1.本公开涉及包装体的制造方法、包装材料用膜以及具备该包装材料用膜的层叠膜及包装材料。
背景技术:
2.一直以来,对于食品、饮料、药品、化学产品等多种商品,开发了对应于各自内容物的包装材料。特别是,作为液体、半固体或凝胶状物质等内容物的包装材料,使用耐水性、耐油性、阻气性、轻量性、挠性、设计性等优异的塑料材料。
3.作为液体、半固体或凝胶状物质等内容物的包装材料,为了提供更高功能,例如提出了以下构成的包装材料。
4.·
层叠有多种塑料基材的塑料层叠体
5.·
纸、金属箔、无机材料等与塑料基材的复合层叠体
6.·
对塑料基材实施了利用功能性组合物进行的处理的复合体
7.作为上述高功能之一,例如需要抑制内容物在包装材料内表面上的附着、即抑制内容物残留的功能。更具体地说,对于酸奶、果冻、糖浆等的容器的盖材料;粥、汤、咖喱、意大利面酱等高温蒸煮(retort)食品包装材料;以及化学产品或药品等液体、半固体、凝胶状物质等的保存容器用膜材料等,需要具有内容物难以附着在其内表面上、易于滑落的优异疏液性。这是为了抑制内容物附着在内表面上而无法将内容物用光、发生浪费;以及抑制因内容物的附着而产生污染;抑制内容物的排出操作花费工夫。
8.针对这些要求,例如专利文献1提出了具有树脂制内表面且在该内表面上形成有由满足规定条件的高粘度油性液体构成的油膜的烹饪食品收容用包装容器。另外,专利文献2提出了具备包含平均粒径d50为10~50μm且熔点为100~180℃的聚烯烃系粒子、表面粗糙度ra为1.00~7.00μm的热密封层的包装片材。
9.现有技术文献
10.专利文献
11.专利文献1:日本特开2019-18878号公报
12.专利文献2:国际公开第2018/003978号
技术实现要素:
13.发明要解决的技术问题
14.然而,用包装材料收容有咖喱或意大利面酱等的包装体例如会在120℃左右的温度条件下实施高温蒸煮(retort)处理。专利文献1所记载的发明中,设想了通过将高粘度油性液体进行喷雾来形成油膜(参照专利文献1段落[0032])。该油膜对于高温蒸煮处理等加热处理的耐久性不足。另外,认为需要对应于内容物来选择所使用的高粘度油性液体的种类,需要进行配方的分别制作。另一方面,专利文献2所记载的包装片材的水包油分散型内
容物(例如咖喱)的滑落性不足。推测这是由于热密封层的表面较为粗糙(表面粗糙度ra:1.00~7.00μm)。
[0015]
本公开提供水包油分散型内容物的滑落性优异的包装体的制造方法。另外,本公开提供包装材料用膜以及具备该包装材料用膜的层叠膜及包装材料。此外,本公开中,水包油分散型的内容物是指含有水和脂质且水的含量多于脂质的含量的内容物。“脂质”是包含20℃(常温)下为液状的油和20℃下为固体的脂的概念。以下,将水包油分散型内容物所含的上述油和为上述的脂且因会施加于本公开的包装体的加热处理而变成液状的脂一并称作“油”或“油分”。
[0016]
用于解决技术问题的手段
[0017]
本公开的一个方面提供一种包装体的制造方法。该制造方法包含以下工序。
[0018]
(a)准备包装材料的工序,该包装材料为具备含有含聚丙烯树脂的树脂组合物和分散在树脂组合物中的填充物的最内层的包装材料,最内层的厚度xμm与填充物的平均粒径yμm之比y/x为0.02~3.5;
[0019]
(b)制作包装体的工序,该包装体具有上述包装材料和被上述包装材料以密闭状态收容的水包油分散型的内容物;
[0020]
(c)通过对上述包装体进行加热处理,使内容物所含的油被最内层吸收的工序。
[0021]
