1.本发明涉及灌装包装设备技术领域,特别涉及瓶盖压严检测机。
背景技术:
2.酒瓶内在灌装白酒后,需要在生产线上把瓶盖压到酒瓶上,形成密封,在实际生产中,经常出现瓶盖拧断处断裂、瓶盖拧断处出现较大缝隙以及压盖不到位导致瓶盖上的卡扣没有卡住瓶口,因此在瓶盖压装到酒瓶上后需要进行瓶盖压严检测,目前的检查工作多是采用人工在生产线两侧进行检查并把不合格的剔除,而人工检测劳动强度大,效率低,且长时间对每个瓶体检测容易出现疲劳,导致出现漏检,专利申请号cn201921721528.2公开了一种瓶盖压严检测机,包括:平移框架10,平移框架10的上部连接至少两组提盖组件,平移框架10的下部连接至少两组夹瓶气缸9,连接平移框架10的推拉组件能够推动提盖组件移动夹瓶,以及多个检测开关,平移框架10下方设置传送带,传送带的一端为进瓶端,另一端为出瓶端,提盖组件设置在传送带上方,且提盖组件设置在进、出瓶的前后两端,每一组提盖组件包括提盖气缸1、提盖架2、两个夹瓶气缸9、两个夹臂4,提盖架2一端连接提盖气缸1,夹臂4气缸3设置在提盖架2两侧,每一夹臂4气缸3连接一夹臂4,两个夹臂4自由端能够同时开合夹持同一个瓶盖,出瓶端设置剔出气缸8,在该技术中,通过夹臂夹紧瓶盖,夹瓶气缸夹紧瓶身,在体盖气缸向上提拉的作用下,配合检测开关检测瓶盖被提起的高度,检测瓶盖的合格与不合格,该检测装置中虽然可以实现机械检测,但是在气缸来回夹紧以及拉拔的过程中需要耗用一定的时间,降低检测效率,不利于输送带上流水线式的输送方式,且结构较为复杂,且每次检测的酒瓶量需要根据体盖组件组数决定,单次检测量小。
技术实现要素:
3.本发明的主要目的在于提供瓶盖压严检测机,通过下夹瓶输送机和上夹瓶输送机分别对瓶盖和瓶身进行夹持输送,上夹瓶输送机向上倾斜设置,在输送的过程中拉拔瓶盖,在输送带的出口处,通过高度检测机构对瓶盖的高度进行检查,并对高度不合格的瓶体通过剔瓶气缸推动到不合格品存储区,智能机械化自动检测,与输送带系统配合使用,适用于流水线生产加工,结构操作简单,可以对流水线上的酒瓶实时检测,检测数量大,有效避免漏检现象,检测精度高,大大提高了检测效率,并且降低了工人的劳动强度,可以有效解决背景技术中现有的问题。
4.为实现上述目的,本发明采取的技术方案为:瓶盖压严检测机,包括输送带,所述输送带的两侧设有立架,输送带的上方依次设有与立架连接的下夹瓶输送机和上夹瓶输送机,所述下夹瓶输送机与输送带平行设置,上夹瓶输送机沿着输送带前进方向向上倾斜设置,所述立架位于输送带出口的一侧安装有高度检测机构,且输送带出口的一侧边安装有剔瓶气缸,另一侧边设有不合格品存储区。
5.优选的,所述上夹瓶输送机的倾斜角度为1.5-2
°
,且前后端的高度差为5-6mm。
6.优选的,所述下夹瓶输送机对酒瓶瓶身的夹持力大于上夹瓶输送机对酒瓶瓶盖的
夹持力。
7.优选的,所述下夹瓶输送机和上夹瓶输送机的输送速度与输送带的输送速度一致。
8.优选的,所述下夹瓶输送机和上夹瓶输送机分别包括两个对称的上单边输送组件和下单边输送组件。
9.优选的,两个上单边输送组件通过上水平移动平台与上升降机构连接,上升降机构安装在立架上。
