1.本发明涉及航空发动机领域,特别地,涉及一种航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层。此外,本发明还涉及一种包括上述航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法。
背景技术:
2.燃气涡轮工作叶片是航空发动机涡轮部件的重要组成部分,工作环境为高温、高速、高压的超恶劣环境,叶片基体材料多选用单晶材料,为保护零件基体、提高叶片使用寿命、降低成本,多在叶片表面喷涂耐高温热腐蚀防护涂层。
3.真空等离子喷涂nicocralyta涂层是一种优良的抗高温氧化涂层,多用于航空发动机涡轮部件,通常燃气涡轮工作叶片叶身及叶尖均喷涂该涂层。但是,在使用过程中发现叶尖涂层与对象件涡轮外环在使用过程中,涡轮外环内圆会存在刮磨和金属堆积,如图1所示,继续使用导致燃气涡轮工作叶片叶尖发生磨损,如图2所示。
技术实现要素:
4.本发明提供了一种航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层及其制备方法,以解决现有整体叶片均使用相同的涂层,容易造成叶尖磨损的技术问题。
5.本发明采用的技术方案如下:
6.一种航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层,包括:喷涂在叶身和缘板流道面上的nicocralyta涂层,喷涂在叶尖上的nicraly底层和ysz面层。
7.进一步地,nicocralyta涂层的厚度为0.04mm~0.1mm;nicraly底层的厚度为0.02mm~0.15mm;ysz面层的厚度为0.1mm~0.35mm。
8.根据本发明的另一方面,还提供了一种上述航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法,包括以下步骤:
9.s1、对叶片的非喷涂部位进行防护,将nicocralyta粉末在叶身和缘板流道面进行真空等离子喷涂,形成nicocralyta涂层;
10.s2、去除防护,对具有nicocralyta涂层的叶片进行扩散处理;
11.s3、对扩散处理后的叶身和缘板的nicocralyta涂层进行抛光处理,再去除叶尖表面残留的nicocralyta涂层;
12.s4、对叶身、榫齿和缘板进行防护,将nicraly粉末在叶尖表面进行大气等离子喷涂,形成nicraly底层,再将ysz粉末在nicraly底层上进行大气等离子喷涂,形成ysz面层;
13.s5、去除防护,对具有nicraly底层和ysz面层的叶片进行时效处理。
14.进一步地,步骤s2中扩散处理的温度为900℃~1100℃,扩散处理的时间为4h~7h。
15.进一步地,步骤s5中时效处理的温度为600℃~900℃,时效处理的时间为18h~32h。
16.进一步地,步骤s4中对叶身和榫齿进行防护的具体步骤包括:榫齿采用防护夹具进行防护;叶身采用耐高温防护胶带进行防护。
17.进一步地,防护夹具包括安装底座,布设在安装底座上的底板,底板上设有用于容纳叶片缘板的凹槽结构,布设在安装底座上并叠放在所底板上的安装盘,安装盘周向设有用于与叶片榫齿配合的榫槽,布设在安装底座上并盖合在安装盘上的盖板,底板与盖板配合用于防护缘板,用于固定连接底板与安装盘的第一连接件,用于固定连接安装盘与盖板的第二连接件。
18.进一步地,榫槽采用多个,多个榫槽沿安装盘周向间隔布设;凹槽结构采用多个,且凹槽结构与榫槽一一对应布设;还包括用于封堵榫槽的堵头。
19.进一步地,对叶身、榫齿和缘板进行防护后,将带有叶片的防护夹具安装在转盘上,转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂nicraly粉末,直至所有叶片的叶尖均形成nicraly底层;转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂ysz粉末,直至所有nicraly底层上均形成ysz面层。
