1.本发明涉及一种金属线。
背景技术:
2.以往,已知有使用了具有高熔点及高硬度等特征的钨的产品。例如,专利文献1中公开了将铼钨合金线用作医疗用针。
3.现有技术文献
4.专利文献
5.专利文献1:国际公开第2010/100808号
6.非专利文献
7.非专利文献1:
“タングステン
·
モリブデン
技術資料(钨钼技术资料)”、第3版修订、日本、钨钼工业会、平成21年2月25日、p.116
技术实现要素:
8.发明要解决的课题
9.铼钨合金线等金属线在被加工成医疗用针前,一般多数情况下被缠绕在绕线管等上保管。随着保管期间变长,金属线的表面的氧化进行,金属线彼此粘着(例如,参照非专利文献1)。因此,从绕线管抽出金属线时在金属线中产生应力,容易发生线的线缺陷(線
グセ
)或断线。
10.因此,本发明的目的在于提供一种不易发生线的线缺陷及断线的金属线。
11.用于解决课题的手段
12.为了实现上述目的,本发明的一个方式的金属线为钨线或钨合金线,存在于所述金属线的表面的碱金属的量在1g所述金属线中为2.0μg以下。
13.发明效果
14.根据本发明,能够提供不易发生线的线缺陷及断线的金属线。
附图说明
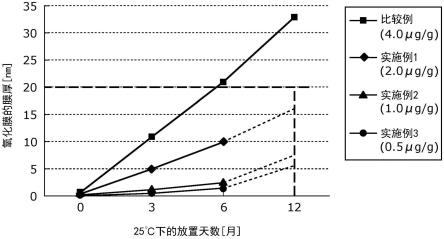
15.图1是对每种存在于表面的碱金属的量示出实施方式涉及的金属线的表面所形成的氧化膜的膜厚与金属线的放置天数的关系的图。
16.图2是对每种金属线的放置天数示出实施方式涉及的金属线的表面所形成的氧化膜的膜厚与存在于表面的碱金属的量的关系的图。
17.图3是表示实施方式涉及的金属线的制造方法的流程图。
18.图4是表示存在于实施方式涉及的金属线的表面的碱金属的量的测定方法的流程图。
19.图5是表示实施方式涉及的金属线和使用该金属线所织造的金属网的立体图。
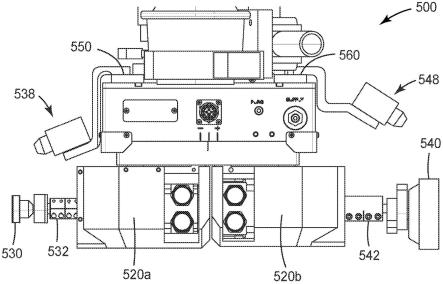
20.图6是表示使用了实施方式涉及的金属线的灯丝线圈的卷取加工处理的示意图。
21.图7是实施方式涉及的金属线的换卷装置的立体图。
具体实施方式
22.以下,对于本发明的实施方式涉及的金属线,使用附图进行详细说明。另外,以下说明的实施方式均表示本发明的一个具体例子。因此,以下的实施方式中所示的数值、形状、材料、构成要素、构成要素的配置及连接方式、步骤、步骤的顺序等为一个例子,不是限定本发明的主旨。因而,在以下的实施方式中的构成要素中,关于在独立权利要求中没有记载的构成要素,作为任选的构成要素进行说明。
23.另外,各图是示意图,不一定被严密地图示。因此,例如,各图中比例尺等不一定一致。此外,在各图中,对于实质上同一构成标注同一符号,重复的说明省略或简化。
24.(实施方式)
25.[金属线]
[0026]
首先,对实施方式涉及的金属线的构成进行说明。
[0027]
本实施方式涉及的金属线为钨线或钨合金线。即,金属线为含有钨(w)作为主要成分的金属线。金属线中所含的钨的含量例如为90wt%以上。在此,含量为金属元素(例如钨)的质量相对于金属线的质量的比例。钨的含量可以为95wt%以上,也可以为99wt%以上,也可以为99.9wt%以上。
[0028]
钨线为由纯钨形成的纯钨线、或者、在钨中掺杂有除钨以外的元素的掺杂钨线。另外,在本说明书中,纯钨是指,钨的含量为99.95wt%以上。在纯钨线中含有不可避免的杂质。
[0029]
