1.本发明涉及光学薄膜卷料的裁切工序,特别地是,一种光学薄膜卷料裁切系统及方法。
背景技术:
2.目前现有光学薄膜(诸如,偏光膜)卷料裁切系统的裁切方式为标准裁切,即光学薄膜卷料在裁切过程中始终按照标准裁切长度进行裁切,得到统一规格的裁切后片料。裁切后片料送入质检由人工方式进行核查分类。若裁切后片料被人工核查到存在缺陷标记,则判断为不合格产品,将其置于不合格料区。若裁切后片料被人工核查到不存在缺陷标记,则判断为合格产品,将其置于合格料区。上述流程的缺点在于:采用人工核查缺陷标记,工作效率较低,可能出现错查漏查;采用人工分类,操作者的拿起放下等动作易对裁切后片料造成损伤。此外,不合格产品的处理方式多为直接丢弃,造成物料浪费。
技术实现要素:
3.本发明要解决现有技术中光学薄膜卷料裁切采用人工核查分类的问题,提供一种新型的光学薄膜卷料裁切系统及方法。
4.为了实现这一目的,本发明的技术方案如下:一种光学薄膜卷料裁切系统,包括卷送装置、aoi装置及裁切装置,所述卷送装置具有卷送机及编码器,所述卷送机用于将光学薄膜卷料依序卷送至所述aoi装置及所述裁切装置,所述编码器用于检测光学薄膜卷料的卷送码数,所述aoi装置具有线扫相机,所述线扫相机在光学薄膜卷料上形成有扫描线且所述扫描线从光学薄膜卷料其中一侧边延伸至相对另一侧边,所述线扫相机用于光学检测光学薄膜卷料的缺陷标记,所述裁切装置具有裁切刀具,所述裁切刀具用于将光学薄膜卷料裁切为裁切后片料。
5.作为一种光学薄膜卷料裁切系统的优选方案,进一步地包括分拣装置,所述分拣装置具有分拣器,所述分拣器用于分拣裁切后片料。
6.作为一种光学薄膜卷料裁切系统的优选方案,更进一步地包括整料装置,所述整料装置用于整齐裁切后片料。
7.本发明还公开一种光学薄膜卷料裁切方法,包括:提供所述光学薄膜卷料裁切系统;以及,所述裁切刀具根据所述线扫相机的关于所述缺陷标记的扫描结果及所述编码器的关于光学薄膜卷料的卷送码数对光学薄膜卷料进行裁切,以得到裁切后片料;其中,所述裁切刀具的裁切策略配置为:定义所述裁切刀具的标准裁切长度及小于标准裁切长度的最小裁切长度;判断光学薄膜卷料在前次的裁切线位置始的最小裁切长度的范围内是否存在所述缺陷标记:若是,则根据前次的裁切线位置始距离最小裁切长度的位置设置本次的裁切线位置且将本次的裁切后片料归类为待报废产品;若不是,则进一步判断光学薄膜卷料在前次的裁切线位置始的标准裁切长度的范围内是否存在所述缺陷
标记:若是,则根据距离前次的裁切线位置最远的缺陷标记的位置设置本次的裁切线位置且将本次的裁切后片料归类为待回收产品;若不是,则根据前次的裁切线位置始距离标准裁切长度的位置设置本次的裁切线位置且将本次的裁切后片料归类为合格产品。
8.作为一种光学薄膜卷料裁切方法的优选方案,所述分拣器的分拣策略配置为:所述分拣器根据裁切后片料的类别进行分拣;若裁切后片料归类为待报废产品,则将其分拣至不合格产品料区的废料仓,进入所述废料仓的裁切后片料直接作报废处理;若裁切后片料归类为待报回收品,则将其分拣至不合格产品料区的回收仓,进入所述回收仓的裁切后片料待后续人工剪裁成较小尺寸的可用片料;若裁切后片料归类为合格产品,则将其分拣至合格产品料区。