通过上述最内层的厚度xμm与填充物的平均粒径yμm之比y/x为0.02~3.5,包装材料的最内表面具有适度的凹凸(例如算术平均粗糙度sa:0.3μm以上且小于1.0μm)。另外,(c)工序中,最内层将油吸收,或者将油吸收并发生溶胀,从而最内表面的亲油性提高,在最内表面与内容物之间易于形成内容物来源的油膜。通过最内表面的凹凸与因吸油导致的亲油性提高的协同效果,在最内表面与内容物之间稳定地形成上述油膜(参照图2(b))。由于在最内表面与内容物之间存在油膜,可抑制内容物直接接触于最内表面,同时获得包含水分的内容物的优异滑落性。即,水包油分散型内容物来源的油膜有助于优异滑落性的表现。此外,聚丙烯树脂通常包含结晶部和非晶部,非晶部具有比结晶部更高的吸油性。另外,聚丙烯树脂具有热熔融粘合性。含聚丙烯树脂的最内层还可以发挥密封膜的作用。
[0022]
本公开的一个方面提供一种包装材料用膜。该包装材料用膜具备含有含聚丙烯树脂的树脂组合物和分散在树脂组合物中的填充物的第一树脂层,第一树脂层的厚度xμm与填充物的平均粒径yμm之比y/x为0.02~3.5。该包装材料用膜优选适用于上述包装体的制造方法。聚丙烯树脂具有热熔融粘合性。还可以将具备包含聚丙烯树脂的第一树脂层的包装材料用膜作为密封膜使用。
[0023]
第一树脂层的第一表面(包装材料膜的最内表面)的算术平均粗糙度sa从稳定的油膜形成及内容物的优异滑落性的观点出发,例如为0.3μm以上且小于1.0μm。从同样的观点出发,第一树脂层的第一表面(包装材料膜的最内表面)的高峰部体积vmp例如为0.08~0.3μm3/μm2。
[0024]
上述包装材料膜还可以是仅由第一树脂层构成的单层结构,还可以是具备第一树脂层和第二树脂层的多层结构。第二树脂层例如设置在第一树脂层的第二表面(第一表面相反侧的面)上。
[0025]
上述第一树脂层从更优异的滑落性表现的观点出发,还可以进一步含有由以下(i)~(vii)的树脂材料组成的组中的至少1种添加剂。这些树脂材料所含的非晶部(橡胶成
分)具有吸收油的性质,在(c)工序及之后,促进稳定且均匀的油膜形成,由此,可以进一步提高内容物的滑落性。
[0026]
(i)聚丙烯和聚乙烯的嵌段共聚物
[0027]
(ii)聚乙烯和乙烯-丁烯的嵌段共聚物
[0028]
(iii)聚乙烯和乙烯-辛烯的嵌段共聚物
[0029]
(iv)乙烯系弹性体
[0030]
(v)丙烯系弹性体
[0031]
(vi)丁烯系弹性体
32.(vii)反应器tpo
[0033]
第一树脂层从与第一树脂层所含聚丙烯树脂的相容性的观点出发,优选包含上述添加剂中的至少(v)丙烯系弹性体。从加热处理后表现更优异的滑落性的观点出发,优选上述添加剂的软化点及熔点中的至少一者为130℃以下。此外,添加剂的软化点可以是使用热机械分析装置(tma)测定的值,也可以是生产厂家的目录值。添加剂的熔点可以是使用示差扫描热量计(dsc)测定的值,也可以是生产厂家的目录值。
[0034]
本公开提供具备上述包装材料用膜的层叠膜及由该层叠膜构成的包装材料。本公开的层叠膜具备基材和设置在基材上的上述包装材料用膜,上述第一树脂层配置于至少一方的最表面上。本公开的包装材料优选用于以密闭状态收容水包油分散型内容物且实施热处理的包装体。
[0035]
发明效果
[0036]
根据本公开,可提供水包油分散型内容物的滑落性优异的包装体的制造方法。另外,根据本公开,可提供包装材料用膜以及具备该包装材料用膜的层叠膜及包装材料。
附图说明
[0037]
图1为示意地表示本公开的包装材料的一个实施方式的截面图。
[0038]
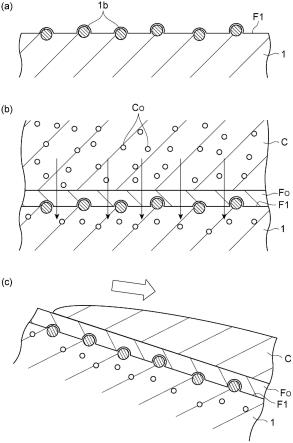
图2(a)~图2(c)为说明第一树脂层表现对于水包油分散型内容物的滑落性的机制的示意图。
[0039]
图3为表示wenzel模型的示意图。
[0040]
图4为示意地表示本公开的包装材料的另一实施方式的截面图。
[0041]
图5(a)~图5(e)为说明包装材料内表面的滑落性的评价方法的示意图。
具体实施方式
[0042]
以下,一边参照附图一边详细地说明本公开的实施方式。此外,附图中,相同或相当部分带有相同符号,并省略重复的说明。另外,附图的尺寸比率并不限于图示的比率。