掺杂钨线中所掺杂的元素(以下记作掺杂元素)例如为钾(k),也可以为钍(th)或铈(ce)。钾的含量例如为0.01wt%以下。此时,钾的含量也可以为0.003wt%以上。另外,钾的含量也可以为0.005wt%以上或以下。
[0030]
掺杂元素(例如钾)存在于钨的晶界。即,大多数掺杂元素存在于金属线的内部。因此,在存在于金属线的表面的碱金属的量的测定方法(详细情况在后面进行描述)中,掺杂元素的量实质上可以忽视。
[0031]
钨合金线为由钨与金属元素的合金形成的金属线。与钨的合金中所使用的金属元素(以下记作合金元素)例如为铼(re)。或者,合金元素也可以为钌(ru)、锇(os)或铱(ir)。钨合金线可以仅含有一种合金元素,也可以含有两种以上的合金元素。钨合金线中的合金元素的含量例如为0.1wt%以上且10wt%以下。或者,合金元素的含量也可以为0.5wt%以上且5wt%以下。作为一个例子,合金元素的含量为1wt%,但也可以为3wt%。
[0032]
在金属线的表面存在碱金属。碱金属例如为钠(na)或钾。详细情况在后面进行描述,碱金属为金属线的制造时使用的溶液中所含的残留元素。
[0033]
详细情况在后面进行描述,根据本技术发明人的研究判明,存在于金属线的表面的碱金属成为金属线表面的氧化的主要原因。在本实施方式涉及的金属线中,由于存在于表面的碱金属的量为规定值以下,因此,金属线表面的氧化受到抑制。
[0034]
具体地,存在于金属线的表面的碱金属的量在1g金属线中为2.0μg以下。存在于金属线的表面的碱金属的量在1g金属线中也可以为1.0μg以下。存在于金属线的表面的碱金属的量在1g金属线中也可以为0.5μg以下。
[0035]
从抑制金属线彼此的氧化的观点考虑,存在于金属线的表面的碱金属的量越少越好。但是,完全为0是困难的。即,存在于金属线的表面的碱金属的量在1g金属线中大于0.0μg。例如,存在于金属线的表面的碱金属的量在1g金属线中可以为0.1μg以上。
[0036]
金属线的线径例如为40μm以下。线径也可以为30μm以下,也可以为20μm以下。例如,金属线的线径可以为15μm以下,也可以为13μm以下。金属线的线径也可以为10μm以下。金属线的线径了可以小到加工极限。例如,金属线的线径的下限值也可以为5μm。
[0037]
线径越小,取下互相粘着的金属线时,越容易发生由金属线中产生的应力引起的线的线缺陷及断线。因此,越是线径小的金属线,越是更期待粘着受到抑制。
[0038]
[碱金属的量与金属线彼此的粘着的关系]
[0039]
接着,对存在于本实施方式涉及的金属线的表面的碱金属的量与金属线彼此的粘着的关系进行说明。
[0040]
含有钨作为主要成分的金属线在空气中保管时,表面被氧化,在表面形成钨的氧化膜。金属线一般缠绕在绕线管等上被保管,但此时,金属线的表面彼此成为密接的状态。因此,在表面上形成有氧化膜时,金属线的表面彼此粘着。如非专利文献1中所记载,在线径为10μm左右的极细线的情况下,线彼此因氧化而粘着至金属线无法抽出的程度。
[0041]
本技术发明人对于金属线发生氧化的主要原因以及抑制该氧化的手段进行了研究。其结果表明,残留于表面的碱金属为氧化的主要原因的可能性高。
[0042]
图1是对每种存在于表面的碱金属的量示出本实施方式涉及的金属线的表面所形成的氧化膜的膜厚与金属线的放置天数的关系的图。在图1中,横轴表示以金属线的制造日为第0日时的室温环境(25℃)下的金属线的放置天数。纵轴表示金属线的氧化膜的膜厚。金属线的氧化膜的膜厚通过以与线轴方向垂直的截面切断金属线、并用电子显微镜确认表面附近而进行测定。
