1.本技术涉及电池技术领域,尤其涉及一种电池、电子设备、移动装置。
背景技术:
2.电池是目前商业化且广泛使用的二次电源。在电池中,隔膜是介于正极极片和负极极片之间的多孔、电化学惰性介质,其不参与电化学反应,但对电池的安全性能至关重要。如果电池处于机械滥用或者热滥用状态,隔膜边缘可能会发生收缩,增加了正极极片与负极极片短路的可能性,严重时极易引发热失控。
技术实现要素:
3.本技术提供一种电池、电子设备、移动装置,目的在于降低正极极片与负极极片之间短路的可能性。
4.第一方面,提供了一种电池,包括:
5.第一极片;
6.第一隔膜基材、第二隔膜基材,所述第一隔膜基材、所述第二隔膜基材为与所述第一极片相邻的两个隔膜基材,所述第一隔膜基材、所述第二隔膜基材分别位于所述第一极片的两侧;
7.第一类隔膜涂层,所述第一类隔膜涂层贴覆在所述第一隔膜基材的第一边缘区域,且贴覆在所述第二隔膜基材的第二边缘区域,所述第一边缘区域与所述第二边缘区域位于所述电池的同侧,第一边缘区域和第二边缘区域相对设置。
8.可选的,第一类隔膜涂层具有粘结性、高温可熔融性。
9.应理解,相对设置可以理解为面对面设置。
10.在本技术中,通过在相邻两个隔膜基材之间设置第一类隔膜涂层,使得极片的靠近隔膜涂层与隔膜涂层的一侧可以被隔膜基材、第一类隔膜涂层、隔膜基材包围。也就是说,极片的一端可以被隔膜封闭。这有利于降低正极极片与负极极片之间短路的可能性。
11.除此以外,通过在隔膜基材的边缘区域设置第一类隔膜涂层,有利于提升隔膜与极片之间贴合的紧密程度,进而减小锂离子析出的风险。不仅如此,通过在隔膜基材的边缘区域设置第一类隔膜涂层,除了有利于提高电极整体的热压均匀性,还有利于提升极片与隔膜之间的结合力,进而有利于提升电池的循环性能。并且,在热滥用等场景下,由于粘结力的作用,隔膜相对更难收缩,有利于减小电芯的变形量。
12.结合第一方面,在第一方面的某些实现方式中,所述第一类隔膜涂层还贴覆在所述第一极片的侧边。
13.在本技术中,第一类隔膜涂层如果贴覆在极片的侧边,有利于提升隔膜涂层与极片之间的贴合紧密程度,进而减小锂离子析出的风险。
14.第一类隔膜涂层如果不贴覆在极片的侧边,有利于为隔膜基材的收缩提供余量。
15.结合第一方面,在第一方面的某些实现方式中,所述电池还包括第二极片、第三隔
膜基材,所述第二隔膜基材、所述第三隔膜基材均与所述第二极片相邻,所述第二隔膜基材位于所述第一隔膜基材与所述第三隔膜基材之间,所述第一类隔膜涂层还贴覆在所述第二隔膜基材的第三边缘区域、所述第二隔膜基材的侧边,以及所述第三隔膜基材的第四边缘区域,所述第二隔膜基材的侧边连接所述第二边缘区域与所述第三边缘区域,所述第三边缘区域与所述第四边缘区域相对设置且位于所述电池的同侧。
16.结合第一方面,在第一方面的某些实现方式中,所述电池还包括第三极片、第四隔膜基材、第五隔膜基材,所述第四隔膜基材、所述第五隔膜基材均与所述第三极片相邻,所述第二隔膜基材位于所述第一隔膜基材与第四隔膜基材之间,所述第四隔膜基材位于所述第二隔膜基材与所述第五隔膜基材之间,所述第一类隔膜涂层还贴覆在所述第二隔膜基材的侧边、所述第四隔膜基材的侧边、所述第四隔膜基材的第五边缘区域、所述第五隔膜基材的第六边缘区域,所述第二边缘区域、所述第二隔膜基材的侧边、所述第四隔膜基材的侧边、所述第五边缘区域、所述第六边缘区域均位于所述电池的同侧,所述第五边缘区域与所述第六边缘区域相对设置。
17.在本技术中,第一类隔膜涂层横跨多个隔膜基材,并在该多个隔膜基材的边缘相融为一体,有利于提升极片的封闭性,有利于显著降低正极极片与负极极片之间短路的可能性。
18.结合第一方面,在第一方面的某些实现方式中,所述电池还包括第二类隔膜涂层,所述第二类隔膜涂层贴覆在所述第一隔膜基材的中间区域,所述第一类隔膜涂层与所述第二类隔膜涂层相连,所述第二类隔膜涂层包括第一质量含量的粘结剂聚合物,所述第一类隔膜涂层包括第二质量含量的粘结剂聚合物,所述第二质量含量大于所述第一质量含量。
19.在本技术中,由于第三类隔膜涂层具有更多的粘结剂聚合物,因此第三类隔膜涂层可以填充在第二类隔膜涂层与极片之间,以进一步提高隔膜与极片之间紧密贴合的程度,进而减小锂离子析出的风险。
20.除此以外,通过在隔膜基材的边缘区域设置相对更高质量含量的粘结剂聚合物,有利于提升隔膜基材在边缘区域的粘结能力,有利于提升极片与隔膜之间的结合力,进而有利于提升电池的循环性能、改善电芯变形。不仅如此,由于含量不同使得边缘区域的粘结剂聚合物可以具有相对更高的厚度,这有利于提高电极整体的热压均匀性。
21.结合第一方面,在第一方面的某些实现方式中,所述第二质量含量为0.4~5g/m2。
22.结合第一方面,在第一方面的某些实现方式中,述第二质量含量与所述第一质量含量的差值为0.05~4.5g/m2。
23.结合第一方面,在第一方面的某些实现方式中,所述粘结剂聚合物包括以下至少一种:聚偏氟乙烯、聚六氟丙烯、偏氟乙烯-六氟丙烯的共聚物、偏氟乙烯-三氯乙烯的共聚物、聚乙烯-乙酸乙烯的共聚物、羧甲基纤维素钠、丁苯橡胶、聚丙烯酸、聚丙烯酸盐、聚丙烯酸酯、聚丙烯腈、聚酰胺、聚酰亚胺、聚环氧乙烷、乙酸纤维素、乙酸丁酸纤维素、乙酸丙酸纤维素、聚乙烯吡咯烷酮、聚乙酸乙烯酯、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯。
24.结合第一方面,在第一方面的某些实现方式中,所述电池还包括电解液,所述第一类隔膜涂层的溶解参数为第一溶解度参数,所述电解液的溶解度参数为第二溶解度参数,所述第一溶解度参数小于或等于所述第二溶解度参数,且所述第二溶解度参数与所述第一溶解度参数的差值小于预设溶解度参数。
25.在本技术中,通过合理设置隔膜涂层和电解液的溶解度,有利于控制隔膜涂层在电解液中的相容性,以控制隔膜涂层在电解液中的形态,进而有利于使面对面设置的隔膜涂层可以相融形成第一类隔膜涂层。另外,通过合理设置隔膜涂层和电解液的溶解度,还有利于提高极片与极片之间的粘结性,进而有利于提高电池的动力学性能、降低电池间极化。
26.结合第一方面,在第一方面的某些实现方式中,所述预设溶解度参数小于或等于5(j/cm3)
0.5
。
27.结合第一方面,在第一方面的某些实现方式中,所述第一类隔膜涂层的宽度为所述第一极片的宽度的0.1%~45%。
28.第二方面,提供了一种电池,包括:
29.第一隔膜基材;
30.第二类隔膜涂层,所述第二类隔膜涂层贴覆在所述第一隔膜基材的中间区域,所述第二类隔膜涂层包括第一质量含量的粘结剂聚合物;
31.第三类隔膜涂层,所述第三类隔膜涂层贴覆在所述第一隔膜基材的边缘区域,所述第三类隔膜涂层与所述第二类隔膜涂层相连,所述第三类隔膜涂层包括第二质量含量的粘结剂聚合物,所述第二质量含量大于所述第一质量含量。
32.在本技术中,由于第三类隔膜涂层具有更多的粘结剂聚合物,因此第三类隔膜涂层可以填充在第二类隔膜涂层与极片之间,以进一步提高隔膜与极片之间紧密贴合的程度,进而减小锂离子析出的风险。
33.除此以外,通过在隔膜基材的边缘区域设置相对更高质量含量的粘结剂聚合物,有利于提升隔膜基材在边缘区域的粘结能力,有利于提升极片与隔膜之间的结合力,进而有利于提升电池的循环性能、改善电芯变形。不仅如此,由于含量不同使得边缘区域的粘结剂聚合物可以具有相对更高的厚度,这有利于提高电极整体的热压均匀性。
34.结合第二方面,在第二方面的某些实现方式中,所述第二类隔膜涂层的厚度小于或等于所述第三类隔膜涂层的最小厚度。
35.结合第二方面,在第二方面的某些实现方式中,所述第二质量含量为0.4~5g/m2。
36.结合第二方面,在第二方面的某些实现方式中,所述第二质量含量与所述第一质量含量的差值为0.05~4.5g/m2。
37.结合第二方面,在第二方面的某些实现方式中,所述电池还包括电解液,所述第三类隔膜涂层的溶解参数为第一溶解度参数,所述电解液的溶解度参数为第二溶解度参数,所述第一溶解度参数小于或等于所述第二溶解度参数,且所述第二溶解度参数与所述第一溶解度参数的差值小于预设溶解度参数。
38.在本技术中,通过合理设置隔膜涂层和电解液的溶解度,有利于控制隔膜涂层在电解液中的相容性,以控制隔膜涂层在电解液中的形态,进而有利于使面对面设置的隔膜涂层可以相融形成第一类隔膜涂层。另外,通过合理设置隔膜涂层和电解液的溶解度,还有利于提高极片与极片之间的粘结性,进而有利于提高电池的动力学性能、降低电池间极化。
39.结合第二方面,在第二方面的某些实现方式中,所述预设溶解度参数小于或等于5(j/cm3)
0.5
。
40.结合第二方面,在第二方面的某些实现方式中,所述电池还包括极片,所述第三类隔膜涂层的宽度为所述极片的宽度的0.1%~45%。
41.结合第二方面,在第二方面的某些实现方式中,所述粘结剂聚合物包括以下至少一种:聚偏氟乙烯、聚六氟丙烯、偏氟乙烯-六氟丙烯的共聚物、偏氟乙烯-三氯乙烯的共聚物、聚乙烯-乙酸乙烯的共聚物、羧甲基纤维素钠、丁苯橡胶、聚丙烯酸、聚丙烯酸盐、聚丙烯酸酯、聚丙烯腈、聚酰胺、聚酰亚胺、聚环氧乙烷、乙酸纤维素、乙酸丁酸纤维素、乙酸丙酸纤维素、聚乙烯吡咯烷酮、聚乙酸乙烯酯、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯。
42.第三方面,提供了一种电子设备,包括如上述第一方面至第二方面中的任意一种实现方式中所述的电池。