[0043]
《包装材料》
[0044]
图1为示意地表示本实施方式的包装材料的一个实施方式的截面图。图1所示的包装材料10具备包含聚丙烯树脂作为基础材料的第一树脂层1、第二树脂层2、粘接剂层3和基材5。第一树脂层1配置于包装材料10的最表面,使用包装材料10制作包装体(例如高温蒸煮袋)时,第一树脂层1的表面f1(第一表面)变成包装体的最内表面。此外,本实施方式中,由第一树脂层1和第二树脂层2构成包装材料用膜。第二树脂层2设置于第一树脂层1的表面f1
的相反侧的表面f2(第二表面)上。
[0045]
包装材料10用于水包油分散型内容物的收容。水包油分散型内容物的脂质含有率例如为0.1质量%以上且小于50质量%、还可以为0.5~40质量%或1~20质量%。本实施方式的水包油分散型内容物包含水的含量多于油的含量(富含水)的组合物和分散于其中的油。作为水包油分散型的具体例子,可举出咖喱、肉酱卤、意大利面酱(例如肉酱)及宠物食品。此外,咖喱所含脂质的含有率例如为0.2~15质量%左右,咖喱所含水分的量例如为70~90质量%左右。
[0046]
一边参照图2(a)~图2(c),一边说明第一树脂层1表现对于水包油分散型内容物的滑落性的机制。如图2(a)所示,第一树脂层1的表面f1具有因填充物1b导致的凹凸。另外,作为第一树脂层1的主成分的聚丙烯树脂在高温蒸煮处理或煮沸处理的温度条件下,具有吸收油并发生溶胀的性质。因此,当对水包油分散型的内容物c在接触于第一树脂层1的表面f1的状态下实施加热处理时,如图2(b)中示意地用箭头所示的那样,内容物c所含的油分co的一部分被第一树脂层1吸收。由此,表面f1的亲油性提高。通过表面f1的凹凸与因吸油导致的亲油性提高的协同效果,在表面f1与内容物c之间稳定地形成油膜fo。由于表面f1与内容物c之间存在油膜fo,从而抑制内容物c直接接触表面f1,同时内容物c易于以油膜fo作为界面发生滑动。因此,如图2(c)所示,仅倾斜表面f1,内容物c即从表面f1上滑落。
[0047]
图3为表示在表面f1的粗糙度较小时适用的wenzel模型的截面图。该模型中,滴加至表面f1上的油滴do进入到表面f1的凹部中,表面f1的整体润湿。根据本发明人等的研究,在表面f1上易于形成油膜fo的上述机制可以利用wenzel模型进行说明。另一方面认为,当表面f1的粗糙度较大时,凹凸的高度易于高于油膜的高度。根据本发明人等的研究,当表面f1的表面粗糙度过大时,内容物易于挂在凹凸上,阻碍内容物的滑落(参照比较例2、3)。
[0048]
以下对构成包装材料10的第一树脂层1、第二树脂层2、基材5及粘接剂层3进行说明。
[0049]
(第一树脂层)
[0050]
第一树脂层1是通过以接触于水包油分散型的内容物的状态实施加热处理(例如高温蒸煮处理及煮沸处理),水包油分散型内容物的滑落性得以表现的层。第一树脂层1含有含聚丙烯树脂的树脂组合物1a和分散于树脂组合物1a中的填充物1b。树脂组合物1a中的聚丙烯树脂的含量例如为75质量%以上、还可以为80质量%以上或90质量%以上。树脂组合物1a还可以是实质上由聚丙烯树脂构成。
[0051]
作为聚丙烯树脂,例如可举出均质聚丙烯、嵌段聚丙烯、无规聚丙烯及改性聚丙烯。这里的嵌段聚丙烯与后述的(c1)聚丙烯和聚乙烯的嵌段共聚物(相容化剂)不同,一般是指具有在聚合阶段的均质聚丙烯中分散有epr(橡胶成分)及聚乙烯的结构的物质。作为聚丙烯树脂,当组合使用嵌段聚丙烯及无规聚丙烯时,嵌段聚丙烯与无规聚丙烯的质量比(嵌段聚丙烯/无规聚丙烯)优选为20/80~80/20、更优选为40/60~60/40。
[0052]
改性聚丙烯例如通过用由不饱和羧酸、不饱和羧酸的酸酐、不饱和羧酸的酯等衍生出来的不饱和羧酸衍生物成分对聚丙烯进行接枝改性来获得。另外,作为聚丙烯树脂,还可以使用羟基改性聚丙烯或丙烯酸改性聚丙烯等改性聚丙烯。作为用于获得丙烯系共聚物所使用的α烯烃成分,可以示例出1-丁烯、1-戊烯、1-己烯、1-庚烯、1-辛烯、4-甲基-1-戊烯等。