9.作为一种光学薄膜卷料裁切方法的优选方案,进入所述合格产品料区的裁切后片料将由所述整料装置整齐。
10.与现有技术相比,本发明的有益效果至少在于:1.利用aoi装置、裁切装置及分拣装置,完成对光学薄膜卷料的自动裁切及裁切后片料的自动分类,并且无需人工干预(采用人工方式核查裁切后片料是否具有缺陷标记、采用人工方式对裁切后片料分拣等),节约人力、场地等成本的同时提升生产效益。2.裁切装置通过缺陷回避对光学薄膜卷料进行裁切,相对于传统裁切系统能够减少单缺陷大尺寸的不合格产品的数量,提高单卷的成品率。
11.除了上面所描述的本发明解决的技术问题、构成技术方案的技术特征以及由这些技术方案的技术特征所带来的有益效果之外,本发明所能解决的其他技术问题、技术方案中包含的其他技术特征以及这些技术特征带来的有益效果,将连接附图作出进一步详细的说明。
附图说明
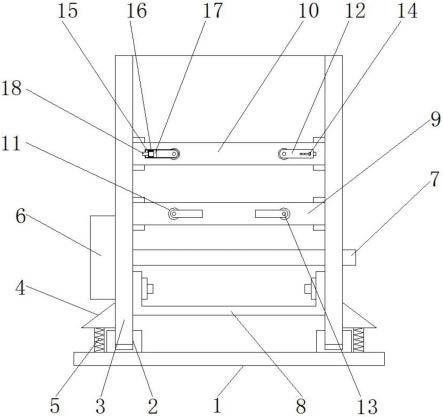
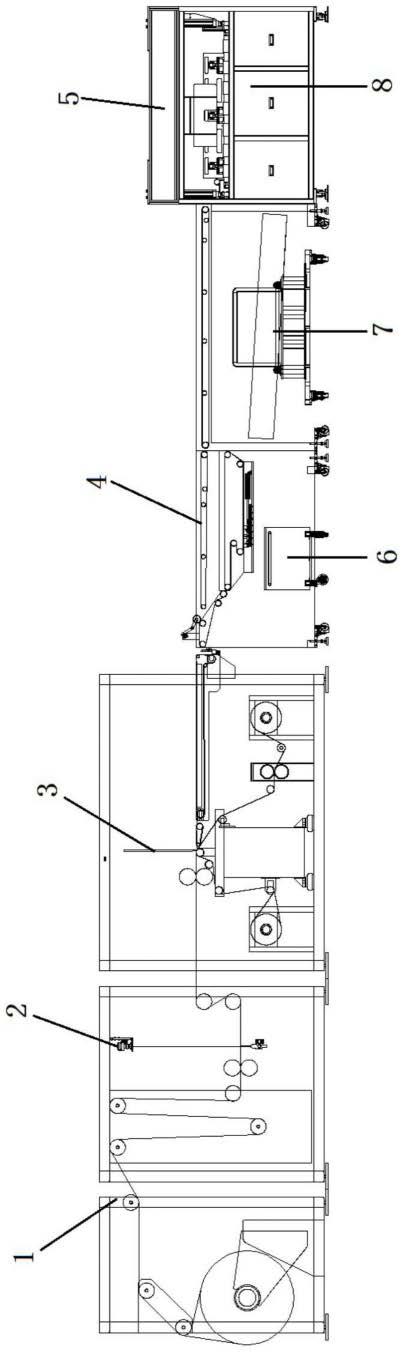
12.图1为本发明一实施例的结构示意图。
13.图2为本发明一实施例中光学薄膜卷料的剪裁原理图。
具体实施方式
14.下面通过具体的实施方式结合附图对本发明作进一步详细说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本发明,但不构成对本发明的限定。此外,下面所描述的本发明各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以相互组合。
15.请参见图1,图中示出的是一种光学薄膜卷料裁切系统,被使用于包括但不限于偏光膜、增透膜等光学薄膜卷料的裁切工序。
16.所述光学薄膜卷料裁切系统包括卷送装置1、aoi装置2(aoi是automated optical inspection的缩写,译为自动光学检测)及裁切装置3。所述卷送装置1、所述aoi装置2及所述裁切装置3处于同一物联网络中。
17.所述卷送装置1包括卷送机及编码器。所述卷送机用于将光学薄膜卷料依序卷送至所述aoi装置2及所述裁切装置3,即将光学薄膜卷料先送入所述aoi装置2进行aoi检测,再送入所述裁切装置3进行裁切。所述编码器用于检测光学薄膜卷料的卷送码数(即卷送米数或者卷送量)。
18.所述aoi装置2包括线扫相机及线扫光源。所述线扫相机位于光学薄膜卷料正上方。所述线扫光源位于光学薄膜卷料正下方。所述线扫相机在光学薄膜卷料上形成有扫描线且所述扫描线从光学薄膜卷料其中一侧边延伸至相对另一侧边。所述线扫相机用于光学检测光学薄膜卷料的缺陷标记(mark)。
19.需要说明地是,光学薄膜卷料的前制程包括缺陷检测阶段及缺陷打标阶段。所述缺陷打标阶段是根据所述缺陷检测阶段的缺陷检测结果在光学薄膜卷料上打码标记,以形成所述缺陷标记。所述缺陷标记所在位置即光学薄膜卷料的缺陷位置。故,所述线扫相机仅需扫描识别出所述缺陷标记即可,无需再次对偏光膜卷料作实质上的缺陷质量检测。