43.第四方面,提供了一种移动装置,包括如上述第一方面至第二方面中的任意一种实现方式中所述的电池。
附图说明
44.图1是一种电子设备的示意性结构图。
45.图2是一种电池的工作原理图。
46.图3是一种电池的示意性结构图。
47.图4是本技术实施例提供一种电池的示意性结构图。
48.图5是一种中间区域和边缘区域的示意性结构图。
49.图6是本技术实施例提供的一种通过热压工艺加工电池的示意性结构图。
50.图7是本技术实施例提供一种电池的示意性结构图。
51.图8是本技术实施例提供一种电池的示意性结构图。
52.图9是本技术实施例提供一种电池的示意性结构图。
53.图10是本技术实施例提供的另一种通过热压工艺加工电池的示意性结构图。
54.图11是本技术实施例提供的又一种通过热压工艺加工电池的示意性结构图。
55.图12是本技术实施例提供一种电池的示意性结构图。
56.图13是本技术实施例提供一种电池的示意性结构图。
57.图14是本技术实施例提供的一种通过热压工艺加工电池的示意性结构图。
58.图15是本技术实施例提供一种电池的示意性结构图。
具体实施方式
59.下面将结合附图,对本技术中的技术方案进行描述。
60.在介绍本技术实施例之前,先阐述本技术中出现的技术术语。
61.原电池(primary cell):可以指将化学能转变成电能的装置,其利用正极和负极的电势差,使电子在正极和负极之间流动。
62.正极(cathode):可以指原电池中电极电势较高的一极。在放电过程中,电流可以从正极流出,正极可以得到电子、起还原作用。在充电过程中,电流可以流向正极,正极可以失去电子、起氧化作用。
63.负极(anode):可以指原电池中电极电势较低的一极。在放电过程中,电流可以流向负极,负极可以失去电子、起氧化作用。在充电过程中,电流可以从负极流出,负极可以得到电子、起还原作用。
64.电解质(electrolyte):可以指用于在电池正极和负极之间提供离子交换的媒介。
65.隔膜(separator):可以指用于分隔正极极片和负极极片、防止正极极片和负极极片直接接触而短路的介质。隔膜的基本特性是具有多孔性(可提供离子传输的通道)和绝缘性(防止漏电)。隔膜可以包括隔膜基材和隔膜涂层。
66.隔膜基材(base separator):可以指隔膜中的微孔膜部分。隔膜基材可以被单独使用在电芯中。隔膜基材可以提供上述多孔性和上述绝缘性。
67.隔膜涂层(separator coating layer):可以指附着于隔膜基材的至少一个表面上的薄层。隔膜涂层可以通过贴覆的方式附着在隔膜基材上。隔膜涂层可以用于增强隔膜的性能,例如提高隔膜的耐热性、粘接性等。
68.电芯(core或cell),可以指电池中具有蓄电功能的部分。电芯可以包括正极极片和负极极片。
69.热滥用(heat abuse):可以指电芯在热(或高温)方面的滥用。可以使用热箱对电芯进行有关热滥用的测试(如使用高温(≥130℃)烘烤电芯)。
70.机械滥用(machenical abuse):可以指电芯在机械方面的滥用。可以使用穿钉(或针刺)测试、撞击测试等对电芯进行有关机械滥用的测试。
71.热收缩率(heat shrinkage):可以指加热前后隔膜在纵/横(纵向md,即沿隔膜的长边方向;横向td,相对于md垂直,即沿隔膜的短边方向)方向上的尺寸变化率。热收缩率的测试方法可以包括:测量隔膜在纵/横(md/td)方向上的尺寸;将在纵/横(md/td)方向上具有一定尺寸的隔膜放置在恒温箱中;加热恒温箱至特定温度;测量加热后隔膜在纵/横(md/td)方向上的尺寸。
72.质量含量:可以指单位面积内某种物质的质量。
73.溶解度参数(solubility parameter,sp):可以指液体材料相溶性的一项物理常数,可以通过以下公式计算得到:sp=(e/v)
1/2
,其中,e是内聚能,v是体积,e/v是内聚能密度。
74.本技术实施例提供的方案还可以应用于电子设备或移动装置。
75.电子设备例如可以是终端消费产品或3c电子产品(计算机类(computer)、通信类(communication)、消费类(consumer)电子产品),如手机、移动电源、便携机、平板电脑、电子阅读器、笔记本电脑、数码相机、可穿戴设备、车载终端、耳机等设备。
76.移动装置例如可以是车辆、电动滑板、电动自行车等。
77.图1是本技术实施例提供的一种电子设备100的示意性结构图。图1所示实施例以电子设备100是手机为例进行说明。
78.电子设备100包括壳体10、显示屏20和电路板组件30。具体的,壳体10包括边框和后盖。边框环绕在显示屏20的外周且环绕在后盖的外周。显示屏20、边框、后盖之间形成的空腔可以用于放置电路板组件30。在一个示例中,显示屏20和电路板组件30均可以被设置在壳体10上。电子设备100还可以包括用于为电路板组件30供电的电池40。电池40例如可以是锂电子二次电池、钠离子二次电池、钾离子二次电池、镁离子二次电池、锌离子二次电池、铝离子二次电池等。
79.图2是一种电池40的工作原理图。电池40的核心部件可以包括正极极片101、负极极片102、电解液103和隔膜104(相应的连通辅件和回路等未示出)。正极极片101、负极极片102可以脱嵌锂离子,以实现能量的存储和释放,如图2所示,li 向左(正极)移动为能量释
放过程,li 向右(负极)移动为能量存储过程。电解液103可以是锂离子在正极极片101、负极极片102之间的传输载体。正极极片101、负极极片102是电池40的主体储能部分,可以体现电芯的能量密度、循环性能及安全性能。隔膜104可透过锂离子,但隔膜104本身不导电,从而隔膜104可以将正极极片101和负极极片102隔开,以防止正极极片101与负极极片102之间短路。隔膜104的基本特性是具有多孔性(可提供离子传输的通道)和绝缘性(防止漏电)。
80.图3是一种电池40的示意性结构图。电池40可以包括多层正极极片101、多层负极极片102、多层隔膜104。正极极片101与负极极片102层叠间隔设置。相邻的两个正极极片101之间设置有一层负极极片102,且相邻的两个负极极片102之间设置有一层正极极片101。另外,在相邻的正极极片101与负极极片102之间设置有隔膜104,以防止正极极片101与负极极片102之间短路。多层正极极片101、多层负极极片102、多层隔膜104可以浸泡在图2所示的电解液103中。
81.正极极片101可以包括正极集流体和设置在正极集流体上的正极活性材料。正极活性材料包括但不限于锂的复合金属氧化物(如钴酸锂(lco)、镍钴锰酸锂(nmc)等)、聚阴离子锂化合物limx(po4)y(m为ni、co、mn、fe、ti、v,0≤x≤5,0≤y≤5)等。
82.在一个示例中,正极极片制作方法可以包括:首先将粘接剂(如聚偏氟乙烯(polyvinylidene difluoride,pvdf))溶于n-甲基吡咯烷酮(n-methyl-2-pyrrolidone,nmp),得到7.0%pvdf胶液;而后加入碳纳米管(cnts)导电液均匀分散;之后加入活性材料钴酸锂(lco)搅拌均匀混合成正极浆料;然后,采用涂布设备将正极浆料均匀涂布在铝箔的两面,并经烘箱烘干去除nmp溶剂;最后将涂布后的极片经过冷压、分条、极耳焊接等工序,得到正极极片成品。其中正极配比例如可以为,lco:cnts:pvdf,98.8%:0.02%:1.0%。
83.在另一个示例中,正极极片制作方法可以包括:首先将粘接剂(如聚偏氟乙烯(polyvinylidene difluoride,pvdf))溶于n-甲基吡咯烷酮(n-methyl-2-pyrrolidone,nmp),得到7.0%pvdf胶液;而后加入碳纳米管(cnts)导电液均匀分散;之后加入活性材料镍钴锰酸锂(nmc)搅拌均匀混合成正极浆料;然后,采用涂布设备将正极浆料均匀涂布在铝箔的两面,并经烘箱烘干去除nmp溶剂;最后将涂布后的极片经过冷压、分条、极耳焊接等工序,得到正极极片成品。其中正极配比例如可以为,nmc:cnts:sp:pvdf,97.5%:0.5%:1.0%:1.0%。
84.负极极片102可以包括负极集流体和设置在负极集流体上的负极活性材料。负极活性材料包括但不限于以下至少一种:金属锂、锂合金、钛酸锂、天然石墨、人造石墨、mcmb、无定型碳、碳纤维、碳纳米管、硬碳、软碳、石墨烯、氧化石墨烯、硅、硅碳化合物、硅氧化合物和硅金属化合物。
85.在一个示例中,负极极片制作方法可以包括:首先采用捏合方式,将人造石墨、导电炭黑(sp)进行干混均匀;而后,加入25%预搅拌好的海藻酸钠(cmc)胶液进行捏合搅拌;之后,加入剩余cmc及去离子水进行高速分散,形成混合负极浆料;然后,采用涂布设备,将过筛后的混合负极浆料均匀涂布在铜箔的两面,并经烘箱烘干;最后将涂布后的极片经过冷压、分条、极耳焊接工序,得到负极极片成品。其中负极配比例如可以为,石墨:sp:cmc:丁苯橡胶(sbr),96.8%:0.6%:1.2%:1.2%。
86.隔膜104例如可以包括隔膜基材和隔膜涂层。
87.隔膜基材可以是一种多孔绝缘材料。隔膜基材上的孔隙可以透过锂离子(隔膜基材上的孔隙可以是锂离子的传输通道)。隔膜基材作为隔膜104的主要组成部分,需要具备化学惰性、电化学惰性、多孔性、电子绝缘性、高延展性、高破膜温度、低闭孔温度等性能。