[0053]
第一树脂层1从表现更优异的滑落性的观点出发,优选进一步含有由以下(i)~(vii)的树脂材料组成的组中的至少1种添加剂。此外,反应器tpo(reactor thermoplactic polyolefin,反应器热塑性聚烯烃)是烯烃系热塑性弹性体(tpo)的一种,例如通过在聚合时添加高浓度的橡胶成分,由作为基础树脂的聚丙烯和微分散于其中的橡胶成分所构成。
[0054]
(i)聚丙烯和聚乙烯的嵌段共聚物
[0055]
(ii)聚乙烯和乙烯-丁烯的嵌段共聚物
[0056]
(iii)聚乙烯和乙烯-辛烯的嵌段共聚物
[0057]
(iv)乙烯系弹性体
[0058]
(v)丙烯系弹性体
[0059]
(vi)丁烯系弹性体
[0060]
(vii)反应器tpo
[0061]
上述(i)~(vii)的树脂成分的添加量(添加多种树脂成分时是指合计量)相对于聚丙烯树脂100质量份例如为30质量份以下、优选为1~25质量份、更优选为2~20质量份、进一步优选为3~15质量份。(i)~(vii)的树脂成分所含的非晶部(橡胶成分)具有吸收油的性质。因此,这些树脂成分促进稳定且均匀的油膜fo的形成(参照图2(b)),由此进一步提高内容物c的滑落性。
[0062]
从与第一树脂层1所含聚丙烯树脂的相容性的观点出发,第一树脂层1优选包含上述(i)~(vii)的树脂成分(添加剂)中的至少(v)丙烯系弹性体。从加热处理后表现更为优异的滑落性的观点出发,优选上述树脂成分的软化点及熔点中的至少一者为130℃以下、更优选为120℃以下。
[0063]
作为填充物1b,可举出烯烃填充物及丙烯酸填充物等有机填充物、以及二氧化硅填充物等无机填充物、多孔质填充物。作为烯烃填充物,例如可举出三井化学株式会社制的mipelon(注册商标)系列及住友化学株式会社制的cs系列。作为丙烯酸填充物,例如可举出综研化学株式会社制的mx系列。作为二氧化硅填充物,例如可举出大日精化工业株式会社制的smooth master系列、富士silysia化学株式会社制的sylophobic系列、株式会社admatechs制的admafine so系列。
[0064]
填充物1b的平均粒径(yμm)可以如下求得。
[0065]
《利用激光衍射式粒度分布测定进行计算》
[0066]
(1)将填充物分散在分散介质中。分散介质例如为水或有机溶剂,根据填充物的种类选择适当的分散介质。
[0067]
(2)使用激光衍射式粒度分布测定装置(产品名:mt3300exii、microtracbel公司制),利用激光衍射-散射法算出填充物的平均粒径。
[0068]
《利用显微镜观察进行计算》
[0069]
当上述激光衍射式粒度分布测定不适合时或者困难时,还可以使用扫描型电子显微镜(sem)或激光显微镜等光学显微镜求得填充物的平均粒径。对于显微镜的视野内的任意粒子,测定粒子的最长径和最短径的长度,将其和除以2所得的值作为粒径。对多个粒子测定并计算粒径,将其平均看作平均粒径。上述任意粒子的数量优选为10个以上。
[0070]
填充物1b的平均粒径(yμm)例如为1~100μm、优选为2~80μm、更优选为3~50μm、进一步优选为5~30μm。通过填充物1b的平均粒径为上述范围,可以对第一树脂层1的表面
f1赋予适度的凹凸。第一树脂层1的填充物1b的含量相对于聚丙烯树脂100质量份例如为0.5~10质量份、优选为1~8质量份、更优选为2~8质量份。通过填充物1b的含量为上述范围,可以对第一树脂层1的表面f1赋予适度的凹凸。
[0071]
第一树脂层1的厚度(xμm)是指如下求得的值。
[0072]
(1)首先,用包埋树脂(丙烯酸树脂)对包装材料10进行固定,准备结构体。
[0073]
(2)使用薄片切片机,从结构体切出截面观察用的试样。
[0074]