20.进一步地,高温防护胶带采用至少两层;高温防护胶处于叶身与叶尖的交界处呈现40
°
~60
°
的斜角。
21.本发明具有以下有益效果:
22.本发明的航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层,叶身和缘板流道面上喷涂nicocralyta涂层,叶尖上喷涂有nicraly底层和ysz面层,叶尖采用nicraly底层和ysz面层,可实现高温防护的同时,避免因涂层粘连造成的叶片刮磨报废,叶尖采用ysz面层后,由于ysz面层属于陶瓷涂层,刮磨后陶瓷涂层不会粘连结块,可随气流排出,避免了叶片基体刮磨损伤,降低了发动机维修成本。同时ysz面层可机械去除后重新喷涂。然而,现有叶片的叶身和叶尖均采用相同的涂层,由于小尺寸涡轮工作叶片长期处于高温、高压、高速的环境中,当涂层发生破损后,只能更换新的涡轮工作叶片,无法进行维修,主要是由于涡轮工作叶片属于体积小、厚度薄的叶片,机械修理后,会对叶身造成刮磨损伤,叶身流道尺寸难以保证,因此,当涂层发生破损后只能更换新的叶片,造成了成本的浪费。
23.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照附图,对本发明作进一步详细的说明。
附图说明
24.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
25.图1是本发明的涡轮外环内圆示意图;
26.图2是本发明的燃气涡轮工作叶片叶尖示意图;
27.图3是本发明优选实施例1的叶身抛光态的显微组织图;
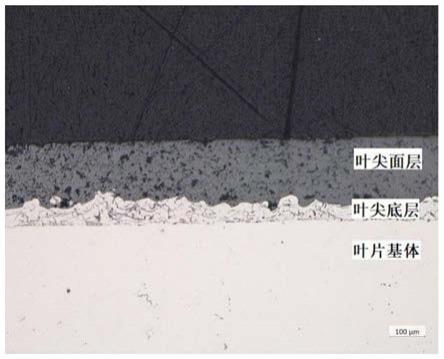
28.图4是本发明优选实施例1的叶尖抛光态的显微组织图;
29.图5是本发明优选对比例1的叶身抛光态的显微组织图;
30.图6是本发明优选对比例1的叶尖抛光态的显微组织图;
31.图7是本发明优选实施例1的叶身腐蚀态的显微组织图;
32.图8是本发明优选实施例1的叶尖腐蚀态的显微组织图;
33.图9是本发明优选实施例1的试车后叶身外观图;
34.图10是本发明优选实施例1的试车后叶尖外观图;
35.图11是本发明优选实施例1的试车后叶尖显微组织图;
36.图12是本发明优选实施例1的防护夹具示意图;
37.图13是本发明优选实施例1的固定连接底板2与安装盘3示意图。
38.附图标号说明:
39.1、安装底座;2、底板;3、安装盘;4、盖板;5、第一连接件;6、第二连接件;7、堵头。
具体实施方式
40.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本发明。
41.图1是本发明的涡轮外环内圆示意图;图2是本发明的燃气涡轮工作叶片叶尖示意图;图3是本发明优选实施例1的叶身抛光态的显微组织图;图4是本发明优选实施例1的叶尖抛光态的显微组织图;图5是本发明优选对比例1的叶身抛光态的显微组织图;图6是本发明优选对比例1的叶尖抛光态的显微组织图;图7是本发明优选实施例1的叶身腐蚀态的显微组织图;图8是本发明优选实施例1的叶尖腐蚀态的显微组织图;图9是本发明优选实施例1的试车后叶身外观图;图10是本发明优选实施例1的试车后叶尖外观图;图11是本发明优选实施例1的试车后叶尖显微组织图;图12是本发明优选实施例1的防护夹具示意图;图13是本发明优选实施例1的固定连接底板2与安装盘3示意图。
42.本发明的航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层,叶身和缘板流道面上喷涂nicocralyta涂层,叶尖上喷涂有nicraly底层和ysz面层,叶尖采用nicraly底层和ysz面层,可实现高温防护的同时,避免因涂层粘连造成的叶片刮磨报废,叶尖采用ysz面层后,由于ysz面层属于陶瓷涂层,刮磨后陶瓷涂层不会粘连结块,可随气流排出,避免了叶片基体刮磨损伤,降低了发动机维修成本。同时ysz面层可机械去除后重新喷涂。然而,现有叶片的叶身和叶尖均采用相同的涂层,由于小尺寸涡轮工作叶片长期处于高温、高压、高速的环境中,当涂层发生破损后,只能更换新的涡轮工作叶片,无法进行维修,主要是由于涡轮工作叶片属于体积小、厚度薄的叶片,机械修理后,会对叶身造成刮磨损伤,叶身流道尺寸难以保证,因此,当涂层发生破损后只能更换新的叶片,造成了成本的浪费。