[0043]
图1中所示的比较例、实施例1、实施例2及实施例3在1g金属线中存在于表面的碱金属的量各异。具体地,比较例、实施例1、实施例2及实施例3在1g金属线中存在于表面的碱金属的量分别为4.0μg、2.0μg、1.0μg、0.5μg。比较例及实施例1~3除了存在于表面的碱金属的量以外的参数互相相同。例如,比较例及实施例1~3的各自的线径为16μm。另外,比较例及实施例1~3各自均为掺杂有60ppm的钾的掺杂钨线。
[0044]
另外,对于比较例及实施例1~3的制造方法,使用图3在后面进行说明。另外,对于存在于表面的碱金属的量的测定方法,使用图4在后面进行说明。
[0045]
如图1所示,比较例及实施例1~3中,放置天数越长,表面的氧化越进行,氧化膜的膜厚变得越厚。另外,实施例1~3的经过12个月的时间点的氧化膜的膜厚是基于比较例的经过12个月的时间点的膜厚与实施例1~3各自的到第6个月为止的膜厚的增加的程度的推测值。
[0046]
将比较例与实施例1~3比较可以看出,存在于金属线的表面的碱金属的量越少,越难以形成氧化膜。这也可以基于以下的原理推测出。
[0047]
碱金属在金属线的表面以氢氧化物的形式存在。碱金属的氢氧化物具有吸湿性。因此,在金属线的表面存在碱金属(具体地,其氢氧化物)时,该碱金属变得容易吸收空气中的水分。因此,在金属线的表面变得容易附着水分,通过附着的水分与钨进行反应,在表面上形成钨的氧化物。碱金属的量变得越多,吸收的水分量也变得越多,因此,变得越容易形
成钨的氧化物,氧化膜的膜厚变得越厚。
[0048]
测定引起金属线彼此的粘着时的氧化膜的膜厚时,为20nm以上。具体地,氧化膜的膜厚变成20nm以上时,发生金属线彼此的粘着,线的线缺陷及断线发生的频率变高,诱发了成品率的降低。氧化膜的膜厚只要小于20nm,线的线缺陷及断线几乎不发生。
[0049]
在比较例中,保管期间超过6个月时,氧化膜的膜厚超过20nm,发生了金属线的粘着。即,可以说比较例的产品寿命为6个月以下。另一方面,在实施例1~3中,在经过6个月时间点时,氧化膜的膜厚为10nm以下。因此,即使在经过12个月的时间点,推测氧化膜的膜厚也为20nm以下,可以看出,与比较例相比,能不发生金属线的粘着地保管2倍以上的时间。即,与比较例相比,实施例1~3能将产品寿命延长2倍以上。
[0050]
图2是对每种金属线的放置天数示出本实施方式涉及的金属线的表面所形成的氧化膜的膜厚与存在于表面的碱金属的量的关系的图。在图2中,横轴表示存在于金属线的表面的碱金属的量。纵轴表示金属线的氧化膜的膜厚。图2是使用与图1的图相同的数据描绘的图。因此,在保管期间为12个月的图中,碱金属的量为0.5μg、1.0μg及2.0μg的标绘点是推测值。
[0051]
如图2所示,1g金属线中的碱金属的量为4.0μg时(比较例),相对于2.0μg时(实施例1),碱金属的量变成2倍,在3个月后、6个月后及12个月后的各经过时间点,氧化膜的膜厚也变成约2倍。另一方面,1g金属线中的碱金属的量为1.0μg时(实施例2),相对于2.0μg时(实施例1),碱金属的量变成一半,但是,在3个月后、6个月后及12个月后的各经过时间点,氧化膜的膜厚变得小于一半。即,通过使1g金属线中的碱金属的量为1.0μg以下,能够更进一步抑制表面的氧化。
[0052]
如上所述,通过使存在于金属线的表面的碱金属的量为2.0μg以下,能够抑制金属线的表面的氧化,能够抑制表面彼此的粘着。通过使碱金属的量为1.0μg以下,能够更进一步抑制表面彼此的粘着。