(3)利用显微镜(产品名:vhx-1000、株式会社keyence制)对所切出的截面观察用试样的截面进行观察。
[0075]
(4)沿着第一树脂层1的厚度方向,对填充物1b不存在的3个位置的厚度进行测定,算出这3处厚度的平均值作为第一树脂层1的厚度(xμm)。
[0076]
第一树脂层1的厚度(xμm)例如为2~100μm、优选为4~70μm、更优选为6~50μm、进一步优选为8~30μm。通过第一树脂层1的厚度为上述范围,能够以高水平实现内容物的滑落性和热封性这两者。第一树脂层1包含具有热熔融粘合性的聚丙烯树脂,也可以发挥密封膜的作用。热封性作为一例是指在100~200℃、0.1~0.3mpa、1~3秒的条件下能够热封的性质。
[0077]
第一树脂层1的厚度xμm与填充物1b的平均粒径yμm之比y/x为0.02~3.5。通过比y/x为上述范围,在对第一树脂层1进行成膜时,在表面f1上形成适度的凹凸。当比y/x小于0.02时,无法充分地形成表面f1的凹凸,由此滑落性的表现变得不充分。另一方面,当比y/x超过3.5时,凹凸过剩地形成在表面f1上,该凹凸会阻碍内容物的滑落。比y/x优选为0.05以上、更优选为0.1以上、进一步优选为0.3以上。比y/x优选为3.0以下、更优选为2.5以下、进一步优选为1.8以下、还可以为1.5以下或1.2以下。
[0078]
第一树脂层1的表面f1的算术平均粗糙度sa从表现优异的滑落性的观点出发,优选为0.3μm以上且小于1.0μm、更优选为0.4μm以上且小于1.0μm、进一步优选为0.5μm以上且0.98μm以下。表面f1的算术平均粗糙度sa例如可以通过填充物1b的配合量及平均粒径、第一树脂层1的制膜条件(厚度及温度等)进行调整。此外,这里所说的“算术平均粗糙度sa”的值是指使用激光显微镜(商品名“ols-4000”、奥林巴斯株式会社制)、在以下条件下的测定值。
[0079]
·
物镜的倍率:50倍
[0080]
·
截止值:无
[0081]
第一树脂层1的表面f1的高峰部体积vmp从表现优异滑落性的观点出发,优选为0.08~0.3μm3/μm2、更优选为0.08~0.25μm3/μm2、进一步优选为0.1~0.2μm3/μm2。表面f1的高峰部体积vmp例如可以通过填充物1b的配合量及平均粒径、第一树脂层1的制膜条件(厚度及温度等)进行调整。此外,这里所说的“高峰部体积vmp”的值是指使用激光显微镜(商品名“ols-4000”、奥林巴斯株式会社制)、在以下条件下的测定值。
[0082]
·
对芯部与高峰部进行分离的负载面积率:10%
[0083]
(第二树脂层)
[0084]
第二树脂层2是设置在第一树脂层1与基材5之间的层。通过包装材料10进一步具备第二树脂层2,可以提高包装材料10的功能(热封性、耐热性及耐冲击性、氧-水蒸汽阻隔性等)。例如,从提高热封性的观点出发,第二树脂层2优选包含热塑性树脂。作为热塑性树
脂的具体例子,可举出聚烯烃树脂、乙烯-α,β不饱和羧酸共聚物或其酯化物或离子交联物、乙烯-醋酸乙烯酯共聚物或其皂化物、聚醋酸乙烯酯或其皂化物、聚碳酸酯树脂、热塑性聚酯树脂、abs树脂、聚缩醛树脂、聚酰胺树脂、聚苯醚树脂、聚酰亚胺树脂、聚氨酯树脂、聚乳酸树脂、呋喃树脂、及有机硅树脂等。这些热塑性树脂可以单独使用1种或者组合使用2种以上。
[0085]
第二树脂层2的厚度可以根据包装材料10的用途适当地设定。第二树脂层2的厚度例如为1~300μm、优选为2~200μm、更优选为5~150μm、进一步优选为10~100μm。
[0086]
(基材)
[0087]
基材5只要是成为支撑体、且具有对于加热处理的耐久性,则无特别限定,例如可举出树脂膜及金属箔等。作为树脂膜,可举出包含聚烯烃(例如聚乙烯(pe)、聚丙烯(pp)等)、酸改性聚烯烃、聚酯(例如聚对苯二甲酸乙二醇酯(pet)等)、聚酰胺(pa)、聚氯乙烯(pvc)、醋酸纤维素、赛璐玢树脂中的至少1种的膜。该膜可以是拉伸膜,也可以是非拉伸膜。作为金属箔,例如可举出铝箔、镍箔等。基材5可以是层叠有材质不同的多个基材的基材,还可以是包含涂覆层或金属蒸镀层的基材。
