1.本发明涉及一种用于使用柔性印模的辊对板压印、纹理化或压纹工艺的辊。
背景技术:
2.在已知的辊对板压印工艺中,使用辊来使平面表面纹理化,该辊要么利用要压印的结构的倒转进行纹理化,要么将平面的柔性印模压入要压印的表面中,如例如在wo 2018/011208中所述。例如,该申请公开了一种压印设备,其中将柔性印模固定在夹具内,所述夹具安装在由与可自由旋转的辊同轴安装的旋转滑轮驱动的带上。在压印期间,柔性印模被压印辊压到刚性、离散的平面基板上,该基板使用移动装置(即托架)在辊下方移动。所述辊引导由滑轮-皮带-夹具系统驱动的柔性印模的运动。在该设备中,柔性印模具有纹理化片材的形式。当基板通过辊下方时,柔性印模被压在基板表面上,可固化树脂位于其间。柔性印模的运动被转向并且柔性印模使辊移动。基板的运动跟随柔性印模的运动。
3.us 2004/197712 a1中描述的另一种辊对板工艺公开了一种用于接触印刷的系统,其中柔性印模附接到将其拉紧的弹簧上。辊沿着印模滚动,从而使印模与基板接触。在该工艺中,辊不因基板的移动而移动,而是基板被固定并且辊在基板上方移动。
4.其它众所周知的压印技术是辊对辊压印以及板对板压印。与辊对辊压印相比,辊对板压印的优势在于刚性基板或所获得的产品(例如晶片)也可以被压印。与板对板压印相比,辊对板压印允许对更大的基板进行压印。另外,使用辊对板技术,纳米或微米结构可以直接应用于大型基板或最终产品,例如用于在太阳能电池板上制造抗反射结构或通过使用微透镜创建其它光学效果,例如显示面板的3d效果。
5.在辊对板压印的现有技术中,一个或多个可自由旋转的辊——即压印辊和分层辊——没有针对压印过程限定的起始位置是不利的。由于辊自由旋转且不是被直接驱动,因此在每次压印时它们可以具有不同的起始位置。如果辊是完美的圆柱形而没有任何变形和损伤,这不会有问题,但在实践中通常会在一定程度上存在一些缺陷。并且即使是与辊的完美均匀性的最小偏差也会反映在压印产品中,因为在不均匀的情况下由压印辊施加的压印压力会局部不同。由于没有限定压印辊的起始位置,因此每次压印都会在不同位置发现相应的扰动。这是与其它压印技术(如辊对辊或板对板压印,其中类似的异常可位于印版或辊上,从而导致每个压印周期的产品都在同一重复位置发现异常)的主要区别。对于使用柔性印模和自由旋转辊的辊对板压印,情况并非如此,因为压印模板没有连结到作为压力施加单元的压印辊的固定位置。因此,对于每次压印,辊的不均匀性可以反映在不同的位置。
技术实现要素:
6.本发明解决了所述问题,本发明包括一种用于辊对板工艺的压印、纹理化或压纹系统(108),该系统包括至少一个辊(108)和至少一个能够在压印后对压印过程的起始位置施加复位力的装置(202),其特征在于,所述辊为自由旋转的辊。
7.在本技术全文中,表述“压印”、“压纹”和“纹理化”将作为同义词使用。
8.在本技术全文中,除非另有说明,否则术语“装置”将表示单数和复数。