[0053]
另外,在上述比较例及实施例1~3中,示出了掺杂有钾的掺杂钨线,但是,掺杂元素为钾以外的情况、纯钨线的情况、钨合金线的情况中的任一种情况下,也得到同样的趋势。原因在于,在任一种情况下,由于含有钨作为主要成分,因此,在表面形成与钨的氧化膜。即,在除钾以外的掺杂钨线、纯钨线及钨合金线的任一者中,存在于金属线的表面的碱金属的量在1g金属线中均为2.0μg(或1.0μg或0.5μg)以下。由此,与钾的掺杂钨线同样地,由于氧化膜的形成受到抑制,因此,金属线彼此的粘着受到抑制。因此,实现了不易发生线的线缺陷及断线的掺杂钨线、纯钨线及钨合金线。
[0054]
[制造方法]
[0055]
下面,对本实施方式涉及的金属线的制造方法,使用图3进行说明。图3是表示本实施方式涉及的金属线的制造方法的流程图。
[0056]
如图3所示,首先,准备钨或钨合金的锭(s10)。具体地,准备纯钨粉末的集合物、或掺杂钨粉末的集合物、或钨粉末与合金金属的粉末(例如铼粉末)的集合物。对于粉末的集合物进行压制及烧结(sinter),制作锭。各粉末的平均粒径例如为3μm以上且4μm以下的范围。
[0057]
接着,对制作的锭进行型锻加工(s11)。具体地,通过对锭从周围进行锻造压缩而使其伸展,成形为线状的钨线或钨合金线。另外,代替型锻加工,也可以进行轧制加工。
[0058]
例如,通过反复进行型锻加工,将直径为约15mm以上且约25mm以下的锭成形为线径为约3mm的钨线或钨合金线。在型锻加工的途中的工序中,通过实施退火处理,确保以后的处理中的加工性。例如,在直径为8mm以上且10mm以下的范围中,实施2400℃的退火处理。
[0059]
接着,进行钨线或钨合金线的拉丝(s12)。具体地,首先对钨线或钨合金线进行加热,在表面形成氧化物层。例如,在900℃的加热温度下,使用燃烧器等直接对钨线或钨合金线进行加热。通过在表面上形成氧化物层,能够抑制在以后的拉丝工序中的断线的发生。
[0060]
在拉丝工序(s12)中,进行使用了一个拔丝模的钨线的加热拉丝。即,一边进行加热一边进行钨线的拔丝(细线化)。一边交换拔丝模,一边反复进行加热拉丝。由使用了一个拔丝模的一次加热拉丝带来的钨线的截面减少率例如为10%以上且40%以下。在加热拉丝中,也可以使用使石墨分散在水中而成的润滑剂。
[0061]
在反复进行加热拉丝中,可使用与跟前的加热拉丝中使用的拔丝模相比孔径小的拔丝模。另外,反复次数越多,越可使加热温度降低。即,在使用了小拔丝模的加热拉丝中,与使用了大拔丝模的加热拉丝相比,加热温度变低。另外,也可以在反复进行加热拉丝的中途阶段进行电解。作为使用的拔丝模,线径到0.38mm为止的情况下,使用超硬模;线径为从0.38mm到0.18mm的范围时,使用烧结金刚石模;线径为从0.18mm到0.010mm的范围时,使用单晶金刚石模。
[0062]
在拉丝工序后,进行钨线或钨合金线的表面处理(s13)。表面处理例如为电解研磨。具体地,在将拉丝后的钨线或钨合金线和对置电极浸渍在电解液中的状态下,在钨线与对置电极之间施加电压。电解研磨中所使用的电解液为含有碱金属元素的溶液。例如,电解液为氢氧化钾水溶液或氢氧化钠水溶液等。通过电解研磨,钨线或钨合金线的表面被研磨,由此能够除去附着于表面的氧化物及石墨等。
[0063]