10.优选的,两个下单边输送组件通过下水平移动平台与下升降机构连接,下升降机构安装在立架上。
11.优选的,两个上单边输送组件和两个下单边输送组件分别由四个步进电机传动,步进电机并与plc连接,plc也与输送带的驱动电机连接,通过plc准确控制其速度从而实现各输送机之间的同步转动且与生产线的输送带同步输送,防止酒瓶在输送拔盖过程中倾斜或歪倒。
12.优选的,所述上单边输送组件和下单边输送组件均包括有链条,所述链条包括外链接、销轴和滚轮,所述外链接、销轴和滚轮组合安装形成整体闭合式链条,所述外链接为不锈钢,且外链接的外侧面镶嵌橡胶板。
13.优选的,所述高度检测机构包括高度调整架和接近开关,所述高度调整架固定安装在立架上,所述接近开关安装在高度调整架的可调节部位上。
14.与传统技术相比,本发明产生的有益效果是:本发明通过下夹瓶输送机和上夹瓶输送机分别对瓶盖和瓶身进行夹持输送,上夹瓶输送机向上倾斜设置,在输送的过程中拉拔瓶盖,在输送带的出口处,通过高度检测机构对瓶盖的高度进行检查,并对高度不合格的瓶体通过剔瓶气缸推动到不合格品存储区,智能机械化自动检测,与输送带系统配合使用,适用于流水线生产加工,结构操作简单,可以对流水线上的酒瓶实时检测,检测数量大,有效避免漏检现象,检测精度高,大大提高了检测效率,并且降低了工人的劳动强度。
附图说明
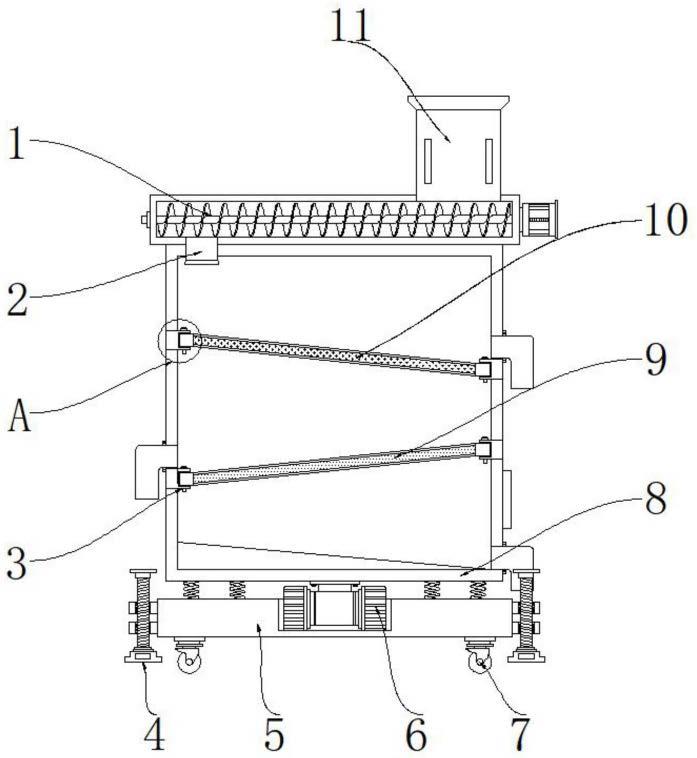
15.图1为本发明的整体结构主视图;
16.图2为本发明的整体结构侧视图;
17.图3为本发明的下夹瓶输送机和上夹瓶输送机的夹瓶示意图;
18.图4为本发明的下夹瓶输送机和上夹瓶输送机俯视图;
19.图5为本发明的链条剖面示意图;
20.图6为本发明的高度检测装置示意图。
21.图中:1、输送带;2、立架;3、下夹瓶输送机;4、上夹瓶输送机;5、高度检测机构;51、高度调整架;52、接近开关;6、剔瓶气缸;7、不合格品存储区;8、上单边输送组件;9、下单边输送组件;10、上水平移动平台;11、上升降机构;12、下水平移动平台;13、下升降机构;14、步进电机;15、外链接;16、销轴;17、滚轮;18、橡胶板。
具体实施方式
22.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合
具体实施方式,进一步阐述本发明。
23.如图1-3所示,瓶盖压严检测机,包括输送带1,所述输送带1的两侧设有立架2,输送带1的上方依次设有与立架2连接的下夹瓶输送机3和上夹瓶输送机4,下夹瓶输送机3和上夹瓶输送机4分别夹住酒瓶的下瓶身和瓶盖,下夹瓶输送机3与输送带1平行设置,上夹瓶输送机4沿着输送带1前进方向向上倾斜设置,倾斜角度为1.5-2
°