88.隔膜基材例如可以包括以下至少一种:聚乙烯(polyethylene,pe)、聚乙烯(polypropylene,pp)、聚α烯烃、聚对苯二甲酸乙二醇酯、聚甲基戊烯、聚丁烯、聚酰亚胺、聚酰胺、聚酯、聚氨酯、聚碳酸酯、环烯烃共聚物、聚苯并咪唑、聚苯并双恶唑、芳纶等。隔膜基材的聚合物形式例如可以包括共聚物、共混物、混合物、组合物中的一种或几种。
89.隔膜涂层可以附着于隔膜基材的至少一个表面上,以使隔膜104具有高延展性、高破膜温度、低闭孔温度等性能。另外,隔膜涂层还可以具有其他性能,例如具有相对高的粘结性等。隔膜涂层可以包括有机涂层、无机涂层和/或有机无机复合涂层。
90.无机涂层可以包括陶瓷涂层。陶瓷涂层可以包括以下至少一种:氧化铝,氧化硅,氧化钛,氧化锆,氧化锌,氧化钡,氧化镁,氧化铍,氧化钙,氧化钍,氮化铝,氮化钛,羟基氧化铝,勃母石,磷灰石,氢氧化铝,氢氧化镁,硫酸钡,氮化硼,碳化硅,氮化硅,立方氮化硼,六方氮化硼,石墨,石墨烯,介孔分子筛(mcm-41,sba-15)等。
91.有机涂层可以包括以下至少一种:聚偏氟乙烯、聚六氟丙烯、偏二氟乙烯-六氟丙烯共聚物、偏氟乙烯-三氯乙烯共聚物、聚乙烯-乙酸乙烯共聚物、羧甲基纤维素钠、丁苯橡胶、聚丙烯酸、聚丙烯酸盐、聚丙烯酸酯、聚丙烯腈、聚酰胺、聚酰亚胺、聚环氧乙烷、乙酸纤维素、乙酸丁酸纤维素、乙酸丙酸纤维素、聚乙烯吡咯烷酮、聚乙酸乙烯酯、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯等。
92.有机无机复合涂层可以通过上述无机涂层与有机涂层混合制备得到。
93.在热滥用场景中,隔膜的边缘部分有向隔膜中间区域收缩的趋势。一种改善收缩趋势的方式是,在隔膜基材的表面(如隔膜基材的边缘区域和/或中间区域)贴覆具有粘结性的隔膜涂层,该隔膜涂层在相对较高的温度下可以发生熔融、交联,并粘附在极片上(例如正极极片和/或负极极片)。这有利于抵消隔膜基材的收缩力,进而有利于降低正极极片和负极极片短路的可能性。
94.市场对电池能量密度的要求越来越高。一种有利于提升电池能量密度的方式是,压缩隔膜的厚度。然而,隔膜的厚度相对较薄,使得隔膜更容易收缩,且隔膜的粘结力更差,无法有效降低正极极片和负极极片之间短路的可能性。
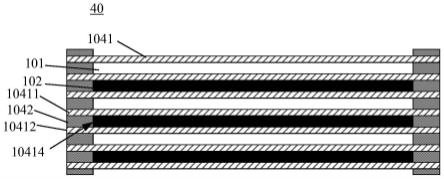
95.图4是本技术实施例提供一种电池40的示意性结构图。
96.电池40可以包括层叠、间隔设置的多个正极极片101、多个负极极片102、多个隔膜基材1041。图4中的白色矩形可以用于表示正极极片101,图4中的黑色矩形可以用于表示负极极片102,图4中填充有斜线的矩形可以用于表示隔膜基材1041。其中,任意两个相邻的正极极片101之间设置有一个负极极片102,任意两个相邻的负极极片102之间设置有一个正极极片101,任意两个相邻的正极极片101和负极极片102之间设置有一个隔膜基材1041。可选的,在图4所示的示例中,隔膜基材1041可以贴覆在正极极片101和负极极片102之间。
97.电池40还可以包括第一类隔膜涂层1042,该第一类隔膜涂层1042可以具有粘性,且在高温下可熔融、交联(在电池领域中,大于40~60℃的温度可以理解为高温)。也就是说,第一类隔膜涂层1042可以包括粘结剂聚合物。图4中填充有白色点阵的黑色图案用于表示该第一类隔膜涂层1042。在隔膜基材1041的边缘区域可以贴覆有第一类隔膜涂层1042
(即第一类隔膜涂层的部分或全部可以贴覆在隔膜基材1041的边缘区域)。并且,第一类隔膜涂层1042可以粘附在第一隔膜基材10411、第二隔膜基材10412之间,第一隔膜基材10411、第二隔膜基材10412与同一极片相邻。也就是说,第一类隔膜涂层1042粘附在第一隔膜基材10411的第一边缘区域,且粘附在第二隔膜基材10412的第二边缘区域,其中第一边缘区域与第二边缘区域相对设置,即第一边缘区域与第二边缘区域位于该极片的同侧。第一隔膜基材10411、第一类隔膜涂层1042、第二隔膜基材10412可以包围极片的边缘,该极片位于该第一隔膜基材10411、第二隔膜基材10412之间。
98.下面结合图5阐述中间区域和边缘区域的一种可能的定义。图5中填充有方形的图案用于表示边缘区域。图5中填充有菱形的图案用于表示中间区域。假设电池40(或极片、隔膜基材1041等)在横向(横向td可以理解为电池40的宽度方向,纵向td可以理解为电池40的长度方向,电池40在长度方向上的尺寸通常大于电池40在宽度方向上的尺寸)上的中轴线为第一中轴线。该中间区域可以指,到该第一中轴线的距离小于第一预设距离的区域。该边缘区域可以指,到该第一中轴线的距离大于第一预设距离的区域。中间区域与该边缘区域的分界面到该第一中轴线的距离可以为该第一预设距离。该第一预设距离例如可以约为极片横向宽度的1/2。
99.在其他示例中,假设电池40(或极片、隔膜基材1041等)在纵向上的中轴线为第二中轴线。该中间区域可以指,到该第二中轴线的距离小于第二预设距离的区域。该边缘区域可以指,到该第二中轴线的距离大于第二预设距离的区域。中间区域与该边缘区域的分界面到该第二中轴线的距离可以为该第二预设距离。该第二预设距离例如可以约为极片纵向宽度的1/2。
100.应理解,为有效阻挡正极极片101与负极极片102之间发生短路,隔膜基材1041通常覆盖极片的全部区域,且隔膜基材1041的边缘可以超出极片的边缘轮廓。
101.在一个示例中,在隔膜基材1041的边缘区域贴覆有第一类隔膜涂层1042,可以指第一类隔膜涂层1042贴覆在隔膜基材1041上,且第一类隔膜涂层1042包括位于极片的外周以外的部分,即第一类隔膜涂层1042包括未覆盖极片的外周的部分。
102.在另一个示例中,在隔膜基材1041的边缘区域贴覆有第一类隔膜涂层1042,可以指第一类隔膜涂层1042贴覆在隔膜基材1041上,且第一类隔膜涂层1042可以包括覆盖极片外周的第一部分和位于极片外周以外的第二部分。
103.可选的,在第一类隔膜涂层1042的宽度可以为极片宽度的0.1%~45%。
104.可选的,在第一类隔膜涂层1042的宽度可以为极片宽度的0.5%~5.0%。
105.可选的,第一类隔膜涂层1042包括质量含量为0.4~5g/m2的粘结剂聚合物。
106.在一个示例中,第一类隔膜涂层1042可以包括质量含量为0.5g/m2的粘结剂聚合物。第一类隔膜涂层1042的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚四氟乙烯的共聚物为47.5份,去离子水50份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚四氟乙烯的共聚物加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第一类隔膜涂层1042的浆料。
107.在另一个示例中,第一类隔膜涂层1042可以包括质量含量为0.62g/m2的粘结剂聚
合物。第一类隔膜涂层1042的浆料配置方法可以包括:按照质量比例得到涂层原料,其中勃母石30份,去离子水46份,粘结剂13.5份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第一类隔膜涂层1042的浆料。
108.在又一个示例中,第一类隔膜涂层1042可以包括质量含量为0.62g/m2的粘结剂聚合物。第一类隔膜涂层1042的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚偏二氟乙烯-六氟丙烯51.5份,去离子水46份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚偏二氟乙烯-六氟丙烯加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第一类隔膜涂层1042的浆料。
109.如果粘结剂聚合物的质量含量为0.6g/m2,则第一类隔膜涂层1042的浆料配比例如可以包括:聚偏二氟乙烯-六氟丙烯为47.5份,去离子水50份,水性润湿剂1.0份,水性分散剂1.5份。
110.在再一个示例中,第一类隔膜涂层1042可以包括质量含量为0.45g/m2的粘结剂聚合物。第一类隔膜涂层1042的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚六氟丙烯共聚物为52.0份,去离子水45.5份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚六氟丙烯共聚物加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第一类隔膜涂层1042的浆料。
111.可选的,第一类隔膜涂层1042包括质量含量为0.8~2.5g/m2的粘结剂聚合物。
112.可选的,第一类隔膜涂层1042的结晶度小于80%。
113.可选的,第一类隔膜涂层1042的结晶度可以为50.0%~80.0%。
114.可选的,第一类隔膜涂层1042的溶解参数为第一溶解度参数,电池中电解液的溶解度参数为第二溶解度参数,该第一溶解度参数小于或等于第二溶解度参数,且第二溶解度参数与第一溶解度参数的差值小于预设溶解度参数。