9.根据本发明的辊可以是中空的或实心的。辊可以由任何材料如金属或橡胶制成。也可以使用不同材料的组合,例如覆以橡胶的金属芯部。优选地,橡胶涂层的厚度大于3mm。在一个实施例中,辊还可以包括用于加热的装置,例如电阻加热器。用于本发明的辊优选具有圆柱形侧面,没有任何扭结、突起或图案。
10.根据本发明的预定位置是辊的周面上的一条线,该线平行于辊的旋转轴线,并与基板表面上在每个压印过程中等效的特定线位置对齐,使得在每个压印过程中,辊周面的同一平面投影与基板表面接触。在本发明的一个优选实施例中,辊可以复位的预定位置与压印的起始位置相关联,该起始位置是柔性印模与基板之间的第一次接触的位置,然后允许总是在同一辊位置开始压印。这为每个基板提供了相同的压印质量,因为它从辊圆周上的预定轨迹接受压印。
11.更优选而言,以避免或最大限度地减少辊的不均匀性如划痕、毛刺或凹痕对压印质量的任何影响的方式选择起始位置。例如,在使用具有多个产品区域的拼块阵列的柔性印模的压印工艺的情况下,辊缺陷可能位于产品拼块之间的缝合区域处。在这种情况下,有效区域的压印质量不会受到干扰或受到较少干扰。可以借助于本发明处理其影响的其它可能的不规则性是辊源自其制造工艺的不规则性,例如与辊宽度平行的轻微弯曲或偏差。在这些情况下,仍然保证了压印的可再现结果,因为基板从辊圆周上的预定轨迹接受压印。
12.这允许获得具有确定和恒定质量的压印产品,而无需在出现最初的磨损迹象时立即更换辊,从而在生产过程中更有效地使用材料。
13.有利地,本发明降低了对辊的精度要求,这允许更便宜的生产和对辊的磨损和撕裂缺陷的更大容限。此外,对辊的制造质量的要求不那么严格。使用本发明可以显著提高压印工艺的收益性。
14.在一个优选实施例中,用于施加复位力的装置安装在远离辊的旋转轴线的一个或多个安装点上,以便将复位力转换成足以将辊复位到预定位置的扭矩。有利地,这些装置以它们可以容易地被移除而不会在辊上留下任何残余物并且不会对辊造成任何损坏的方式安装。根据该实施例,可以使用力配合、形状配合或其它固定技术来固定这些装置。一个或多个安装点与辊旋转轴线的径向偏差取决于辊的转动惯量和直径以及复位力的强度。在一个更优选的实施例中,一个或多个安装点位于辊的一个或两个正面处、中空辊内部和/或靠近辊的正面的辊的圆周壳上以获得复位力的规定强度下的最大扭矩。将装置放置在辊内是特别有利的,因为在这种情况下它们干扰压印过程的可能性最小。通过装置的优选位置,可以对辊施加复位力而不妨碍使用压印设备的其它构建元件。
15.在一个更优选的实施例中,一个或多个安装点是孔,优选螺纹孔、螺栓,优选螺纹螺栓、杆或钉、直的或弯曲的槽、导轨、夹具、钩、环、锚或磁体,它们或者结合到辊的材料中,或者使用孔、螺栓、杆或钉、槽或使用磁力安装在辊的外部。该实施例的一个优点是该装置可以固定在辊上的不同位置,并且还可以使用一种以上的方式来改变复位力的强度。另外,已有的辊可以用本发明中应用的装置进行升级。
