1.本发明涉及航空发动机维修技术领域,具体为一种叶片榫头胶料自动涂注装置及方法。
背景技术:
2.发动机叶片是航空发动机的关键零备件,其通过榫头和压气机盘上的榫槽进行装配连接。发动机在装配之前,需在叶片榫头处,按涂胶工艺涂覆硅胶,以消除榫头与高压盘榫槽之间的间隙,起到密封减震的作用。
3.目前国内叶片榫头宽扁胶料部位,全部为手工涂胶,由专人对胶布剪裁,对榫头非涂胶部位进行保护,胶层位置尺寸及宽度、厚度尺寸由胶条控制。剪裁时用卡尺控制尺寸,人工涂胶效率较低,步骤繁琐,且涂胶质量受人为影响较大,涂胶质量不均对后续的使用造成影响,同时该工种为有害工种,对工作人员会造成一定安全隐患。
技术实现要素:
4.为了解决现有技术中存在的问题,本发明提供一种叶片榫头胶料自动涂注装置及方法,结构简单,操作简便,能够显著提升涂注效率和涂注质量,简化步骤,安全性和稳定性好。
5.为实现上述目的,本发明提供如下技术方案:
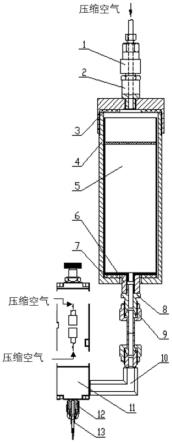
6.一种叶片榫头胶料自动涂注装置,包括压缩空气供应装置、控制器以及依次连接的胶筒、控制阀和喷嘴;
7.其中,所述胶筒外套设有存储筒,所述存储筒的顶端设置有筒盖,所述筒盖上开设有第一压缩空气入口,所述控制阀上开设有第二压缩空气入口和第三压缩空气入口,所述压缩空气供应装置的出气口分别与所述第一压缩空气入口、第二压缩空气入口和第三压缩空气入口连接,所述控制器的控制端连接所述压缩空气供应装置的控制端;
8.所述喷嘴的形状与叶片榫头的形状相匹配。
9.优选地,所述压缩空气供应装置的出气口依次通过上转接头和上转接座与所述第一压缩空气入口连接。
10.优选地,所述胶筒的两端分别设有上密封垫和下密封垫,所述上密封垫、胶筒和下密封垫依次置于存储筒内形成密闭空间。
11.优选地,所述上密封垫和下密封垫采用金属垫片或者橡胶垫片。
12.优选地,所述胶筒依次通过下转接座、下转接头、连接接头和转角接头与所述控制阀的进料端连接。
13.优选地,所述控制阀通过螺母与所述喷嘴连接。
14.优选地,所述喷嘴沿长度方向的截面渐缩,其中,喷嘴的连接端的截面大于自由端的截面。
15.优选地,所述喷嘴由连接端到自由端分为两段,分别为输料段和涂料段,其中,所
述输料段的长度大于所述涂料段的长度,所述涂料段的截面为矩形。
16.一种叶片榫头胶料自动涂注方法,包括如下步骤:
17.所述压缩空气供应装置通过第一压缩空气入口注入压缩空气,胶料从所述胶筒内挤出输送至所述控制阀中;
18.所述控制器控制所述压缩空气供应装置通过第二压缩空气入口和第三压缩空气入口注入压缩空气,调节所述控制阀向所述喷嘴的胶料供应量;
19.所述喷嘴对待涂注叶片榫头的胶料部位进行胶料涂注,实现自动涂注。
20.优选地,自动涂注前,还包括先将自动涂注装置安装在数控平台上,所述喷嘴对准待涂注叶片榫头的胶料部位。
21.与现有技术相比,本发明具有以下有益效果:
22.本发明提供一种叶片榫头胶料自动涂注装置,胶筒内存储加工涂注过程所用胶料,通过压缩空气供应装置供给的压缩空气作用下,为胶料连续出胶提供相应的动力,同时设置控制阀配合控制器实现胶料涂料过程中的自动通断,所述喷嘴的形状设置完美配合待涂注叶片榫头的胶料部位形状,呈宽扁形状,实现了对宽扁胶料的自动涂注,提高了涂胶位置和尺寸(宽度和厚度)的涂注精度,显著提升了胶料涂注的效率,简化了涂注步骤,本发明所述的胶料自动涂注装置设计思路巧妙,结构简单,且胶料固化后,胶条表面完整光滑,表面自然美观,能够连续对多个叶片进行涂胶,胶条一致性保持良好,保证叶片榫头的涂胶质量,同时安全性和稳定性好。