43.上述涡轮工作叶片属于小尺寸叶片,叶片的缘板为(15~20)cm
×
8cm,叶身高度为20~25cm。
44.nicocralyta粉末中各成分及质量百分比为co:18~28%,cr:16~25%,al:4~13%,y:0.3~0.9%,ta:2~5%,余量为ni,nicocralyta粉末粒度分布(wt%):为大于38μm,≤15%;5~38μm,≥80%;小于5μm,≤5%。依据gb/t 19077粒度分析激光衍射法进行测试。
45.mcraly粉末中各成分及质量百分比为cr:20~25%,al:8~12%,y:0.7~1.3%,余量为ni及不可避免杂质;mcraly粉末粒度分布为:大于140目,≤1%;140~325目,≥90%;小于325目,≤9%。
46.ysz粉末中各成分及质量百分比为:zro2 y2o3≥98%,y2o3:6~8%;ysz粉末粒度分
布为:小于140目,≥99%。
47.本实施例中,nicocralyta涂层的厚度为0.04mm~0.1mm。nicraly底层的厚度为0.02mm~0.15mm。ysz面层的厚度为0.1mm~0.35mm。上述涂层需要满足上述规定的范围值要求,涂层厚度过薄会降低涂层的防护效果。nicraly底层也作为ysz面层的粘结层,过薄会导致ysz面层在使用过程中发生剥离。如果涂层厚度过后,会导致叶片质量超标,影响发动机的使用性能。
48.根据本发明的另一方面,还提供了一种上述航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法,包括以下步骤:
49.s1、叶片的非喷涂部位进行防护,将nicocralyta粉末在叶身和缘板流道面进行真空等离子喷涂,形成nicocralyta涂层;
50.s2、去除防护,对具有nicocralyta涂层的叶片进行扩散处理;
51.s3、对扩散处理后的叶身和缘板的nicocralyta涂层进行抛光处理,再去除叶尖表面残留的nicocralyta涂层;
52.s4、对叶身、榫齿和缘板进行防护,将nicraly粉末在叶尖表面进行大气等离子喷涂,形成nicraly底层,再将ysz粉末在nicraly底层上进行大气等离子喷涂,形成ysz面层;
53.s5、去除防护,对具有nicraly底层和ysz面层的叶片进行时效处理。
54.上述航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法,先对叶身和缘板流道面喷涂nicocralyta粉末,形成nicocralyta涂层,再对叶尖喷涂nicraly粉末和ysz粉末,形成nicraly底层和ysz面层,以针对叶片不同部位,喷涂不同的耐高温涂层,并采用不同的喷涂工艺,在降低生产成本的同时,显著提高了各涂层的使用寿命和可靠性。由于叶身表面涂层粗糙度会对发动机使用过程中气流产生影响,因此需对叶身表面nicocralyta涂层进行抛光处理。然后将在叶尖表面形成的nicocralyta涂层采用磨削加工的方式去除,保证叶尖表面无nicocralyta涂层。三种涂层均为耐高温涂层,在高温环境下,保护叶片基体不受损伤或减少损伤,叶身采用真空等离子喷涂形成nicocralyta涂层,nicocralyta涂层较为致密,无氧化物,抗高温氧化效果好,叶尖采用大气等离子喷涂形成nicraly底层和ysz面层,可耐高温,且刮擦后ysz面层可随气流排除。
55.本实施例中,步骤s2中扩散处理的温度为900℃~1100℃,扩散处理的时间为4h~7h。对形成nicocralyta涂层的叶片进行扩散处理,以提高nicocralyta涂层与叶身基体之间的结合力。基于叶片基体材料为dd407单晶材料,选择扩散处理的温度为900℃~1100℃,使得nicocralyta涂层与叶片基体之间形成扩散层,提供涂层结合性。但是温度过高,会导致叶片基体材料组织发生改变,同时影响nicocralyta涂层的性能。