表面处理后,对钨线或钨合金线的表面进行洗涤(s14)。通过进行表面的洗涤,将钨线或钨合金线的表面存在的表面处理(s13)的残留物冲走。具体地,通过将表面处理后的钨线或钨合金线在洗涤水中浸渍规定期间,进行钨线或钨合金线的洗涤。
[0064]
洗涤水不仅为纯水,也可以为酸性溶液。例如,洗涤水也可以为含有次氯酸的溶液、含有乙酸的溶液、或含有盐酸的溶液。
[0065]
洗涤水例如为含有泡沫或微泡沫或纳米泡沫的纯水(以下记作泡沫水)。微泡沫或纳米泡沫可以通过微泡沫或纳米泡沫发生器在纯水中产生。与微泡沫及纳米泡沫均不含的纯水相比,泡沫水的洗涤力更高。因此,能够减少钨线或钨合金线的表面的残留物的量。
[0066]
通过调节泡沫的强度(具体地,泡沫水的每单位体积的泡沫的量),能够调节残留于金属线的表面的碱金属的量。具体地,通过增多泡沫的量,洗涤力变高,能够减少残留于表面的碱金属的量。例如,图1中所示的实施例1~3为通过依次增加泡沫的量而得到的金属线。另外,比较例为通过使用不含泡沫的纯水作为洗涤水进行洗涤而得到的金属线。比较例及实施例1~3为经过仅洗涤(s14)互相不同、除洗涤以外的工序互相相同的工序而制造的金属线。
[0067]
经过以上的工序,能够制造一种金属线,其为表面的碱金属的量得到充分降低的钨线或钨合金线。
[0068]
另外,表面处理(s13)也可以不是电解研磨。例如,表面处理也可以是使用了含有碱金属元素的溶液的煮沸处理。煮沸处理中所使用的溶液与电解液同样地,例如为氢氧化
钾水溶液或氢氧化钠水溶液。
[0069]
另外,在洗涤(s14)中,也可以进行超声波洗涤。具体地,也可以使表面处理后的钨线或钨合金线浸渍在利用超声波发生器产生了超声波的洗涤水(以下记作超声波洗涤水)中。例如,通过增大超声波的振动频率或振幅,洗涤力变高,能够减少表面残留的碱金属的量。
[0070]
洗涤中所使用的泡沫水或超声波洗涤水被回收并再利用。即,泡沫水或超声波洗涤水可以被循环。或者,泡沫水或超声波洗涤水也可以在所谓的冲洗中被使用而不被回收。由于在冲洗的洗涤水中不含通过洗涤而从表面掉落的残留物,因此,与循环的洗涤水相比,能够提高洗涤力。即,能够更进一步减少存在于洗涤后的钨线或钨合金线的表面的碱金属的量。
[0071]
[碱金属的测定方法]
[0072]
接着,对于存在于本实施方式涉及的金属线的表面的碱金属的测定方法,使用图4进行说明。图4是表示存在于本实施方式涉及的金属线的表面的碱金属的量的测定方法的流程图。
[0073]
如图4所示,首先,准备测定对象的金属线(s20)。具体地,通过将金属线切断成规定的长度,准备切断后的金属线作为测定对象。测定测定对象的金属线的质量并记录。另外,测定对象的金属线的质量没有特别限定,例如通过为5g左右,能够容易且准确度良好地进行测定。
[0074]
接着,将测定对象的金属线与纯水放入容器中并密闭(s21)。容器例如为聚乙烯制的袋子。纯水例如为5cc。为了在下面的工序的升温时袋子不破裂,尽可能抽空袋内的空气后进行密闭。
[0075]
接着,对容器进行加热(s22)。具体地,将放入有测定对象的金属线与纯水并密闭的袋子在沸腾水中加热(热水加热)60分钟。由此,测定对象的金属线的表面残留的碱金属的氢氧化物溶解于袋内的纯水中。
[0076]
停止加热并冷却到室温(例如,25℃)后,取容器内的液体(s23)。具体地,用带针注射器取容器内的液体1cc,通过过滤处理除去液体中混入的固体(s24)。
[0077]
接着,对过滤处理后的液体0.25cc进行离子层析(s25)。作为进行离子层析的分析装置,例如使用dionex公司制造的离子层析分析装置ics-1100。作为阳离子交换柱,使用thermo scienfic制造的dionex ionpac cs12a柱。