20.所述裁切装置3包括裁切刀具。所述裁切刀具用于将光学薄膜卷料裁切为裁切后片料。所述裁切刀具根据所述线扫相机的关于所述缺陷标记的扫描结果及所述编码器的关于光学薄膜卷料的卷送码数对光学薄膜卷料进行裁切。
21.所述裁切刀具的裁切策略配置为:定义所述裁切刀具的标准裁切长度及小于标准裁切长度的最小裁切长度。
22.判断光学薄膜卷料在前次的裁切线位置始的最小裁切长度的范围内是否存在所述缺陷标记:若是,则根据前次的裁切线位置始距离最小裁切长度的位置设置本次的裁切线位置且将本次的裁切后片料归类为待报废产品;若不是,则进一步判断光学薄膜卷料在前次的裁切线位置始的标准裁切长度的范围内是否存在所述缺陷标记:若是,则根据距离前次的裁切线位置最远的缺陷标记的位置设置本次的裁切线位置且将本次的裁切后片料归类为待回收产品;若不是,则根据前次的裁切线位置始距离标准裁切长度的位置设置本次的裁切线位置且将本次的裁切后片料归类为合格产品。
23.若是首次裁切,则以初始边界线或自定义边界线作为前次的裁切线位置。
24.请参见图2,本实施例中标准裁切长度为600mm,最小裁切尺寸为100mm,运行方向为从右往左,裁切偏移量为10mm。
25.裁切过程示例:第一张裁切后片料:在600mm内未发现有缺陷标记。按照裁切策略,第一张裁切后片料的裁切尺寸为600mm且为合格产品。
26.第二张裁切后片料:在100mm内发现有1个缺陷标记,且缺陷标记距离前次裁切线位置很近(小于100mm)。按照裁切策略,不足100mm的,按照100mm裁切。第二张裁切后片料的裁切尺寸为100且为待报废产品。
27.第三张裁切后片料:在600mm内未发现有缺陷标记。按照裁切策略,第三张裁切后片料的裁切尺寸为600mm且为合格产品。
28.第四张裁切后片料:在100mm内未发现有缺陷标记,在600mm内发现有2个缺陷标记。按照裁切策略,计算出距离前次裁切线位置最远的缺陷标记的位置,依据该缺陷标记的位置进行实际裁切且为待回收产品。
29.依次类推,不再赘述。
30.较佳地,所述光学薄膜卷料裁切系统进一步地包括分拣装置4。所述分拣装置4也在所述物联网络中。所述分拣装置4包括分拣器。所述分拣器根据裁切后片料的归类进行分拣。若裁切后片料归类为待报废产品,则将其分拣至不合格产品料区的废料仓6,进入所述废料仓6的裁切后片料直接作报废处理。若裁切后片料归类为待报回收品,则将其分拣至不
合格产品料区的回收仓7,进入所述回收仓7的裁切后片料待后续人工剪裁成较小尺寸的可用片料,以作他用。若裁切后片料归类为合格产品,则将其分拣至合格产品料区8。
31.较佳地,所述光学薄膜卷料裁切系统再进一步地包括整料装置5。所述整料装置5包括升降机构及拍齐机构。进入所述合格产品料区8的裁切后片料将由所述整料装置5整齐,整齐度作到
±
0.5mm以内。
32.以上仅表达了本发明的实施方式,其描述较为具体和详细,但且不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的后提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。