56.本实施例中,步骤s5中时效处理的温度为600℃~900℃,时效处理的时间为18h~32h。对形成nicraly底层和ysz面层的叶片进行时效处理,以提高nicraly底层与叶尖基体、nicraly底层和ysz面层之间的结合力。在确保叶片基体材料不受影响的前提下进行时效处理,使nicraly底层与叶尖基体形成扩散层,提供叶尖涂层与基体的结合性。
57.本实施例中,步骤s4中对叶身和榫齿进行防护的具体步骤包括:榫齿采用防护夹具进行防护;叶身采用耐高温防护胶带进行防护。
58.如图12和图13所示,本实施例中,防护夹具包括安装底座1,布设在安装底座1上的底板2,底板2上设有用于容纳叶片缘板的凹槽结构,布设在安装底座1上并叠放在所底板2
上的安装盘3,安装盘3周向设有用于与叶片榫齿配合的榫槽,布设在安装底座1上并盖合在安装盘3上的盖板4,底板2与盖板4配合用于防护缘板,用于固定连接底板2与安装盘3的第一连接件5,用于固定连接安装盘3与盖板4的第二连接件6。上述第一连接件5采用内六角圆柱螺钉。上述第二连接件6采用内六角圆柱螺钉。
59.优选地,榫槽采用多个,多个榫槽沿安装盘3周向间隔布设;凹槽结构采用多个,且凹槽结构与榫槽一一对应布设;还包括用于封堵榫槽的堵头7。在实际生产中,榫槽和凹槽结构设有30~60个,因此,在防护夹具上一次可实现至少30~60个叶片叶尖的喷涂,但当待叶片叶尖的喷涂少于榫槽个数时,由于防护夹具周向转动,为了防止喷涂的nicraly粉末、ysz粉末进入到凹槽结构或榫槽内,形成涂层而污染防护夹具,因此,设计堵头7以对未安装叶片的防护夹具部分进行封堵。上述堵头7包括与榫槽配合的榫齿结构和与凹槽结构配合的凸台,从而实现对安装盘3上的榫槽和底板2上的凹槽结构进行封堵。
60.本实施例中,对叶身、榫齿和缘板进行防护后,将带有叶片的防护夹具安装在转盘上,转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂nicraly粉末,直至所有叶片的叶尖均形成nicraly底层;转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂ysz粉末,直至所有nicraly底层上均形成ysz面层。采用上述的专用高的防护夹具进行大气等离子喷涂,保证在叶片的叶尖喷涂时,等离子喷枪相对于每一个叶片的叶尖位置不变,以保证每一个叶片的叶尖喷涂一致性,同时还兼顾榫齿和缘板的防护和装夹。
61.本实施例中,高温防护胶带采用至少两层。高温防护胶带处于叶身与叶尖的交界处呈现40
°
~60
°
的斜角。为防止喷涂过程中耐高温防护胶带被烧穿,叶身需黏贴至少两层耐高温防护胶带,叶身与叶尖涂层交界处的高温防护胶带需呈40
°
~60
°
斜角,以防止叶尖涂层与高温防护胶带形成搭桥,从而避免取下高温防护胶带时造成涂层剥落。待转盘转动一周,完成ysz面层喷涂后,先将叶片从防护夹具中取出,然后去除叶身表面是高温防护胶带,采用金刚石锉刀轻压高温防护胶带上涂层,使胶带与涂层分离,然后沿叶身至榫齿方向将高温防护胶带扯下,高温防护胶带去除干净后再用油石沿叶身至榫齿方向轻搓叶尖与叶身交界处,保证涂层圆滑过渡。
62.实施例
63.实施例1
64.航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层,包括:喷涂在叶身和缘板流道面上厚度为0.08mm的nicocralyta涂层,喷涂在叶尖上厚度为0.08mm的nicraly底层和厚度为0.2mm的ysz面层。
65.航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法,包括以下步骤:
66.s1、采用高温防护胶带对叶片的非喷涂部位进行防护,将nicocralyta粉末在叶身和缘板流道面进行真空等离子喷涂,喷涂工艺:真空度85mbar以下,喷涂距离200~300,电流650~750a,形成厚度为0.08mm的nicocralyta涂层;