[0078]
接着,计算出过滤处理后的溶液中的碱金属的量(s26)。具体地,通过将通过离子层析得到的图谱的峰面积、与通过对标准液的离子层析得到的图谱的峰面积进行比较,计算出采集并过滤处理后的溶液中的碱金属的量。通过将过滤处理后的溶液中的碱金属的量乘以溶液比(=准备的纯水量/过滤处理后的溶液量)而得的结果除以在步骤s20中测定的质量,计算出1g金属线中的存在于金属线的表面的碱金属的量。即,1g金属线中的存在于金属线的表面的碱金属的量x[单位:μg]可基于以下的式(1)计算出。
[0079]
(1) x=y
×
(va
÷
vb)
÷z[0080]
另外,y是基于图谱的峰面积而得到的碱金属的量[单位:μg]。va为步骤s21中准备的纯水的量[单位:cc]。vb为步骤s24中过滤处理后的溶液的量[单位:cc]。z为步骤s20中测定的测定对象的金属线的质量[单位:g]。
[0081]
作为标准液,例如使用关东化学株式会社制的cat.no.07197-96cation mixed standard solution。另外,对于离子层析中使用的分析装置、柱及标准液,没有特别限定。
[0082]
经过以上的工序,能够测定金属线的表面的碱金属的量。
[0083]
另外,在掺杂钨线中,如上所述,掺杂元素(例如钾)存在于晶界。即,由于大部分掺杂元素存在于金属线的内部,因此,在步骤s22中的加热工序中,可以认为掺杂元素不溶解于纯水中。可以以步骤s23中所取的液体中实质上不含掺杂元素的方式进行忽略。
[0084]
[金属线的使用例]
[0085]
接着,对本实施方式涉及的金属线的使用例进行说明。
[0086]
本实施方式涉及的金属线可以用于各种各样的用途。图5是表示本实施方式涉及的金属线1、与使用金属线1所织造的金属网10的立体图。
[0087]
如图5所示,所制造的金属线1一般被缠绕于绕线管(卷轴)2而被保管。使用金属线1制造所希望的金属产品时,从绕线管2绕出金属线1而使用。
[0088]
例如,通过将金属线1用于横线及纵线中的至少一者进行织造,能够制造金属网10。金属网10为具有金属线1的钨产品的一个例子,例如,为用于丝网印刷的丝网。如此,金属线1被用作丝网用的线材。另外,金属网10不仅被用于丝网,例如还可以被用于手套、袜子、上衣等衣服中。
[0089]
金属线1由于不易在表面形成氧化膜,因此,能够抑制从绕线管2上的取出时、以及织造时的线的线缺陷及断线的发生。另外,被用作丝网时,也能够抑制断线的发生。
[0090]
另外,金属线1也可以被用于锯线、医疗器械部件(例如,导管)、绞线或绳索等。或者,金属线1也可以被用于放电加工用的线、灯丝等。金属线1可以以单线的方式被利用,也可以多个金属线1被绞合、或被捆绑而使用。可以用于活用高熔点及高硬度等的钨的特征的各种钨产品中。
[0091]
图6是表示使用了本实施方式涉及的金属线1的灯丝线圈的卷取加工处理的示意图。灯丝线圈例如通过以钨线21和钼线22为芯线、在其周围用金属线1进行包覆而形成。例如,通过使线径为20μm的钨线的金属线1以转速2万rpm绕出。通过轴马达使之高速旋转,利用离心力使金属线1绕出,同时被缠绕在芯线的外周表面上。通过使芯线以恒定的速度沿轴向移动,金属线1以等间隔被缠绕在芯线的外周表面上。
[0092]