115.在一个示例中,第一溶解度参数为20~26
±
1(j/cm3)
0.5
,第二溶解度参数的溶解度参数为26
±
1(j/cm3)
0.5
。
116.在一个示例中,预设溶解度参数小于或等于5(j/cm3)
0.5
。
117.由于第一类隔膜涂层1042的溶解参数小于电解液的溶解度参数,因此第一类隔膜涂层1042不会完全溶解在电解液中。如果第一类隔膜涂层1042的溶解参数远大于电解液的溶解度参数,第一类隔膜涂层1042与电解液过度相融,第一类隔膜涂层1042很难完整地包裹极片的侧边10414。结合图4、图5,在本技术实施例中,极片在横向、纵向上的宽度相对较大,极片的厚度方向相对于横向、纵向均垂直,极片在厚度方向上的表面可以被称为极片的侧边10414。第一类隔膜涂层1042的溶解参数与电解液的溶解度参数相差较小,这使得面对面设置的隔膜涂层可以相融形成第一类隔膜涂层1042,还有利于提高极片与极片之间的粘
结性,进而有利于提高电池的动力学性能、降低电池间极化。
118.粘结剂聚合物例如可以包括以下至少一种:聚偏氟乙烯、聚六氟丙烯、偏氟乙烯-六氟丙烯的共聚物、偏氟乙烯-三氯乙烯的共聚物、聚乙烯-乙酸乙烯的共聚物、羧甲基纤维素钠、丁苯橡胶、聚丙烯酸、聚丙烯酸盐、聚丙烯酸酯、聚丙烯腈、聚酰胺、聚酰亚胺、聚环氧乙烷、乙酸纤维素、乙酸丁酸纤维素、乙酸丙酸纤维素、聚乙烯吡咯烷酮、聚乙酸乙烯酯、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯。
119.图6是本技术实施例提供的一种通过热压工艺加工电池40的示意性结构图。图6中的上图(即图6中位于箭头上方的图)示出了在热压工艺之前的一种电池40的示意性结构图。图6中的下图(即图6中位于箭头下方的图)示出了在热压工艺之后的一种电池40的示意性结构图。
120.热压工艺例如可以指通过加压、加热等方式,对电池40的原材料进行整形、活化的工艺。热压工艺例如可以在堆叠、卷绕等工艺之后进行。在图6所示的示例中,热压工艺参数可以包括热压压强、热压温度、热压时间。在一个示例中,热压压强可以为0.1~2.0mpa,热压温度可以为25~100℃,热压时间可以为20~300min。在另一个示例中,热压压强可以为0.5~1.0mpa,热压温度可以为60~90℃,热压时间可以为60~150min。
121.电池40可以包括按顺序层叠设置的正极极片1011、正极极片1012、负极极片1021、负极极片1022。正极极片1011与正极极片1012可以为相邻的两个正极极片。负极极片1021与负极极片1022可以为相邻的两个负极极片。负极极片1021位于正极极片1011与正极极片1012之间,正极极片1012位于负极极片1021、负极极片1022之间。
122.电池40还可以包括隔膜基材10411、隔膜基材10412、隔膜基材10413。隔膜基材10412可以位于隔膜基材10411与隔膜基材10413之间。
123.隔膜基材10411可以位于正极极片1011与负极极片1021之间,且隔膜基材10411与正极极片1011可以贴覆在一起。可选的,隔膜基材10411与负极极片1021之间可能存在一定间隙。
124.隔膜基材10412可以位于负极极片1021与正极极片1012之间,且隔膜基材10412与负极极片1021可以贴覆在一起。可选的,隔膜基材10412与正极极片1012之间可能存在一定间隙。
125.隔膜基材10413可以位于正极极片1012与负极极片1022之间,且隔膜基材10413与正极极片1012可以贴覆在一起。可选的,隔膜基材10413与负极极片1022之间可能存在一定间隙。
126.如图6中的上图所示,在隔膜基材10411的边缘区域贴覆有隔膜涂层10451,且隔膜涂层10451位于隔膜基材10411的靠近隔膜基材10412的表面上。在隔膜基材10412的边缘区域贴覆有隔膜涂层10452,且隔膜涂层10452位于隔膜基材10412的靠近隔膜基材10411的表面上。该隔膜涂层10451、该隔膜涂层10452均属于具有粘结性、且高温可熔融的隔膜涂层。该隔膜涂层10451、该隔膜涂层10452可以位于负极极片1021的同侧。
127.可选的,隔膜涂层10451、隔膜涂层10452的宽度可以为负极极片1021的宽度的0.1%~45%。
128.可选的,隔膜涂层10451、隔膜涂层10452的宽度可以为负极极片1021的宽度的0.5%~5.0%。
129.类似地,如图6中的上图所示,在隔膜基材10412的边缘区域贴覆有隔膜涂层10453,且隔膜涂层10453位于隔膜基材10412的靠近隔膜基材10413的表面上。在隔膜基材10413的边缘区域贴覆有隔膜涂层10454,且隔膜涂层10454位于隔膜基材10413的靠近隔膜基材10412的表面上。该隔膜涂层10453、该隔膜涂层10454均属于具有粘结性、且高温可熔融的隔膜涂层。该隔膜涂层10453、该隔膜涂层10454可以位于正极极片1012的同侧。
130.可选的,隔膜涂层10453、隔膜涂层10454的宽度可以为正极极片1012的宽度的0.1%~45%。
131.可选的,隔膜涂层10453、隔膜涂层10454的宽度可以为正极极片1012的宽度的0.5%~5.0%。
132.热压工艺可以有利于隔膜基材与极片之间的紧密贴合。如图6中的下图所示,在热压工艺之后,隔膜基材10411可以既贴覆在正极极片1011上,也贴覆在负极极片1021上;隔膜基材10412可以既贴覆在负极极片1021上,也贴覆在正极极片1012上;隔膜基材10413可以既贴覆在正极极片1012上,也贴覆在负极极片1022上。
133.另外,热压工艺可以有利于距离较近的两个第一类隔膜涂层1042相融为一体。如图6中的下图所示,在热压工艺过程中,隔膜涂层10451与隔膜涂层10452可以在高温、加压的作用下发生熔融,并在隔膜基材10411与隔膜基材10412上流动铺开,进而相融为一体,形成第一类隔膜涂层10421。由此,第一类隔膜涂层10421可以连接在隔膜基材10411与隔膜基材10412之间,使得负极极片1021的靠近隔膜涂层10451与隔膜涂层10452的一侧可以被隔膜基材10411、第一类隔膜涂层10421、隔膜基材10412包围。也就是说,极片的一端可以被隔膜封闭。这有利于降低负极极片1021与相邻正极极片(如正极极片1011、正极极片1012)短路的可能性。
134.类似地,在热压工艺过程中,隔膜涂层10453与隔膜涂层10454可以相融为一体,并形成第一类隔膜涂层10422。由此,第一类隔膜涂层10422可以连接在隔膜基材10412与隔膜基材10413之间,使得正极极片1012的靠近隔膜涂层10453与隔膜涂层10454的一侧可以被隔膜基材10412、第一类隔膜涂层10422、隔膜基材10413包围。这有利于降低正极极片1012与相邻负极极片(如负极极片1021、负极极片1022)短路的可能性。
135.除此以外,通过在隔膜基材的边缘区域设置高温可熔融的隔膜涂层,有利于提升隔膜与极片之间贴合的紧密程度,进而减小锂离子析出的风险。不仅如此,通过在隔膜基材的边缘区域设置高温可熔融的隔膜涂层,除了有利于提高电极整体的热压均匀性,还有利于提升极片与隔膜之间的结合力,进而有利于提升电池的循环性能。并且,在热滥用等场景下,由于粘结力的作用,隔膜相对更难收缩,有利于减小电芯的变形量。
136.在图6的示例中,该第一类隔膜涂层10421还可以贴覆在负极极片1021的侧边上。类似地,该第一类隔膜涂层10422还可以贴覆在正极极片1012的侧边上。在其他示例中,如图7所示,该第一类隔膜涂层10421与负极极片1021的侧边之间可能存在间隙,即该第一类隔膜涂层10421可以不贴覆在负极极片1021的侧边上。类似地,该第一类隔膜涂层10422与正极极片1012的侧边之间可能存在间隙,即该第一类隔膜涂层10422可以不贴覆在正极极片1012的侧边上。这有利于为隔膜基材的收缩提供余量。
137.在图6所示的示例中,该第一类隔膜涂层10421可以位于隔膜基材10411与隔膜基材10412形成的间隔空间内。类似地,该第一类隔膜涂层10422可以位于隔膜基材10412与隔
膜基材10413形成的间隔空间内。在其他示例中,如图8所示,多个第一类隔膜涂层10423可以横跨多个隔膜基材(如隔膜基材10411、隔膜基材10412、隔膜基材10413),并在该多个隔膜基材的边缘相融为一体。例如,在热压之后,位于电池40同侧的隔膜涂层10451、隔膜涂层10452、隔膜涂层10453、隔膜涂层10454(如图6所示)可以相融为一体,形成图8所示的第一类隔膜涂层10423,其中该第一类隔膜涂层10423可以与隔膜基材10411、隔膜基材10412、隔膜基材10413均相连,且该第一类隔膜涂层10423可以包裹隔膜基材10412的侧边10415。如上所述,第一类隔膜涂层10423可以贴覆在隔膜基材10411的第一边缘区域、隔膜基材10412的第二边缘区域。另外,第一类隔膜涂层10423还可以贴覆隔膜基材10412的第三边缘区域、隔膜基材10412的侧边10415以及隔膜基材10413的第四边缘区域。其中,侧边10415连接在隔膜基材10412的第二边缘区域与隔膜基材10412的第三边缘区域之间,第三边缘区域与第四边缘区域相对设置,且第一边缘区域、第二边缘区域、第三边缘区域、第四边缘区域、侧边10415均位于电池40的同侧。