67.s2、去除高温防护胶带,对具有nicocralyta涂层的叶片进行扩散处理,扩散处理的温度为1100℃,扩散处理的时间为5h;
68.s3、对扩散处理后的叶身表面的nicocralyta涂层进行抛光处理,再采用磨削加工
的方式去除叶尖表面残留的nicocralyta涂层;
69.s4、叶身采用至少两层耐高温防护胶带进行防护,将全部30个叶片通过榫齿安装在防护夹具的安装盘3的榫槽内,安装盘3的榫槽为50个,对未安装叶片的榫槽采用堵头7进行封堵,盖合盖板4并通过内六角圆柱螺钉将盖板4固定,将带有叶片的防护夹具安装在转盘上,
70.对叶身、榫齿和缘板进行防护后,将带有叶片的防护夹具安装在转盘上,转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂nicraly粉末,喷涂工艺:氩气气体流量(scfh)为150
±
10,氢气气体流量(scfh)为10
±
1,载气量(scfh)为10~15,电流(a)为500
±
50,送粉量(g/min)40
±
5,喷射距离(mm)为150
±
10,直至所有叶片的叶尖均形成nicraly底层;转盘沿轴向中心线自转,转盘的转速为80rpm~150rpm,等离子喷枪沿与中心线平行的方向上下移动喷涂ysz粉末,喷涂工艺:氩气气体流量(scfh)为150
±
10,氢气气体流量(scfh)为10.5
±
1,载气量(scfh)为10~15,电流(a)为500
±
50,送粉量(g/min)28
±
5,喷射距离(mm)为100
±
10,直至所有nicraly底层上均形成ysz面层;
71.s5、先将叶片从防护夹具中取出,然后去除叶身表面是高温防护胶带,采用金刚石锉刀轻压高温防护胶带上涂层,使胶带与涂层分离,然后沿叶身至榫齿方向将高温防护胶带扯下,高温防护胶带去除干净后,再用油石沿叶身至榫齿方向轻搓叶尖与叶身交界处,再对具有nicraly底层和ysz面层的叶片进行时效处理,时效处理的温度为800℃,时效处理的时间为24h。
72.对比例1
73.航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层,包括:喷涂在叶身、缘板流道面和叶尖的厚度为0.1mm的nicocralyta涂层。
74.航空发动机小尺寸涡轮工作叶片的耐高温热腐蚀涂层的制备方法,包括以下步骤:
75.采用高温防护胶带对叶片的非喷涂部位进行防护,将nicocralyta粉末在叶身、缘板流道面和叶尖进行真空等离子喷涂形成厚度为0.1mm的nicocralyta涂层。
76.将实施例1和对比例1的获得的叶片进行金相制样,观察抛光态的显微组织,并对实施例1的金相制样后的叶片采用弱酸进行腐蚀,观察腐蚀态的显微组织。
77.为实施例1的抛光态的显微组织图,如图3所示,叶身的nicocralyta涂层厚度为0.08mm,孔隙率<2%,未熔融粒<2%,φ<10μm,叶身涂层经过机械抛光处理就,表面平整,发动机使用过程中气流阻力较小。如图4所示,叶尖nicraly底层和ysz面层,nicraly底层的涂层厚度为0.05~0.08mm,孔隙率<6%~8%,未熔融粒<3%~5%,φ<0.045μm,ysz面层的涂层厚度为0.05~0.08mm,孔隙率<6%~8%。
78.如图7和图8所示,为实施例1的腐蚀态的显微组织图,叶身nicocralyta涂层与基体件有0.01mm的扩散层,叶尖nicraly底层与基体具有0.005mm的扩散层。
79.如图5和图6所示,为对比例1的抛光态的显微组织图,涂层的表面粗糙度较大,在发动机的使用过程中气流流动的阻力较大。
80.将上述实施例1制备获得的航空发动机小尺寸涡轮工作叶片通过1000小时等效试车,试车后叶身涂层和叶尖涂层外观如图9和10所示,叶尖涂层显微组织如图11所示。
81.如图9、10和图11所示,经过试车后叶身和叶尖的涂层没有脱落,且涂层完整,符合发动机的服役性能。
82.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。