该绕出时,如果钨表面氧化则发生粘着,发生线的线缺陷或断线。根据本实施方式涉及的金属线1,如上所述,由于表面的氧化受到抑制,因此,能够抑制线的线缺陷及断线的发生。
[0093]
图7是本实施方式涉及的金属线1的换卷装置30的立体图。换卷装置30将缠绕于绕线管2的金属线1换卷到绕线管3上。另外,换卷装置30可以为不仅换卷、还可进行电沉积的电沉积装置。即,也可以在对从绕线管2绕出的金属线1进行电沉积处理后,缠绕在绕线管3上。电沉积处理例如在将金属线1用作锯线的情况下,为了使磨粒附着于表面而进行。
[0094]
例如,在金属线1为锯线用钨线的情况下,线径为40μm的金属线1在换卷时或电沉积时,以最大800m/分钟的线速度从绕线管2上绕出。绕出时,如果钨表面氧化则发生粘着,发生线的线缺陷或断线。另外,如果发生线缺陷,则变得容易发生在锯线的工作辊中向相邻的线位跳跃。相对于此,根据本实施方式涉及的金属线1,如上所述,由于表面的氧化受到抑制,因此,能够抑制线的线缺陷及断线的发生。还能够抑制作为锯线使用时的线位的跳跃的
发生。
[0095]
[效果等]
[0096]
如上所述,本实施方式涉及的金属线为钨线或钨合金线,存在于金属线的表面的碱金属的量在1g金属线中为2.0μg以下。
[0097]
由此,能够抑制线的线缺陷及断线的发生。
[0098]
另外,例如,存在于金属线的表面的碱金属的量在1g金属线中为1.0μg以下。
[0099]
由此,能够进一步抑制线的线缺陷及断线的发生。
[0100]
另外,例如,存在于金属线的表面的碱金属的量在1g金属线中为0.5μg以下。
[0101]
由此,能够能更进一步抑制线的线缺陷及断线的发生。
[0102]
另外,例如,金属线的线径为40μm以下。另外,例如,金属线的线径也可以为13μm以下。
[0103]
如此,由于越是线径越小的钨线,表面彼此粘着时越容易发生线的线缺陷或断线,因此,能够更有效地利用不易发生表面的氧化、粘着受到抑制的优点。另外,线径为40μm以下的钨的极细线的抗拉强度高,能用于各种各样的用途。
[0104]
另外,例如,金属线也可以被用作锯线的线材。
[0105]
由此,磨粒的电沉积加工时的绕出时,变得不易发生线的线缺陷及断线,因此,能够在金属线的表面均匀地进行电沉积加工。另外,能够抑制作为锯线的使用时的线位的跳跃的发生。
[0106]
另外,例如,金属线也可以用作丝网的线材。
[0107]
由此,在织造时及使用的任一者中,均不易发生线的线缺陷及断线,因此,利用刮板等进行的挤压也强,能够提高丝网印刷的准确度。
[0108]
(其他)
[0109]
以上,基于上述实施方式对本发明涉及的金属线进行了说明,但本发明并不限定于上述实施方式。
[0110]
例如,在上述实施方式中,假定了金属线被缠绕于绕线管而被保管的情况,但并不限定于此。也可以是多个金属线被捆绑而被保管。或者,金属线也可以在能与其他金属线或其他物体粘着的环境下被保管。另外,即使在未被长期保管的情况下,例如在能接触到水分的环境下被使用的情况等下,也能够抑制使用时的氧化膜的发生,因此,能够抑制使用中的断线及线的线缺陷的发生。
[0111]
此外,对各实施方式实施本领域技术人员想到的各种变形而得到的方式、或通过在不脱离本发明的主旨的范围内将各实施方式中的构成要素及功能任意地组合而实现的方式也包含于本发明中。
[0112]
符号说明
[0113]1ꢀꢀ
金属线
[0114]
10 金属网
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。