138.在图8所示的示例中,第一类隔膜涂层10423可以贴覆在负极极片1021的侧边以及正极极片1012的侧边上。结合图7可知,图8所示的第一类隔膜涂层10423可以不贴覆极片的侧边上。如图9所示,第一类隔膜涂层10423可以既不贴覆在负极极片1021的侧边上,也不贴覆在正极极片1012的侧边上。应理解,在其他可能的示例中,第一类隔膜涂层10423可以贴覆在图4所示的多个正极极片101和多个负极极片102中的至少一个目标极片的侧边上,且不贴覆在该多个正极极片101和多个负极极片102中除该至少一个目标极片以外的其他极片的侧边上。这有利于为隔膜基材的收缩提供余量。
139.图10是本技术实施例提供的另一种通过热压工艺加工电池40的示意性结构图。图10中的上图(即图10中位于箭头上方的图)示出了在热压工艺之前的另一种电池40的示意性结构图。图10中的下图(即图10中位于箭头下方的图)示出了在热压工艺之后的另一种电池40的示意性结构图。与图6所示的示例类似,图10所示的电池40可以包括正极极片1011、正极极片1012、负极极片1021、负极极片1022、隔膜基材10411、隔膜基材10412、隔膜基材10413。
140.如图10中的上图所示,在隔膜基材10411的边缘区域贴覆有隔膜涂层10451,且隔膜涂层10451位于隔膜基材10411的靠近隔膜基材10412的表面上。在隔膜基材10412的边缘区域贴覆有隔膜涂层10452,且隔膜涂层10452位于隔膜基材10412的靠近隔膜基材10411的表面上。该隔膜涂层10451、该隔膜涂层10452均属于具有粘结性、且高温可熔融的隔膜涂层。该隔膜涂层10451、该隔膜涂层10452可以位于负极极片1021的同侧。
141.与图6所示的示例不同,在图10所示的示例中,在隔膜基材10412的靠近隔膜基材10413的表面上可以不贴覆有如图6所示的隔膜涂层10453,且在隔膜基材10413的靠近隔膜基材10412的表面上可以不贴覆有如图6所示的隔膜涂层10454。
142.与图6所示的示例类似,如图10中的下图所示,热压工艺有利于隔膜基材与极片之间的紧密贴合。
143.如图10中的下图所示,隔膜涂层10451与隔膜涂层10452可以相融为一体,并形成第一类隔膜涂层10421,隔膜涂层10451与隔膜涂层10452均位于隔膜基材10411与隔膜基材10412之间。由此,第一类隔膜涂层10421可以连接在隔膜基材10411与隔膜基材10412之间,使得负极极片1021的靠近隔膜涂层10451与隔膜涂层10452的一侧可以被隔膜基材10411、
第一类隔膜涂层10421、隔膜基材10412包围。由于在隔膜基材10412与隔膜基材10413之间没有设置如图6所示的隔膜涂层10453、隔膜涂层10454,因此,图10所示的示例可以不具有如图6所示的第一类隔膜涂层10422。
144.在图10所示的示例中,通过包围在负极极片周围的隔膜涂层和隔膜基材,有利于降低负极极片与相邻正极极片短路的可能性。与图3、图6所示的示例相比,图10所示的实施例通过相对较少的隔膜涂层材料,以阻碍正极极片与负极极片之间发生短路。
145.图10是本技术实施例提供的又一种通过热压工艺加工电池40的示意性结构图。图11中的上图(即图11中位于箭头上方的图)示出了在热压工艺之前的又一种电池40的示意性结构图。图11中的下图(即图11中位于箭头下方的图)示出了在热压工艺之后的又一种电池40的示意性结构图。与图6所示的示例类似,图11所示的电池40可以包括正极极片1011、正极极片1012、负极极片1021、负极极片1022、隔膜基材10411、隔膜基材10412、隔膜基材10413。
146.与图6所示的示例不同,如图11中的上图所示,在隔膜基材10411的靠近隔膜基材10412的表面上可以不贴覆有如图6所示的隔膜涂层10451。在隔膜基材10412的靠近隔膜基材10411的表面上可以不贴覆有如图6所示的隔膜涂层10452。
147.如图11中的上图所示,在隔膜基材10412的边缘区域贴覆有隔膜涂层10453,且隔膜涂层10453位于隔膜基材10412的靠近隔膜基材10413的表面上。在隔膜基材10413的边缘区域贴覆有隔膜涂层10454,且隔膜涂层10454位于隔膜基材10413的靠近隔膜基材10412的表面上。该隔膜涂层10453、该隔膜涂层10454均属于具有粘结性、且高温可熔融的隔膜涂层。该隔膜涂层10453、该隔膜涂层10454可以位于正极极片1012的同侧。
148.与图6所示的示例类似,如图11中的下图所示,热压工艺有利于隔膜基材与极片之间的紧密贴合。
149.如图11中的下图所示,隔膜涂层10453与隔膜涂层10454可以相融为一体,并形成第一类隔膜涂层10422,隔膜涂层10453与隔膜涂层10454均位于隔膜基材10412与隔膜基材10413之间。由此,第一类隔膜涂层10422可以连接在隔膜基材10412与隔膜基材10413之间,使得正极极片1012的靠近隔膜涂层10453与隔膜涂层10454的一侧可以被隔膜基材10412、第一类隔膜涂层10422、隔膜基材10413包围。由于在隔膜基材10411与隔膜基材10412之间没有设置如图6所示的隔膜涂层10451、隔膜涂层10452,因此,在图11所示的示例中可以不具有如图6所示的第一类隔膜涂层10421。
150.在图11所示的示例中,通过包围在正极极片周围的隔膜涂层和隔膜基材,有利于降低正极极片与相邻负极极片短路的可能性。与图3、图6所示的示例相比,图11所示的实施例通过相对较少的隔膜涂层材料,以阻碍正负极之间发生短路。
151.在图10所示的示例中,该第一类隔膜涂层10423可以位于隔膜基材10411与隔膜基材10412形成的间隔空间内。在其他示例中,第一类隔膜涂层10423可以横跨多个隔膜基材(如隔膜基材10411、隔膜基材10412、隔膜基材10413),并在该多个隔膜基材的边缘相融为一体。
152.如图12所示,第一类隔膜涂层10423可以与隔膜基材10411、隔膜基材10412、隔膜基材10413、隔膜基材10416均相连。其中,隔膜基材10413位于隔膜基材10412与隔膜基材10416之间。隔膜基材10413、隔膜基材10416可以与同一极片相邻。隔膜基材10411、隔膜基
材10412贴覆在负极极片1021的两侧,隔膜基材10413、隔膜基材10416贴覆在负极极片1022的两侧。该第一类隔膜涂层10423除了可以粘附在隔膜基材10411的第一边缘区域,以及隔膜基材10412的第二边缘区域,还可以粘附在隔膜基材10413的第五边缘区域、隔膜基材10416的第六边缘区域。第五边缘区域与第六边缘区域相对设置。另外,该第一类隔膜涂层10423还可以包裹隔膜基材10412的侧边10415,以及隔膜基材10413的侧边10417。第一边缘区域、第二边缘区域、第五边缘区域、第六边缘区域、侧边10415、侧边10417位于电池40的同侧。
153.结合图9、图12可知,第一类隔膜涂层10423还可以不粘附在极片的侧边。这有利于为隔膜基材的收缩提供余量。
154.结合图11、图12可知,在其他的示例中,隔膜基材10411、隔膜基材10412可以贴覆在一个正极极片的两侧,且隔膜基材10413、隔膜基材10416可以贴覆在另一个正极极片的两侧。在表面张力或极性的作用下,极片的边缘区域有向极片的中间区域收缩的趋势,使得极片在边缘区域的厚度略小于极片在中间区域的厚度。也就是说,隔膜相对更容易贴覆在极片的中间区域,且相对更难贴覆在极片的边缘区域。因此,极片的边缘可能无法和隔膜紧密贴合在一起,即极片与隔膜之间可能存在空隙。在电池40经过多次充放电后,锂离子可能会在极片与隔膜之间的空隙处聚集、沉积形成固态锂。由于隔膜的厚度相对较薄,固态锂相对更容易穿透隔膜,增大了正极极片101和负极极片102之间短路的可能性。
155.图13是本技术实施例提供的一种电池40的示意性结构图。
156.电池40可以包括层叠、间隔设置的多个正极极片101、多个负极极片102、多个隔膜基材1041。图4中的白色矩形可以用于表示正极极片101,图4中的黑色矩形可以用于表示负极极片102,图4中填充有斜线的矩形可以用于表示隔膜基材1041。其中,任意两个相邻的正极极片101之间设置有一个负极极片102,任意两个相邻的负极极片102之间设置有一个正极极片101,任意两个相邻的正极极片101和负极极片102之间设置有一个隔膜基材1041。隔膜基材1041可以贴覆在正极极片101和负极极片102之间。
157.电池40还可以包括第二类隔膜涂层1043和第三类隔膜涂层1044。图13中填充有黑色点阵的白色图案用于表示该第二类隔膜涂层1043。图13中填充有白色点阵的黑色图案用于表示该第三类隔膜涂层1044。隔膜基材1041的至少一个表面上可以贴覆有第二类隔膜涂层1043和第三类隔膜涂层1044。