,且前后端的高度差为5-6mm,在夹住酒瓶前行的过程中上夹瓶输送机4把瓶盖向上提起,并且为了防止酒瓶整体被提起来,下夹瓶输送机3对酒瓶瓶身的夹持力大于上夹瓶输送机4对酒瓶瓶盖的夹持力,这样就产生了在酒瓶前进过程中不被提起的情况下相对拔盖的力,该力可以通过调整使之达到2~4kg为宜,不合格的瓶盖在此力的作用下要么被拔掉,要么使得瓶盖拧断处截面外缘产生缝隙,在立架2位于输送带1出口的一侧安装有高度检测机构5,且输送带1出口的一侧边安装有剔瓶气缸6,另一侧边设有不合格品存储区7,对拉拔后的每个酒瓶高度进行检测,高于一定高度的瓶子在经过高度检测机构5下方时能触发传感器灯亮同时发信号给plc,然后plc指挥剔瓶气缸6动作将此酒瓶推到旁边的不合格品存储区7内等待人工处理。
24.为了实现夹持酒瓶,如图3所示,下夹瓶输送机3和上夹瓶输送机4分别包括两个对称的上单边输送组件8和下单边输送组件9,即两个对称的上单边输送组件8对夹夹持瓶盖,两个对称的下单边输送组件9对夹夹持瓶身,进而对瓶体进行拉拔输送,为了便于夹持不同直径和不同高度的瓶体,如图2所示,两个上单边输送组件8通过上水平移动平台10与上升降机构11连接,上升降机构11安装在立架2上,两个下单边输送组件9通过下水平移动平台12与下升降机构13连接,下升降机构13安装在立架2上,通过上水平移动平台10和下水平移动平台12对上夹瓶输送机4和下夹瓶输送机3的夹持力度以及夹持直径大小进行调整,通过上升降机构11和下升降机构13对上夹瓶输送机4和下夹瓶输送机3的夹持位置进行调整,以适应不同高度的酒瓶,并且下夹瓶输送机3和上夹瓶输送机4的输送速度与输送带1的输送速度一致,使得酒瓶能够平稳的输送,两个上单边输送组件8和两个下单边输送组件9分别由四个步进电机14传动,步进电机14并与plc连接,plc也与输送带1的驱动电机连接,通过plc准确控制其速度从而实现各输送机之间的同步转动且与生产线的输送带1同步输送,防止酒瓶在输送拔盖过程中倾斜或歪倒。
25.所述上单边输送组件8和下单边输送组件9均包括有链条,链条采用标准06b双排链改制而成,如图5所示,链条包括外链接15、销轴16和滚轮17,所述外链接15、销轴16和滚轮17组合安装形成整体闭合式链条,所述外链接15为不锈钢,且外链接15的外侧面镶嵌橡胶板18,橡胶板18分别与瓶盖和瓶身接触以防止损伤瓶身和瓶盖。
26.如图6所示,所述高度检测机构5包括高度调整架51和接近开关52,所述高度调整架51固定安装在立架2上,所述接近开关52安装在高度调整架51的可调节部位上,便于根据酒瓶的高度不同进行调整。
27.其工作原理是,下夹瓶输送机3和上夹瓶输送机4分别对瓶盖和瓶身进行夹持输送,上夹瓶输送机4向上倾斜设置,在输送的过程中拉拔瓶盖,在输送带1的出口处,通过高度检测机构5对瓶盖的高度进行检查,并对高度不合格的瓶体通过剔瓶气缸6推动到不合格品存储区7,在检测的过程中,plc与驱动输送带1运行的驱动电机、步进电机14、接近开关52和剔瓶气缸6连接,实现自动控制。
28.以上只通过说明的方式描述了本发明的某些示范性实施例,毋庸置疑,对于本领
域的普通技术人员,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本发明权利要求保护范围的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。