[0088]
基材5的厚度可以对应包装材料10的用途适当设定。基材5的厚度例如为1~500μm、还可以为10~100μm。
[0089]
(粘接剂层)
[0090]
粘接剂层3将包装材料用膜(第一树脂层1与第二树脂层2的层叠体)与基材5粘接。作为粘接剂,例如可举出使两官能以上的异氰酸酯化合物作用于聚酯多元醇、聚醚多元醇、丙烯酸多元醇、碳酸酯多元醇等主剂而成的聚氨酯树脂等。
[0091]
粘接剂层3为了促进粘接,还可以在上述聚氨酯树脂中配合碳二亚胺化合物、噁唑啉化合物、环氧化合物、磷化合物、硅烷偶联剂等。还可以对应粘接剂层3所要求的性能,在上述聚氨酯树脂中配合其他各种添加剂或稳定剂。
[0092]
粘接剂层3的厚度从获得所希望的粘接强度、随动性及加工性等的观点出发,例如为1~10μm、还可以为3~7μm。各种多元醇可以单独使用1种或组合使用2种以上。作为贴合基材5和包装材料用膜的方法,例如可举出利用粘接剂的层压、及利用热处理的层压。
[0093]
(利用粘接剂的层压方法)
[0094]
作为利用粘接剂的层压方法,可以使用干式层压、湿式层压、非溶剂层压等各种公知的层压方法。作为这些层压方法中使用的粘接剂,可举出以下的粘接剂。
[0095]
(利用热处理的层压方法)
[0096]
作为利用热处理的层压方法,大致可举出以下的方法。
[0097]
(1)将粘接性树脂挤出至预先进行了制膜的疏液性膜与基材5之间,进行层压的方法。
[0098]
(2)对构成疏液性膜的树脂层与粘接性树脂进行共挤出,与基材5进行层压的方法。
[0099]
(3)通过对利用上述(1)或(2)的方法获得的层压基材进一步利用热轧辊进行加热-加压使其粘接的方法。
[0100]
(4)对利用上述(1)或(2)的方法获得的层压基材进一步在高温环境气体下进行保管、或者使其通过高温环境气体下的干燥-烘烤炉的方法。
[0101]
作为在利用热处理的层压方法中使用的粘接性树脂,可举出酸改性聚烯烃等。另外,在上述方法中,通过挤出层压将基材5与疏液性膜层叠,但也可不进行挤出层压,而是预先将酸改性聚烯烃系涂覆剂(溶解型、分散型)涂饰形成于基材5上之后,利用热处理使疏液性膜层叠。
[0102]
在基材5上还可以设置粘接性底漆(锚涂层),作为其材料,可以使用聚酯系、聚氨酯系、聚烯丙胺系、聚乙烯亚胺系、聚丁二烯系、乙烯-醋酸乙烯酯共聚物、氯-醋酸乙烯酯系等。粘接性底漆中还可根据需要配合可作为粘接剂使用的各种固化剂或添加剂。
[0103]
《包装体的制造方法》
[0104]
本实施方式的包装体的制造方法包含以下工序。
[0105]
(a)准备包装材料10的工序
[0106]
(b)制作具有包装材料10和被包装材料10以密闭状态收容的水包油分散型内容物c的包装体p的工序
[0107]
(c)通过对包装体p进行加热处理(例如高温蒸煮处理或煮沸处理)、使内容物c所含的油被第一树脂层1吸收的工序
[0108]
根据本实施方式的制造方法,通过第一树脂层1的表面f1的凹凸与因吸油导致的亲油性提高的协同效果,在表面f1与内容物c之间稳定地形成油膜fo(参照图2(b))。通过在表面f1与内容物c之间存在油膜,可抑制内容物c直接接触于表面f1,同时获得包含水分的内容物c的优异滑落性(参照图2(c))。
[0109]
以上详细地说明了本公开的实施方式,但本发明并不限于上述实施方式。例如,在上述实施方式中,示例了由第一及第二树脂层1、2构成的包装材料用膜,但包装材料用膜也可以是仅由第一树脂层1构成的单层。图4所示的包装材料20具备第一树脂层1(包装材料用膜)、粘接剂层3和基材5。
[0110]
实施例
[0111]