158.第二类隔膜涂层1043可以贴覆在隔膜基材1041的中间区域,第三类隔膜涂层1044可以贴覆在隔膜基材1041的边缘区域(有关中间区域和边缘区域的定义可以参照上文及图5所示的示例,在此就不详细再赘述)。第二类隔膜涂层1043可以与第三类隔膜涂层1044相连。第二类隔膜涂层1043与第三类隔膜涂层1044的交界可以对应隔膜基材1041的中间区域与边缘区域的交界。第二类隔膜涂层1043与第三类隔膜涂层1044之间可以不具有空隙,以尽可能减小极片与隔膜之间存在空隙的可能性。
159.在一个示例中,第二类隔膜涂层1043贴覆在隔膜基材1041上,且完整覆盖极片的外周;第三类隔膜涂层1044贴覆在隔膜基材1041上,且位于极片的外周以外。
160.在另一个示例中,第二类隔膜涂层1043贴覆在隔膜基材1041上,且覆盖极片的一部分;第三类隔膜涂层1044贴覆在隔膜基材1041上,且包括覆盖极片剩余部分的第一部分和位于极片外周以外的第二部分。
161.可选的,第三类隔膜涂层1044的宽度可以为极片宽度的0.1%~45%。
162.可选的,第三类隔膜涂层1044的宽度可以为极片宽度的0.5%~5.0%。
163.可选的,第二类隔膜涂层1043的结晶度小于80%。
164.可选的,第二类隔膜涂层1043的结晶度可以为50.0%~80.0%。
165.可选的,第三类隔膜涂层1044的结晶度小于80%。
166.可选的,第二类隔膜涂层1043的结晶度可以为50.0%~80.0%。
167.可选的,第三类隔膜涂层1043的溶解参数为第一溶解度参数,电池中电解液的溶解度参数为第二溶解度参数,该第一溶解度参数小于或等于第二溶解度参数,且第二溶解度参数与第一溶解度参数的差值小于预设溶解度参数。
168.在一个示例中,第一溶解度参数为20~26
±
1(j/cm3)
0.5
,第二溶解度参数的溶解度参数为26
±
1(j/cm3)
0.5
。
169.在一个示例中,预设溶解度参数小于或等于5(j/cm3)
0.5
。
170.由于第三类隔膜涂层1043的溶解参数小于电解液的溶解度参数,因此第三类隔膜涂层1043可以与电解液相容;第三类隔膜涂层1043的溶解参数与电解液的溶解度参数相差较小,因此第三类隔膜涂层1043不会完全溶解在电解液中,这有利于第三类隔膜涂层1043在隔膜基材上铺开。
171.该第二类隔膜涂层1043和第三类隔膜涂层1044均可以具有粘性,且在高温下可熔融(在电池领域中,大于40~60℃的温度可以理解为高温)。也就是说,第二类隔膜涂层1043和第三类隔膜涂层1044均可以包括粘结剂聚合物。其中,第二类隔膜涂层1043包括第一质量含量的粘结剂聚合物,第三类隔膜涂层1044包括第二质量含量的粘结剂聚合物,第一质量含量小于第二质量含量。图13分别示出了第一质量含量、第二质量含量的结构性示意图。也就是说,覆盖在隔膜基材1041中间区域的隔膜涂层包括含量相对更低的粘结剂聚合物,覆盖在隔膜基材1041边缘区域的隔膜涂层包括含量相对更高的粘结剂聚合物。
172.可选的,第二质量含量例如可以为0.4~5g/m2。
173.在一个示例中,第三类隔膜涂层1044可以包括质量含量为0.5g/m2的粘结剂聚合物。第三类隔膜涂层1044的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚四氟乙烯的共聚物47.5份,去离子水50份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚四氟乙烯的共聚物加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层1044的浆料。
174.在另一个示例中,第三类隔膜涂层1044可以包括质量含量为0.62g/m2的粘结剂聚合物。第三类隔膜涂层1044的浆料配置方法可以包括:按照质量比例得到涂层原料,其中勃母石30份,去离子水46份,粘结剂13.5份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层1044的浆料。
175.在又一个示例中,第三类隔膜涂层1044可以包括质量含量为0.62g/m2的粘结剂聚
合物。第三类隔膜涂层1044的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚偏二氟乙烯-六氟丙烯51.5份,去离子水46份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚偏二氟乙烯-六氟丙烯加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层1044的浆料。
176.在再一个示例中,第三类隔膜涂层1044可以包括质量含量为0.45g/m2的粘结剂聚合物。第三类隔膜涂层1044的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚六氟丙烯共聚物52.0份,去离子水45.5份,水性润湿剂1.0份,水性分散剂1.5份;然后将聚六氟丙烯共聚物加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂和水性润湿剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层1044的浆料。
177.可选的,第二质量含量例如可以为0.8~2.5g/m2。
178.可选的,第二质量含量与第一质量含量的差值例如可以为0.05~4.5g/m2。
179.可选的,第二质量含量与第一质量含量的差值例如可以为0.1~2.0g/m2。
180.粘结剂聚合物例如可以包括以下至少一种:聚偏氟乙烯、聚六氟丙烯、偏氟乙烯-六氟丙烯的共聚物、偏氟乙烯-三氯乙烯的共聚物、聚乙烯-乙酸乙烯的共聚物、羧甲基纤维素钠、丁苯橡胶、聚丙烯酸、聚丙烯酸盐、聚丙烯酸酯、聚丙烯腈、聚酰胺、聚酰亚胺、聚环氧乙烷、乙酸纤维素、乙酸丁酸纤维素、乙酸丙酸纤维素、聚乙烯吡咯烷酮、聚乙酸乙烯酯、聚乙烯醚、聚甲基丙烯酸甲酯、聚四氟乙烯。
181.如图13中的局部放大图所示,由于第二类隔膜涂层1043、第三类隔膜涂层1044含有不同质量含量的粘结剂聚合物,因此第三类隔膜涂层1044的厚度可以略高于第二类隔膜涂层1043的厚度。也就是说,第三类隔膜涂层1044与第二类隔膜涂层1043交界的位置,第三类隔膜涂层1044可以具有第一厚度,该第一厚度可以第二类隔膜涂层1043的厚度相同;在第三类隔膜涂层1044的其他位置可以具有第二厚度,该第二厚度可以大于该第一厚度。这有利于提高隔膜与极片之间紧密贴合的程度。
182.在一些特殊的场景下,在极片的部分边缘可能与第二类隔膜涂层1043无法贴合紧密。由于第三类隔膜涂层1044具有更多的粘结剂聚合物,因此第三类隔膜涂层1044可以填充在第二类隔膜涂层1043与极片之间,以进一步提高隔膜与极片之间紧密贴合的程度。
183.图14是本技术实施例提供的一种通过热压工艺加工电池40的示意性结构图。图14中的上图(即图14中位于箭头上方的图)示出了在热压工艺之前的一种电池40的示意性结构图。图14中的下图(即图14中位于箭头下方的图)示出了在热压工艺之后的一种电池40的示意性结构图。
184.电池40可以包括按顺序层叠设置的正极极片1011、正极极片1012、负极极片1021、负极极片1022。正极极片1011与正极极片1012可以为相邻的两个正极极片。负极极片1021与负极极片1022可以为相邻的两个负极极片。负极极片1021位于正极极片1011与正极极片1012之间,正极极片1012位于负极极片1021、负极极片1022之间。
185.电池40还可以包括隔膜基材10411、隔膜基材10412、隔膜基材10413。隔膜基材
10411可以位于正极极片1011与负极极片1021之间。隔膜基材10412可以位于负极极片1021与正极极片1012之间。隔膜基材10413可以位于正极极片1012与负极极片1022之间。也就是说,隔膜基材10412可以位于隔膜基材10411与隔膜基材10413之间。
186.电池40还可以包括第二类隔膜涂层10431、第二类隔膜涂层10432、第三类隔膜涂层10441、第三类隔膜涂层10442。
187.第二类隔膜涂层10431贴覆在隔膜基材10411的远离隔膜基材10412的一侧,且贴覆在隔膜基材10411的中间区域。第三类隔膜涂层10441贴覆在隔膜基材10411的远离隔膜基材10412的一侧,且贴覆在隔膜基材10411的边缘区域。第二类隔膜涂层10432贴覆在隔膜基材10411的靠近隔膜基材10412的一侧,且贴覆在隔膜基材10411的中间区域。第三类隔膜涂层10442贴覆在隔膜基材10411的靠近隔膜基材10412的一侧,且贴覆在隔膜基材10411的边缘区域。第三类隔膜涂层10441、第三类隔膜涂层10442可以位于隔膜基材10411的同侧。
188.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10441可以贴覆在正极极片1011上,第二类隔膜涂层10431与正极极片1011之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10441可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10441、均第二类隔膜涂层10431均可以贴覆在正极极片1011上。
