1.本实用新型涉及数控机床技术领域,特别涉及一种数控自动磨刀机。
背景技术:
2.传动蜗杆,及含有螺纹的零件,在旋风铣加工中,为了提高效率,大多会使用多把刀具进行加工。
3.目前,常用的刀具为机夹刀具或人工焊接刀具。其中,机夹刀具是成型合金刀具,每件的价格是人工焊接刀具的4-5倍。由于刀具的损耗巨大,为了节约成本,市场上大多数蜗杆在旋风铣加工中选择人工焊接刀具。人工焊接的合金刀具,还需要使用砂轮手动磨削或半工具磨刀机进行磨削后,才能进行加工产品。
4.但是,采用上述两种磨削方式,磨削后的刀具加工的产品,与成型合金刀具加工的产品,两者的精度相差较大,以至于采用多刀具进行加工时,刀具无法重合,从而导致产品在加工中的角度误差大,粗糙度差,且人工磨刀也费时费力。
技术实现要素:
5.基于此,本实用新型的目的是提供一种数控自动磨刀机,替换现有的磨削方式,自动对焊接刀具进行磨削,以提高生产效率。
6.一种数控自动磨刀机,包括机床,设于所述机床侧边的多轴系统,设于所述机床上的z轴托板,设于所述z轴托板上的x轴托板,以及设于所述x轴托板上的行星减速机;
7.所述行星减速机的顶部设有固定夹具,所述固定夹具上安装有待磨削的焊接刀具,待磨削的焊接刀具在所述行星减速机的带动下进行转动,且转动轴线垂直所述机床的表面;
8.所述多轴系统的主轴的角度可调节,所述多轴系统的主轴的端部安装有砂轮,所述砂轮用于对待磨削的焊接刀具进行端面或侧面磨削。
9.相较现有技术,本实用新型将普通机床的二轴系统改为多轴系统(三轴或四轴系统),同时将机床的主轴设为可调节状,并通过增设的行星减速机来调整待磨削的焊接刀具的加工角度,从而自动对待磨削的焊接刀具进行磨削,以提高生产效率。
10.进一步地,所述多轴系统的主轴的角度的调节范围为4~10度。
11.进一步地,所述固定夹具包括与所述行星减速机连接的固定端,以及与所述固定端连接的活动开合端,待磨削的焊接刀具固定安装在所述活动开合端中。
12.进一步地,所述活动开合端包括对称设于所述固定端上的两个开合臂,两个所述开合臂之间留有间隙;
13.每一所述开合臂的内侧壁上设有匚型槽,两个匚型槽的位置对应,待磨削的焊接刀具位于两个匚型槽中;
14.其中一个开合臂上设有螺丝孔,该螺丝孔贯穿另一个开合臂,该螺丝孔中设有用于锁紧待磨削的焊接刀具的螺丝。
15.进一步地,所述螺丝孔位于匚型槽与所述固定端之间。
16.进一步地,所述固定端中设有键槽孔,所述行星减速机的输出轴与所述键槽孔连接。
17.进一步地,所述机床的侧壁上设有伺服驱动器,所述伺服驱动器与所述行星减速机电性连接。
附图说明
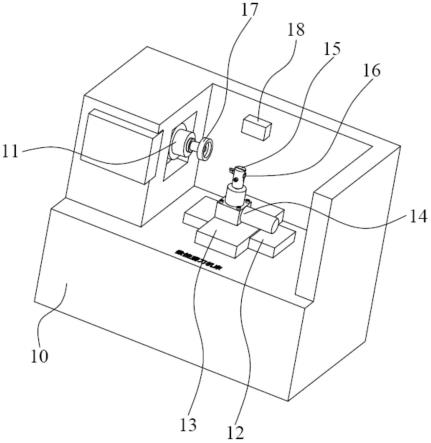
18.图1为本实用新型中数控自动磨刀机的结构示意图;
19.图2为图1中固定夹具的剖视图;
20.图3为图1中待磨削的焊接刀具的主视图。
21.主要元件符号说明:
[0022][0023][0024]
如下具体实施方式将结合上述附图进一步说明本实用新型。
具体实施方式
[0025]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的若干实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容更加透彻全面。
[0026]
需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0028]
请参阅图1至图3,本实用新型一实施例中提供的一种数控自动磨刀机,包括机床10,设于所述机床10侧边的多轴系统11,设于所述机床10上的z轴托板12,设于所述z轴托板12上的x轴托板13,以及设于所述x轴托板13上的行星减速机14;
[0029]