23.进一步地,本发明中所述喷嘴为了适应宽扁形状的叶片榫头胶料部位,其沿长度方向的截面渐缩,其中,喷嘴的连接端的截面大于自由端的截面,喷嘴由连接端到自由端分为两段,分别为输料段和涂料段,其中,所述输料段的长度大于所述涂料段的长度,所述涂料段的截面为矩形,所述涂料段的宽度远大于涂料段的厚度,即呈宽扁的鸭嘴型,能够使胶料呈宽扁状态挤出,涂注的胶料能够精准对应待涂注叶片榫头的胶料部位形状,且涂胶均匀,无需进行二次人工剪裁,进一步提高涂胶效率,同时降低由于剪裁过程造成的误差对涂胶质量的影响。
24.进一步地,控制阀上开设有两个压缩空气入口,其中,第二压缩空气入口和第三压缩空气入口分别位于控制阀上靠近上端的一侧以及靠近下端的一侧,两个压缩空气入口根据是否需要胶料通过控制通入压缩空气的量进而联合控制控制阀向下运动输送胶料或者向上运动断开输送,从而实现胶料的挤出和断开。
附图说明
25.图1是本发明胶料自动涂注装置的结构示意图;
26.图2是本发明中上转接头的结构示意图;
27.图3是本发明中密封垫的结构示意图;
28.图4是本发明中胶筒置于存储筒内的结构示意图;
29.图5a是本发明中下转接座的正视图;
30.图5b是本发明中下转接座的俯视图;
31.图6是本发明中下转接头的结构示意图;
32.图7是本发明中连接接头的结构示意图;
33.图8是本发明中转角接头的结构示意图;
34.图9是本发明中控制阀的结构示意图;
35.图10a是本发明中螺母的正视图;
36.图10b是本发明中螺母的俯视图;
37.图11a是本发明中喷嘴的正视图;
38.图11b是本发明中喷嘴的侧视图。
39.图中,1、上转接头;2、上转接座;3、上密封垫;4、存储筒;5、胶筒;6、下转接座;7、下密封垫;8、下转接头;9、连接接头;10、转角接头;11、控制阀;12、螺母;13、喷嘴。
具体实施方式
40.下面结合具体的实施例对本发明做进一步的详细说明,所述是对本发明的解释而不是限定。
41.如图1所示,本发明一种叶片榫头胶料自动涂注装置,包括压缩空气供应装置、控制器以及依次连接的胶筒5、控制阀11和喷嘴13;
42.其中,所述胶筒5外套设有存储筒4,所述存储筒4的顶端设置有筒盖,所述筒盖上开设有第一压缩空气入口,所述控制阀11上开设有第二压缩空气入口和第三压缩空气入口,所述压缩空气供应装置的出气口分别与所述第一压缩空气入口、第二压缩空气入口和第三压缩空气入口连接,所述控制器的控制端连接所述压缩空气供应装置的控制端;
43.所述喷嘴13的形状与叶片榫头的形状相匹配。
44.本发明提供一种叶片榫头胶料自动涂注装置,胶筒5内存储加工涂注过程所用胶料,通过压缩空气供应装置供给的压缩空气作用下,为胶料连续出胶提供相应的动力,同时设置控制阀11配合控制器实现胶料涂料过程中的自动通断,所述喷嘴13的形状设置完美配合待涂注叶片榫头的胶料部位形状,呈宽扁形状,并配合数控平台的执行动作,实现了对宽扁胶料的自动涂注,提高了涂胶位置和尺寸(宽度和厚度)的涂注精度,显著提升了胶料涂注的效率,简化了涂注步骤,本发明所述的胶料自动涂注装置设计思路巧妙,结构简单,且胶料固化后,胶条表面完整光滑,表面自然美观,能够连续对多个叶片进行涂胶,胶条一致性保持良好,保证叶片榫头的涂胶质量,同时安全性和稳定性好。
45.具体地,本发明一种叶片榫头胶料自动涂注装置,包括压缩空气供应装置、胶筒5、存储筒4、控制阀11、异型喷嘴13(喷嘴13形状可根据叶片榫头的涂胶部位形状进行替换)、控制器、连接螺母12(如图10a和10b所示)及各部分连接接头9(如图2、5a、5b、6、7和8所示)组成,其中,如图4所示,所述胶筒5外套设有存储筒4,胶筒5放置于存储筒4内,存储筒4的筒盖与压缩空气供应装置连接。压缩空气供应装置向存储筒4内部通入压缩空气,压缩空气可以提供胶筒5出胶的动力。
46.所述压缩空气供应装置、胶筒5、存储筒4、控制阀11、异型喷嘴13之间通过对应的连接接头9将各部分部件首尾连接起来,所述连接螺母12用于连接异型喷嘴13和控制阀11,所述控制器的控制端连接压缩空气供应装置的控制端,控制压缩空气供应装置通入控制阀11的压缩空气量,进而通过控制阀11控制胶料的起停。