以下,根据实施例及比较例更为具体地说明本公开,但本发明并不限定于以下的实施例。
[0112]
准备以下的材料。
[0113]
《聚丙烯树脂(a)》
[0114]
·
a1:无规pp树脂(丙烯-乙烯无规共聚物、商品名“prime polypro f744np”、株式会社prime polymer制)
[0115]
·
a2:嵌段pp树脂(丙烯-乙烯嵌段共聚物、商品名“prime polypro bc5fa”、株式会社prime polymer制)
[0116]
·
a3:嵌段pp树脂(丙烯-乙烯嵌段共聚物、商品名“prime polypro bc3hf”、株式会社prime polymer制)
[0117]
《填充物(b)》
[0118]
·
b1:烯烃填充物(平均粒径:2μm、商品名“cs18”、住友化学株式会社制)
[0119]
·
b2:烯烃填充物(平均粒径:10μm、商品名“mipelon pm-1010”、b-pp母料、三井化学株式会社制)
[0120]
·
b3:烯烃填充物(平均粒径:30μm、商品名“mipelon xm-220”、三井化学株式会社制)
[0121]
·
b4:烯烃填充物(平均粒径:60μm、商品名“mipelon xm-330”、三井化学株式会社制)
[0122]
·
b5:二氧化硅填充物(平均粒径:2μm、商品名“smooth master s pe2000”、大日精化工业株式会社制)
[0123]
·
b6:二氧化硅填充物(平均粒径:8μm、商品名“sylophobic 4004”、富士silysia化学株式会社制)
[0124]
·
b7:丙烯酸填充物(平均粒径:30μm、商品名“mx-3000”、综研化学株式会社制)
[0125]
填充物的平均粒径可如下求得:对任意10个粒子分别测定纵方向和横方向上的长度,对其和除以2获得的值进行平均,从而求得。
[0126]
《添加剂(c)》
[0127]
·
c1:聚丙烯和聚乙烯的嵌段共聚物
[0128]
·
c2:聚乙烯和乙烯-丁烯的嵌段共聚物
[0129]
·
c3:聚乙烯和乙烯-辛烯的嵌段共聚物
[0130]
·
c4:pe系弹性体(商品名“tafmer a4085s”、三井化学株式会社制)
[0131]
·
c5a:pp系弹性体(商品名“tafmer pn3560”、三井化学株式会社制)
[0132]
·
c5b:pp系弹性体(商品名“tafmer pn2060”、三井化学株式会社制)
[0133]
·
c5c:pp系弹性体(商品名“tafmer pn2070”、三井化学株式会社制)
[0134]
·
c5d:pp系弹性体(商品名“tafmer xm7070”、三井化学株式会社制)
[0135]
·
c6:pb系弹性体(商品名“tafmer bl4000”、三井化学株式会社制)
[0136]
·
c7:反应器tpo(商品名“catalloy c200f”、basell制)
[0137]
《包装材料的制作》
[0138]
(实施例1~42及比较例1~5)
[0139]
使用共挤出机,制作具备表1~8所示组成的第一树脂层和由a3(嵌段pp树脂)构成的第二树脂层的二层构成的包装材料用膜(密封膜)。使用聚氨酯系粘接剂(三井化学株式会社制)对所得的膜和作为基材的厚度38μm的pet膜(商品名“emblet”、unitika株式会社制)进行干式层压,在50℃下熟化5日,获得包装材料。此外,在除了比较例3之外的实施例及比较例中,按照第一树脂层与第二树脂层的总厚度达到60μm的方式进行制膜。比较例3中,按照第一树脂层的厚度达到150μm、第二树脂层达到50μm的方式进行制膜。
[0140]
《算术平均粗糙度sa的测定》
[0141]
第一树脂层的算术平均粗糙度sa使用激光显微镜(商品名“ols-4000”、奥林巴斯株式会社制)在以下条件下进行测定。
[0142]
·
物镜的倍率:50倍
[0143]
·
截止值:无