16.一个或多个安装点可以接收该装置的互补固定元件,例如螺纹或无螺纹螺栓、杆或钉、螺钉、锚、螺纹或无螺纹孔、导轨、直的或弯曲的槽、夹具、钩、锚或磁体。在又一实施例中,使用任何类型的胶将装置粘附到辊上,例如溶剂型胶、热熔胶或双组分胶,从而在安装
点的选择上提供了很大的灵活性。优选地,选择胶使得它可以被去除而不会从辊上留下残留物并且不会损坏辊的材料。使用胶固定该装置在固定点的选择上提供了很大的灵活性,并且还有助于以有利的方式升级缺少任何其它安装点的现有设施。
17.更优选地,安装点是围绕辊的旋转轴线具有合理半径的同心圆,形成例如圆形导轨、圆形槽或磁性单元(例如磁环或圆盘),以使用固定元件如夹具、螺栓、环、钩、锚或磁体来接收该装置,这些固定元件允许将该装置固定在任意角度位置并因此选择一个非常精确的首选位置作为预定位置,并在必要时尽可能简单地更改预定位置,例如在辊受到在压印过程中必须避免的损伤的情况下。
18.在本发明的一个实施例中,用于施加复位力的装置可以是弹簧,例如螺旋弹簧、板簧或旋转弹簧。
19.在另一实施例中,用于施加复位力的装置可以是磁体或电磁体。本发明的该实施例是特别有利的,因为磁体也可以非常容易地安装到已有的辊上,方法是仅仅在寻求的位置将它们附接到磁性辊上,或者使用例如磁盘或箔片,这些磁盘或箔片例如使用胶附接到辊上。电磁体的使用提供了额外的优势,即如果需要的话也可以切断复位力。
20.在另一实施例中,用于施加复位力的装置是马达/电机,该马达在压印过程之后将自由旋转的辊引导至优选位置。马达可以利用齿轮、带或辊来驱动压印辊。例如,在压印循环之后与压印辊接触的第二辊可以将压印辊旋转到预定位置。在这种情况下,压印辊将需要用于确定辊位置的装置。
21.在优选实施例中,只有一个装置向辊施加复位力。在又一实施例中,可自行施加不同复位力的两个或更多个装置被安装到辊的不同位置,以确保辊不会被卡在亚稳位置。
22.在一个优选实施例中,用于施加复位力的装置是一个或多个物品,它们附接到辊上并通过它们的质量施加复位力并且由于重力引起的吸引力而将辊复位到预定位置。与其它方式相比,具有额外质量的物品也允许在辊进行完整旋转的情况下适当地复位到预定位置,因为它们不会被弹簧可能发生的过度弯曲损坏。此外,具有额外质量的物品在用作用于施加复位力的装置时表现出最大的抗磨损或损坏能力。
23.在本发明的一个优选实施例中,通过安装物品添加到辊上的质量不超过辊的质量的5%,最优选不超过辊的质量的2%,以确保由物品增加到辊上的不平衡足够大以施加所寻求的复位力,但又足够小以确保由该质量引起的不平衡对压印结果没有影响或影响可以忽略不计,也不会对辊或柔性印模、基板、带、托架或压印过程中涉及的其它设备造成损伤或额外的磨损。
24.在一个优选实施例中,通过它们的质量施加复位力的附加的物品以这样的方式成形,即它们既不超过辊的直径也不接触柔性印模或从动带,因此不会因摩擦或其它类型与柔性印模、带、基板或压印过程中涉及的其它设备的机械相互作用而干扰压印过程。该实施例有利于以有利的方式升级现有设施。
