266设置的位置与第二外卷针230的位置相对应,第一凸轮262与第二凸轮266的位置关于旋转轴成中心对称,第二凸轮266始终与第二活动座251的伸出端233相接触。两个伸出端233设置有斜面,驱动第一环形座261靠近或者远离第二环形座280,能够驱动第一凸轮262和第二凸轮266沿伸出端的斜面滑动,就能够改变两个伸出端233伸出卷针座210的距离进而带动第二内卷针250、第二外卷针230靠近或者远离第一外卷针220,夹持或者释放料带。
41.在本实施例中,两个伸出端233的斜面沿着卷针伸出方向延伸向着卷针倾斜,在伸出端233形成第一表面2331和第二表面2332,第一表面2331为斜面,第二表面2332为平坦面,第一表面2331或第二表面2332分别与第一凸轮262、第二凸轮266相接触,以调整第二内卷针250和第二外卷针230沿径向移动。
42.第一凸轮262和第二凸轮266设置在第一环形座261上,第一环形座261能够带动第一凸轮262和第二凸轮266在第一表面2331和第二表面2332上滑动。当两个伸出端233与第二表面2332接触时,第一环形座261和第二环形座280相贴合,由于第二表面是平坦面,此时的两个伸出端233伸出卷针座210的距离最小,第二内卷针250距离第一内卷针240距离最近,夹持料带;第二外卷针230距离第一外卷针220距离最远,形成卷绕电芯的基准尺寸。为了维持卷针卷绕电芯的基准尺寸、第二内卷针250夹持料带,保持第一凸轮262和第二凸轮266始终与第二表面2332接触,需要将第一环形座261和第二环形座280固定在一起,所以在第一环形座261或者第二环形座280相互接触的表面设置有多个磁性件282,防止卷针机构200旋转时电芯尺寸变化。
43.再次参考图1所示,在卷绕工位110设置有穿针组件400,穿针组件400的具体结构
不做限制,只要能够实现卷针机构200的伸出即可,本领域技术人员可以根据实际要求选择,具体不再赘述。
44.在卷绕工位110还设置有电机开针组件500,用于将第二内卷针250靠近第一内卷针240,将第二外卷针230远离第一外卷针220。电机开针组件500相对于卷绕工位110的位置固定,包括设置在转塔100上的第二旋转电机510,第二旋转电机510的驱动端连接一偏心轮520。当料带插入卷针机构200后,第二旋转电机510旋转带动偏心轮520驱动第一环形座261靠近第二环形座280,磁性件282将第一环形座261和第二环形座280固定在一起,第一凸轮262和第二凸轮266始终与两个伸出端233的第二表面2332接触,第二内卷针250与第一内卷针240夹持料带,第二外卷针230和第一外卷针220形成卷绕电芯的基准尺寸。
45.在下料工位130设置有拔针组件600,拔针组件600的具体结构不做限制,只要能够实现卷针机构200的回退即可,本领域技术人员可以根据实际要求选择,具体不再赘述。
46.在下料工位130还设置有闭针组件700,用于将第二内卷针250远离第一内卷针240,将第二外卷针230靠近第一外卷针220,方便电芯的下料。闭针组件700相对于下料工位130的位置固定。闭针组件700包括第二驱动件710,第二驱动件710优选为气缸,响应速度快。第二驱动件710的驱动端连接有两个第三凸轮720。如图2所示,在第二环形座280与第一环形座261相对的表面分布有多个豁口283。当电芯被传送到下料工位130,第二驱动件710驱动两个第三凸轮720伸出,两个第三凸轮720伸入到第二环形座280的豁口283内,拔针组件600驱动卷针机构200回退一段距离,由于两个第三凸轮720的限制,第一环形座261与第二环形座280分开,第一环形座261带动第一凸轮262和第二凸轮266滑动到伸出端233的第一表面2331。由于第一表面2331是斜面,斜面沿着卷针伸出方向延伸向着卷针倾斜,两个伸出端233伸出卷针座210的距离变大。第二活动座251带动第二内卷针250远离第一内卷针240,松开料带;第一活动座232带动第二外卷针230靠近第一外卷针220,卷针周长小于卷绕电芯的基准尺寸,卷针机构200从电芯抽出不会带出料带,抽针效果好。
47.如图7所示,图7为利用该卷绕装置卷绕电芯的方法流程图,包括:
48.s1:卷绕料带成成品电芯;
49.s2:检测极耳偏移趋势;
50.s3:成品电芯下料;
51.s4:调节卷针机构周长。
52.如图8所示,为步骤s1的具体流程图。
53.具体地,步骤s1包括:
54.s11:卷针机构伸出:在卷绕工位110,卷针机构200在穿针组件400的控制下伸出,料带从卷针机构200的间隙中穿过,第二内卷针250的自由端插入到环形凸起部275,第二外卷针230、第一外卷针220的自由端插入到环形容纳空间276内;
55.s12:卷针机构夹持料带:电机开针组件500的第二旋转电机510通过偏心轮520驱动第一环形座261靠近第二环形座280,磁性件282将第一环形座261和第二环形座280固定在一起,第一凸轮262和第二凸轮266接触两个伸出端233的第二表面2332,两个伸出端233伸出卷针座210的距离最短,第一活动座232带动第二外卷针230距离第一外卷针220最远,保持卷绕电芯的基准尺寸,第二活动座251带动第二内卷针250距离第一内卷针240最近,夹持料带;
56.s13:卷针机构卷绕料带形成半成品电芯:卷针机构200在旋转轴的带动下绕自身轴线旋转将夹持的料带卷绕成半成品电芯;
57.s14:卷针机构残卷和贴胶形成成品电芯:卷绕完成后,转塔100旋转120度,电芯被换位到贴胶工位120进行残卷和贴胶形成成品电芯。贴胶工位120的动作是现有技术,具体不再赘述。
58.如图9所示,为步骤s3的具体流程图。
59.具体的,步骤s3包括:
60.s31:卷针机构松开料带:在下料工位130,闭针组件700的第二驱动件710驱动两个第三凸轮720伸出,深入到第二环形座280的豁口283,拔针组件600驱动卷针机构200回退一段距离,两个第三凸轮720推动第一环形座261与第二环形座280分离,第一环形座261带动第一凸轮262、第二凸轮266与第一表面2331接触,两个伸出端233伸出卷针座210的距离变大,第二内卷针250暂时远离第一内卷针240松开料带,第二外卷针230暂时靠近第一外卷针220缩小卷针的基准尺寸;
61.s32:外接机械手夹持住成品电芯;
62.s33:卷针机构回退:第二驱动件710驱动两个第三凸轮720收回,卷针机构200在拔针组件600的控制下回退,从电芯中抽出;
63.s34:外接机械手带动成品电芯下料。
64.步骤s4具体包括:开闭针调节组件300的第一驱动件320驱动第一旋转电机310靠近第一调节组件260,第一旋转电机310的一字型调节件311插入到调节螺杆263的一字型凹槽2631内,控制器根据下料工位下料前检测到极耳偏移趋势,控制第一旋转电机310旋转带动调节螺杆263旋转,从而带动第一凸轮262沿着滑槽265滑动,控制第一活动座232的伸出端233伸出卷针座210的距离,调整第二外卷针230与第一外卷针220之间的距离,调整卷针机构200的卷针周长。
65.步骤s4还包括:调节卷针机构自由端位置,前针嘴组件270被一驱动件驱动,调整前针嘴组件270轴向位置。
66.最后,调整卷针周长后,转塔100再次旋转120度,卷针机构200旋转到卷绕工位110,重新开始卷绕工作。
67.以上实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