189.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10442可以贴覆在负极极片1021上,第二类隔膜涂层10432与负极极片1021之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10442可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10442、第二类隔膜涂层10432均可以贴覆在负极极片1021上。
190.电池40还可以包括第二类隔膜涂层10433、第二类隔膜涂层10434、第三类隔膜涂层10443、第三类隔膜涂层10444。第二类隔膜涂层10433贴覆在隔膜基材10412的靠近隔膜基材10411的一侧,且贴覆在隔膜基材10412的中间区域。第三类隔膜涂层10443贴覆在隔膜基材10412的靠近隔膜基材10411的一侧,且贴覆在隔膜基材10412的边缘区域。第二类隔膜涂层10434贴覆在隔膜基材10412的靠近隔膜基材10413的一侧,且贴覆在隔膜基材10412的中间区域。第三类隔膜涂层10444贴覆在隔膜基材10412的靠近隔膜基材10413的一侧,且贴覆在隔膜基材10412的边缘区域。第三类隔膜涂层10443、第三类隔膜涂层10444可以位于隔膜基材10412的同侧。
191.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10443可以贴覆在负极极片1021上,第二类隔膜涂层10433与负极极片1021之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10443可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10443、第二类隔膜涂层10433均可以贴覆在负极极片1021上。
192.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10444可以贴覆在正极极片1012上,第二类隔膜涂层10434与正极极片1012之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10444可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10444、第二类隔膜涂层10434均可以贴覆在正极极片1012上。
193.电池40还可以包括第二类隔膜涂层10435、第二类隔膜涂层10436、第三类隔膜涂层10445、第三类隔膜涂层10446。第二类隔膜涂层10435贴覆在隔膜基材10413的靠近隔膜基材10412的一侧,且贴覆在隔膜基材10413的中间区域。第三类隔膜涂层10445贴覆在隔膜基材10413的靠近隔膜基材10412的一侧,且贴覆在隔膜基材10413的边缘区域。第二类隔膜涂层10436贴覆在隔膜基材10413的远离隔膜基材10412的一侧,且贴覆在隔膜基材10413的中间区域。第三类隔膜涂层10446贴覆在隔膜基材10413的远离隔膜基材10412的一侧,且贴覆在隔膜基材10413的边缘区域。第三类隔膜涂层10445、第三类隔膜涂层10446可以位于隔膜基材10412的同侧。
194.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10445可以贴覆在正极极片1012上,第二类隔膜涂层10435与正极极片1012之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10445可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10445、第二类隔膜涂层10435均可以贴覆在正极极片1012上。
195.如图14中的上图所示,在热压工艺之前,第三类隔膜涂层10446可以贴覆在负极极片1022上,第二类隔膜涂层10436与负极极片1022之间可以可能存在一定间隙。在热压工艺过程中,第三类隔膜涂层10446可以在高温、加压的作用下发生熔融,并在隔膜基材1041上流动铺开。在热压工艺之后,第三类隔膜涂层10446、第二类隔膜涂层10436均可以贴覆在负极极片1022上。
196.可选的,第三类隔膜涂层10441、第三类隔膜涂层10442、第三类隔膜涂层10443、第三类隔膜涂层10444、第三类隔膜涂层10445、第三类隔膜涂层10445的宽度可以为极片宽度的0.1%~45%。
197.可选的,第三类隔膜涂层10441、第三类隔膜涂层10442、第三类隔膜涂层10443、第三类隔膜涂层10444、第三类隔膜涂层10445、第三类隔膜涂层10445的宽度可以为极片宽度的0.5%~5.0%。
198.综上所述,在热压工艺之前,对应极片中间区域的隔膜可以包括隔膜基材和第二类隔膜涂层,对应极片边缘区域的隔膜可以包括隔膜基材和第三类隔膜涂层。由于第二类隔膜涂层的厚度可以小于第三类隔膜涂层的(最小)厚度,因此对应极片中间区域的隔膜厚度可以小于对应极片边缘区域的隔膜厚度。在热压工艺之后,粘结剂聚合物可以发生热熔融、交联等物理变化,粘结剂聚合物可以充分填充在隔膜基材和极片之间,进而减小锂离子析出的风险。
199.除此以外,通过在隔膜基材的边缘区域设置相对更高质量含量的粘结剂聚合物,有利于提升隔膜基材在边缘区域的粘结能力,有利于提升极片与隔膜之间的结合力,进而有利于提升电池的循环性能、改善电芯变形。不仅如此,由于含量不同使得边缘区域的粘结剂聚合物可以具有相对更高的厚度,这有利于提高电极整体的热压均匀性。
200.图15是本技术实施例提供的另一种电池40的示意性结构图。结合图6、图13、图15所示的示例可知,在热压工艺后,相邻且面对面设置的第三类隔膜涂层1044之间可以相融在一起,形成如图15所示的第一类隔膜涂层1042。结合图13、图15所示的示例,第一类隔膜涂层1042所包含的粘结剂聚合物的质量含量可以大于第二类隔膜涂层1043所包含的粘结剂聚合物的质量含量,且第一类隔膜涂层1042可以连接在相邻两个隔膜基材1041之间,以
包围位于该相邻两个基材之间的极片。这有利于降低相邻的正极极片101和负极极片102之间发生短路的可能性。
201.下面通过对比以下多个实施例,阐述本技术提供的方案的技术效果。
202.实施例一
203.实施例一可以应用于50110227(高50mm、宽110mm、长227mm)叠片软包电池,容量为10.8ah,工作电压范围为2.75~4.30v。
204.该电池包括常规隔膜基材,且隔膜基材的两个平面上均匀涂布隔膜涂层,该隔膜涂层具有粘结性。也就是说,隔膜涂层中间区域的粘结剂聚合物含量近似等于隔膜涂层边缘间区域的粘结剂聚合物含量。粘结剂聚合物的质量含量为0.1g/m2。
205.实施例二
206.实施例二可以应用于506390(高50mm、宽63mm、长90mm)卷绕软包电池,容量为5ah(只涂边缘),工作电压范围为3.0-4.48v。
207.电池包括厚度为5.5μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为39.0%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层(在隔膜基材的中间区域未贴覆具有粘结性的隔膜涂层)。该隔膜涂层包括质量含量为0.5g/m2的粘结剂聚合物。该隔膜涂层可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层的宽度可以为3mm。该隔膜涂层可以对应图4至图12所述的第一类隔膜涂层。
208.实施例三
209.实施例三可以应用于50110227(高50mm、宽110mm、长227mm)叠片软包电池,容量为10.8ah,工作电压范围为2.75~4.30v。
210.电池包括厚度为7.0μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为38.6%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层(在隔膜基材的中间区域未贴覆具有粘结性的隔膜涂层),该隔膜涂层可以沿纵向td、横向md被涂布在隔膜基材的两个表面上。隔膜涂层的宽度可以为2mm。该隔膜涂层包括粘结剂聚合物和陶瓷涂层,粘结剂聚合物和陶瓷涂层的比例为5:5。该隔膜涂层包括质量含量为0.62g/m2的粘结剂聚合物。该隔膜涂层包括质量含量为0.62g/m2的陶瓷涂层。该隔膜涂层可以对应图4至图12所述的第一类隔膜涂层。
211.实施例四
212.实施例四可以应用于506390(高50mm、宽63mm、长90mm)卷绕软包电池,容量为5ah,工作电压范围为3.0~4.48v。