[0144]
《高峰部体积vmp的测定》
[0145]
第一树脂层的高峰部体积vmp使用激光显微镜(商品名“ols-4000”、奥林巴斯株式会社制)在以下条件下进行测定。
[0146]
·
将芯部和高峰部分离的负载面积率:10%
[0147]
《滑落性评价》
[0148]
(高温蒸煮处理后的残液评价)
[0149]
对于实施例及比较例获得的包装材料,利用图5(a)~图5(e)所示的方法进行高温蒸煮处理后的滑落性的评价。首先,准备2张将包装材料裁剪为纵150mm
×
横138mm的包装材料30。使2张包装材料30成为按照各自的第一树脂层成为内侧的方式进行重叠的状态,使用热封机将三边密封。如图5(a)所示,在三边上形成密封部30a,制作一边开口的袋子。此外,三边的热封在190℃、0.03mpa、2秒的条件下实施,密封部30a的宽度为10mm。接着,从袋子的开口部注入180g的作为内容物c的咖喱(商品名“bon curry gold中辣”、脂质量7.0g/180g、大塚食品株式会社制)(参照图5(b))。之后,使用热封机将开口部(剩余的一边)密封。如图5(c)所示,在剩余的一边上形成密封部30b,制作四边被密封且收容有内容物c的包装体p。此外,开口部的热封在190℃、0.03mpa、2秒的条件下实施,密封部30b的宽度为10mm。
[0150]
在高温高压烹饪杀菌装置(日立capital株式会社制)中投入包装体p之后,用高温的水蒸汽进行高温蒸煮处理。高温蒸煮处理在以下的条件下实施。
[0151]
·
压力:0.2mpa
[0152]
·
温度121℃
[0153]
·
处理时间:30分钟
[0154]
高温蒸煮处理后,在100℃下用5分钟的时间对包装体p进行水煮处理。这些加热处理后,将包装体p的上部截断,形成喷注口(参照图5(d))。接着,将袋子倒过来,以从水平面倾斜45
°
的状态将喷注口保持10秒钟,将内容物c排出至容器50中,用秤60称量排出量(参照图5(e))。由所称量的排出量,使用下述式求出残液量(%)。
[0155]
残液量(%)={(180-排出量)/180}
×
100
[0156]
测定进行3次,由3次的平均残液量利用下述评价标准进行残液评价。表1~8中示出残液量及残液评价的结果。
[0157]
a:平均残液量小于6.5%
[0158]
b:平均残液量为6.5%以上且小于8.0%
[0159]
c:平均残液量为8.0%以上且小于10.0%
[0160]
d:平均残液量为10.0%以上
[0161]
(高温蒸煮处理后的外观评价)
[0162]
在上述残液评价中,目视观察将咖喱从袋子内排出时的咖喱的排出行为,利用下述评价标准进行外观评价。表1~8中示出结果。
[0163]
a:看到完全地滑落的样子,几乎没有附着在膜上。
[0164]
b:看到滑落的样子,在膜上的附着少。
[0165]
c:虽然看到滑落的样子,但附着在膜上。
[0166]
d:没看到滑落的样子。
[0167]
表1
[0168][0169]
表2
[0170][0171]
表3
[0172][0173]
表4
[0174][0175]
表5
[0176][0177]
表6
[0178][0179]
表7
[0180][0181]
表8
[0182][0183]
产业上的可利用性
[0184]
根据本公开,可提供水包油分散型的内容物的滑落性优异的包装体的制造方法。另外,根据本公开,可提供包装材料用膜以及具备该包装材料用膜的层叠膜及包装材料。
[0185]
符号说明
[0186]
1第一树脂层(最内层)、1a树脂组合物、1b填充物、2第二树脂层、3粘接剂层、5基材、10、20包装材料(层叠膜)、c内容物、co油分、f1表面(第一表面、最内表面)、f2表面(第二表面)、fo油膜、p包装体。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。