所述行星减速机14的顶部设有固定夹具15,所述固定夹具15上安装有待磨削的焊接刀具16,待磨削的焊接刀具16在所述行星减速机14的带动下进行转动,且转动轴线垂直所述机床10的表面;
[0030]
所述多轴系统11的主轴的角度可调节,所述多轴系统11的主轴的端部安装有砂轮17,所述砂轮17用于对待磨削的焊接刀具16进行端面或侧面磨削。
[0031]
需要说明的是,普通机床含有z轴和x轴,本实用新型加上所述行星减速机14,再配上驱动,它就变成了第三轴了,所以需要搭配上三轴以上的系统,即本实用新型中,直接将普通机床的二轴系统改为多轴系统11(三轴或四轴系统),同时将机床10的主轴设为可调节状,使得砂轮17与待磨削的焊接刀具16之间存在角度差,通过多轴系统11控制z轴托板12和x轴托板13的移动来确定待磨削的焊接刀具16的加工位置,并通过增设的行星减速机14来调整待磨削的焊接刀具16的加工角度,从而自动对待磨削的焊接刀具16进行磨削,以提高生产效率。
[0032]
具体的,本实用新型中,所述砂轮17为金刚石砂轮。
[0033]
在本实用新型一优选实施例中,所述多轴系统11的主轴的角度的调节范围为4~10度,以便于进行磨削。优选为6度,使得对应待磨削的焊接刀具16的切削刃口为负(4~10)度,实这样的角度差使磨削后的焊接刀具更耐用,而超出这个角度范围,焊接刀具的耐用程度下降。
[0034]
请参阅图1和图2,在本实用新型一优选实施例中,所述固定夹具15包括与所述行星减速机14连接的固定端151,以及与所述固定端151连接的活动开合端152,待磨削的焊接刀具16固定安装在所述活动开合端152中,通过所述活动开合端152,以便于更换不同的待磨削的焊接刀具16。
[0035]
请参阅图1和图2,在本实用新型另一优选实施例中,所述活动开合端152包括对称设于所述固定端151上的两个开合臂1521,两个所述开合臂1521之间留有间隙1522,以便于安装待磨削的焊接刀具16;
[0036]
每一所述开合臂1521的内侧壁上设有匚型槽1523,两个匚型槽1523的位置对应,待磨削的焊接刀具16位于两个匚型槽1523中,避免待磨削的焊接刀具16的径向转动;
[0037]
其中一个开合臂1521上设有螺丝孔1524,该螺丝孔1524贯穿另一个开合臂1521,该螺丝孔1524中设有用于锁紧待磨削的焊接刀具16的螺丝。
[0038]
请参阅图1和图2,所述螺丝孔1524位于匚型槽1523与所述固定端151之间,以增强所述固定夹具15的强度,避免在磨削加工过程中收到损坏。
[0039]
具体的,所述固定端151中设有键槽孔1511,所述行星减速机14的输出轴与所述键槽孔1511连接。
[0040]
请参阅图1,所述机床10的侧壁上设有伺服驱动器18,所述伺服驱动器18与所述行星减速机14电性连接,通过所述伺服驱动器18以便对所述行星减速机14进行精确控制。
[0041]
需要明确的是,采用普通的手磨刀或者半自动磨刀机器进行磨削后,焊接刀具的角度误差会在正负0.5度,或者更高。而本实用新型采用所述行星减速机14能有效的控制的
这个角度的误差,可精确到5-6弧分,也就有效的保证了刀具的精度,从而磨削后的刀具,便可安装多把至旋风铣上进行加工产品,大大的提高效益。
[0042]
综上,本实用新型中,直接将机床10的二轴系统改为多轴系统11,同时将机床10的主轴设为可调节状,并通过增设的行星减速机14来调整待磨削的焊接刀具16的加工角度,从而自动对待磨削的焊接刀具16进行磨削,以提高生产效率。
[0043]
本说明书中,各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似部分互相参见即可。且以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。