213.电池包括厚度为5.5μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为39.0%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层1,以及贴覆在隔膜基材的中间区域的隔膜涂层2。隔膜涂层1、隔膜涂层2均可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层1的宽度可以为3mm。隔膜涂层1、隔膜涂层2均包括粘结剂聚合物。在隔膜涂层1中,粘结剂聚合物的质量含量为0.6g/m2。在隔膜涂层2中,粘结剂聚合物的质量含量为0.1g/m2。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
214.实施例五
215.实施例五可以应用于50110227(高50mm、宽110mm、长227mm)卷绕软包电池,容量为
10.8ah,工作电压范围为2.75~4.30v。
216.电池包括厚度为7.0μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为38.6%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层1,以及贴覆在隔膜基材的中间区域的隔膜涂层2。隔膜涂层1、隔膜涂层2均可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层1的宽度可以为2mm。隔膜涂层1、隔膜涂层2均包括粘结剂聚合物。在隔膜涂层1中,粘结剂聚合物的质量含量为0.62g/m2。隔膜涂层2还包括陶瓷涂层,陶瓷涂层与粘结剂聚合物的比例为5:5,在隔膜涂层2中,陶瓷涂层和粘结剂聚合物的总质量含量为0.62g/m2。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
217.隔膜涂层2的原料例如可以包括勃母石25份,聚偏二氟乙烯-六氟丙烯粉25份,去离子水46份,粘结剂3.5份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的聚偏二氟乙烯-六氟丙烯、去离子水、粘结剂、水性润湿剂、水性分散剂并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。
218.实施例六
219.实施例六可以应用于454378(高45mm、宽43mm、长78mm)卷绕软包电池,容量为2.8ah,工作电压范围为3.0~4.48v。
220.电池包括厚度为7.0μm、材料为聚丙烯的隔膜基材,该隔膜基材的孔隙率为37.7%。
221.该电池还包括单面贴覆的陶瓷涂层,以及贴覆在隔膜基材边缘区域的隔膜涂层1,以及贴覆在隔膜基材的中间区域的隔膜涂层2。隔膜涂层1、隔膜涂层2均可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层1的宽度可以为2mm。隔膜涂层1、隔膜涂层2均包括粘结剂聚合物。在隔膜涂层1中,粘结剂聚合物的质量含量为0.95g/m2。在隔膜涂层2中,粘结剂聚合物的质量含量为0.5g/m2。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
222.陶瓷涂层的原料例如可以包括勃母石50份,去离子水45.5份,羧甲基纤维素1.0份,丁苯橡胶为3.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的羧甲基纤维素、丁苯橡胶并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。
223.实施例七
224.实施例七可以应用于455382(高45mm、宽53mm、长82mm)卷绕软包电池,容量为3.6ah,工作电压范围为3.0~4.48v。
225.电池包括厚度为4.5μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为38.5%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层1,以及贴覆在隔膜基材的中间区域的隔膜涂层2。隔膜涂层1、隔膜涂层2均可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层1的宽度可以为1.5mm。隔膜涂层1、隔膜涂层2均包括粘结剂聚合物和陶瓷涂层。在隔膜涂层1中,粘结剂聚合物和陶瓷涂层的比例为7:3;在隔膜涂层2中,粘结剂聚合物
和陶瓷涂层的比例为5:5。单侧隔膜涂层的质量含量为0.43g/m2。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
226.隔膜涂层1的浆料配置方法例如可以包括:按照质量比例得到涂层原料,其中勃母石13.5份,去离子水46份,粘结剂32.5份,粘结剂5份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂、水性润湿剂、pvdf粉体并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。
227.隔膜涂层2的浆料配置方法可以包括:按照质量比例得到涂层原料,其中勃母石23.5份,粘结剂23.5份,去离子水46份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂、水性润湿剂、pvdf粉体并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
228.实施例八
229.实施例八可以应用于466082(高46mm、宽60mm、长82mm)卷绕软包电池,容量为4.2ah,工作电压范围为3.0~4.48v。
230.电池包括厚度为4.5μm、材料为聚乙烯的隔膜基材,该隔膜基材的孔隙率为40.0%。该电池还包括贴覆在隔膜基材边缘区域的隔膜涂层1,以及贴覆在隔膜基材的中间区域的隔膜涂层2。隔膜涂层1、隔膜涂层2均可以沿纵向td被涂布在隔膜基材的两个表面上。隔膜涂层1的宽度可以为1.5mm。隔膜涂层1、隔膜涂层2均包括粘结剂聚合物,隔膜涂层2还包括陶瓷涂层。在隔膜涂层2中,粘结剂聚合物和陶瓷涂层的比例为6:4。单侧隔膜涂层的质量含量为0.54g/m2。隔膜涂层1可以对应图13至图14所述的第三类隔膜涂层,以及图15所述的第一类隔膜涂层。隔膜涂层2可以对应图13至图15所述的第二类隔膜涂层。
231.隔膜涂层1的浆料配置方法例如可以包括:按照质量比例得到涂层原料,其中勃母石30.9份,去离子水46份,粘结剂20.6份,水性润湿剂1.0,份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂、水性润湿剂、pvdf粉体并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。
232.隔膜涂层2的浆料配置方法可以包括:按照质量比例得到涂层原料,其中聚偏二氟乙烯-八氟丙烯51.5份,去离子水46份,水性润湿剂1.0份,水性分散剂1.5份;然后将勃母石加入去离子水中,在高速分散机内高速分散得到浆料分散液,具体转速例如可以为15000r/min,分散时长例如可以为2h;之后加入完全溶解的水性分散剂、水性润湿剂、pvdf粉体并充分搅拌、研磨,搅拌、研磨的时长例如可以为3h;最后抽真空消泡,得到混合均匀的第三类隔膜涂层的浆料。
233.为对比上述实施例的技术效果,下面提供几种电池性能的测试方法。
234.能量密度测试方法
235.将电池置于25℃恒温箱中静置30分钟,并以标准充电模式对电池充电。待电池充满电后,以0.2c放电规格将电池放电至下限电压,并记录电池的放电能量。根据下述公式可以计算电池的能量密度:能量密度=放电能量/(电池长度*电池宽度*电池厚度)。
236.穿钉测试方法:
237.按照标准充电模式将电池充满电后,在12~24h内进行穿钉测试。例如,将电池置于25℃防爆箱中,以150mm/s的速度将钢钉刺入电芯中央部分,直至贯穿为止,保持10min后退针,并记录测试通过率。穿钉测试方法可以反映电池在机械滥用场景下的性能。
238.热箱测试方法:
239.按照标准充电模式将电池充满电后,在12~24h内进行热箱测试。例如,通过对流热空气箱或循环热空气箱,从起始温度25
±
3℃开始加热,并升温至135
±
2或150
±
2℃,其中温变率为5
±
2℃/min。在温度达到135
±
2或150
±
2℃后保持30min,并记录测试通过率。热箱测试可以反映电℃池在热滥用场景下的性能。
240.测试结束后,在干燥房拆解电池,测试隔膜的宽度和长度,并与初始值作对比,给出。
241.上述实施例的测试结果如表1、表2所示:
242.表1
[0243][0244]
表2
[0245][0246]
根据测试结果可知,本技术实施例提供的方案有利于提高100%soc针刺测试、150℃/30min热箱测试的通过率。
[0247]
另外,相比于实施例二,在边缘区域和中间区域均设置包含粘结剂聚合物的隔膜
涂层,有利于提高中间区域的粘结性能,提高电池的动力学性能,降低电芯变形的可能性;同时,粘结剂聚合物还有利于形成孔隙,增大了电解液的保液,有利于提升电池的循环性能,降低电池厚度的增长率。例如,在300次循环后,电池厚度的增长率为4.8%或者更低。
[0248]
以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。