47.本发明所述装置的具体连接方式为:如图1所示,将上转接头1与上转接座2连接,然后连接到存储筒4的筒盖上;如图3和4所示,将上密封垫3、胶筒5和下密封垫7依次放置于
存储筒4内,将三者压紧形成密闭空间;将下转接座6和下转接头8同胶筒5出料端连接;将转角接头10、螺母12和喷嘴13同控制阀11连接;使用连接接头9将转角接头10和下转接头8连接;将控制器的控制端分别同压缩空气供应装置的控制端进而控制本发明所述装置中的三个进气口(第一压缩空气入口、第二压缩空气入口和第三压缩空气入口),形成本发明所述的胶料自动涂注装置。
48.其中,控制阀上的两个压缩空气入口(第二压缩空气入口和第三压缩空气入口)分别位于控制阀上靠近上端的一侧以及靠近下端的一侧,两个压缩空气入口根据是否需要胶料通过控制通入压缩空气的量进而联合控制控制阀向下运动输送胶料或者向上运动断开输送,从而实现胶料的挤出和断开。
49.本发明所述的叶片榫头胶料自动涂注装置的工作原理如下:
50.本发明所述的整个自动涂注装置安置于数控平台上,并配合数控平台的执行动作,所述压缩空气供应装置通入压缩空气至放置有胶筒5的存储筒4中,在压缩空气的作用下,胶料从胶筒5挤出,经过胶料输送管路(具体为由多个连接部件组成)、控制阀11到喷嘴13,所述喷嘴13对准待涂注叶片榫头的胶料部位,实现宽扁胶料的出胶动作,如图9所示,所述控制器控制所述压缩空气供应装置通入至控制阀11中的压缩空气量,进而控制胶料的启停。
51.其中,第一压缩空气入口通入的压缩空气为连续出胶提供所需动力,第二压缩空气入口和第三压缩空气入口通入的压缩空气联合对控制阀11进行控制,决定胶料挤出和断开。胶料的通断均由控制器进行控制,并配合数控平台,完成宽扁胶料的自动涂注。
52.其中,所述胶筒5的两端分别设有上密封垫3和下密封垫7,胶筒5放置于存储筒4内,胶筒5上下均设置有密封垫,三者压紧共同形成密闭空间保证存储筒4内部工作时的气密性。
53.优选地,所述上密封垫3和下密封垫7采用金属垫片或者橡胶垫片。
54.其中,所述胶筒5依次通过下转接座6、下转接头8、连接接头9和转角接头10与所述控制阀11的进料端连接。本发明中所述的各接头、转接座均选用和胶筒5以及控制阀11连接口相匹配的连接部件。
55.优选地,所述控制阀11通过螺母12与所述喷嘴13连接。
56.优选地,如图11a和11b所示,本发明中所述喷嘴13为了适应宽扁形状的叶片榫头胶料部位,其沿长度方向的截面渐缩,其中,喷嘴13的连接端的截面大于自由端的截面。
57.优选地,所述喷嘴13由连接端到自由端分为两段,分别为输料段和涂料段,其中,所述输料段的长度大于所述涂料段的长度,所述涂料段的截面为矩形,所述涂料段的宽度远大于涂料段的厚度,即呈宽扁的鸭嘴型,能够使胶料呈宽扁状态挤出,涂注的胶料能够精准对应待涂注叶片榫头的胶料部位形状,且涂胶均匀,无需进行二次人工剪裁,进一步提高涂胶效率,同时降低由于剪裁过程造成的误差对涂胶质量的影响。
58.本发明还提供一种叶片榫头胶料自动涂注方法,包括如下步骤:
59.所述压缩空气供应装置通过第一压缩空气入口注入压缩空气,胶料从所述胶筒5内挤出输送至所述控制阀11中;
60.所述控制器控制所述压缩空气供应装置通过第二压缩空气入口和第三压缩空气入口注入压缩空气,调节所述控制阀11向所述喷嘴13的胶料供应量;
61.所述喷嘴13对待涂注叶片榫头的胶料部位进行胶料涂注,实现自动涂注。
62.进一步地,自动涂注前,还包括先将自动涂注装置安装在数控平台上,所述喷嘴13对准待涂注叶片榫头的胶料部位。
63.为实现上述目的,在本发明中采取的主要技术手段。要清楚、完整、准确地加以描述,要对发明的实质内容加以说明,公开的程度以所属技术领域的普通技术人员能够理解和实现为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。