25.在一个优选实施例中,辊直径被选择为具有比要压印的基板在压印方向上的长度大的周长。如果在辊对板压印设备中使用托架,则辊周长优选大于托架在压印方向上的长度。因此,可以利用压印区域外的不平衡来定位辊上的缺陷。
26.在本发明的一个优选实施例中,具有不同质量的、通过它们的质量施加复位力的物品具有相同的尺寸,以允许与设备尺寸最佳配合。这可以通过使用由不同密度的材料如
锡、钢、黄铜、铜或铅制成的具有相同尺寸的不同物品来实现。也可以使用非金属材料,例如陶瓷。在又一实施例中,这些物品可以是小的、优选刚性的容器,该容器可以充填有不同量的水、其它液体或诸如沙子的散装货物。
附图说明
27.附图示出了本发明的优选实施例,但它们在任何意义上都不将对本发明的描述限制于该实施例并且仅具有说明性特征。在多于一个图中出现的指示标号在所有图中的含义相同。
具体实施方式
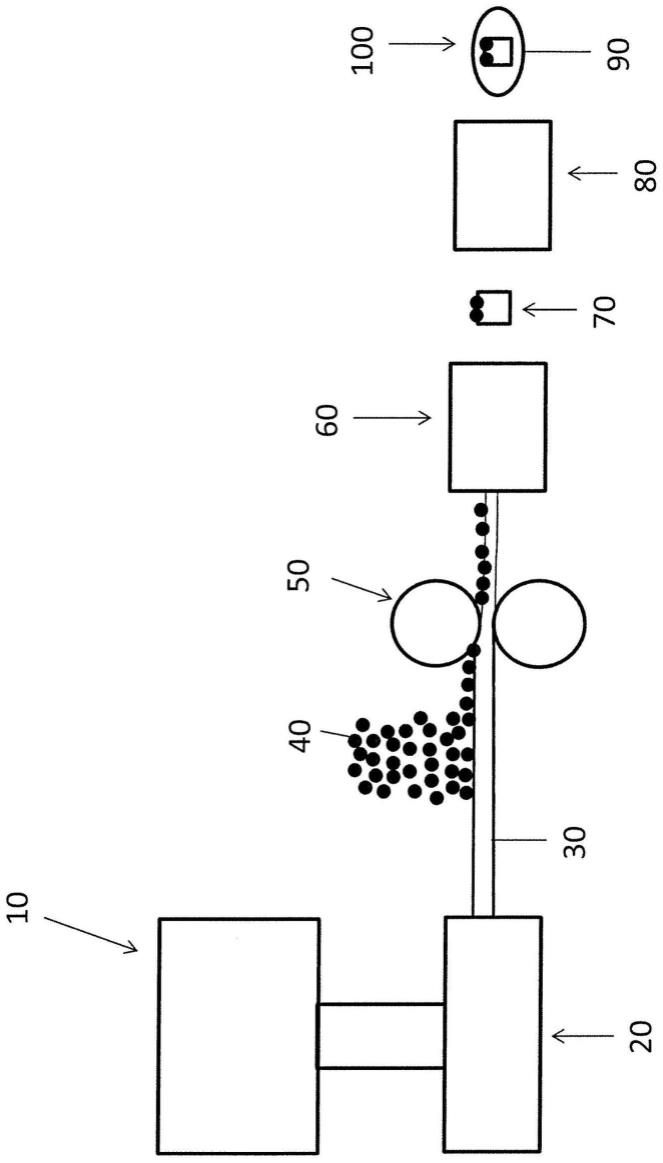
28.图1示意性地示出了与根据本发明的不平衡辊一起使用的压印设备。在该设备中,放置在托架102上的平面基板101在一组非驱动压印辊108下方的移动装置103上移动。压印由纹理化的箔片104完成,该箔片104被用作柔性印模,其具有承载压印或压纹图案的有效区域104a。使用第一夹具105a和第二夹具105b将柔性印模紧固到带106上。带在独立于辊108旋转的从动滑轮107上被引导。因此,辊仅随着纹理化的箔片104的移动而被动地旋转。柔性印模涂有从喷嘴110释放的压印漆109,压印漆109然后被带到基板101上并使用uv灯111固化。注意,漆109也可以直接涂布在基板101上。
29.图2示出了本发明的一个优选实施例中的辊108的详细视图,该辊108在正面203上具有安装孔201,通过其质量202施加复位力的物品被安装到该安装孔201上。
30.图3示出了辊108的另一实施例,该辊108具有旋转轴线204和安装在辊正面203上的同心圆形导轨301。通过其质量303施加复位力的块状物品配备有夹具304,夹具304允许将其固定到导轨301上。
31.图4示出了图2中的辊108的另一实施例,该辊108具有旋转轴204和在正面203上的安装孔201,作为具有额外质量的物品的金属杆401在辊108内被固定到安装孔201上。
32.图5a示出了具有辊108和质量块202的与图2相同的辊实施例,其中辊被划痕501损坏,这将导致错误的压印。辊在压印过程中的旋转方向由弯箭头表示。
33.图5b示出了使用具有划痕501的辊108和使用柔性印模104的压印过程。
34.图5c示出了包含固化树脂109的压印工艺502的可能结果,该压印工艺502使用损坏的辊108,其中划痕503的图像位于有效区域104a之外。竖线504表示由于质量块202而取决于压印过程的预定位置的起始点,而箭头505表示基板101上的压印过程的方向。该过程确保了划痕的图像始终位于印记上的同一位置处,因此可能位于不会导致印记出现问题的区域中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。