1.本发明涉及片材生产技术领域,具体是一种片材生产时不良异常的标识工具。
背景技术:
2.随着生产效率和良率要求的提升,自动化设备逐步代替人工,现有片材异常缺陷主要靠在线缺陷检测设备或者是在线缺陷检测设备与作业员人检辅助相结合的方式,但由于片材的多样化,片材的很多异常就无法检测出来,不利于片材的应用。在光伏行业,片材的种类越来越多,包括透明背板,白色背板,黑色背板及其他颜色的背板,其中因生产方式和各层材料的不同还分涂覆型和复合型背板。不管是涂覆还是复合,生产过程中难免会造成异常,现在的检验外观手段一般都是依靠在线缺陷检测设备或者是在线缺陷检测设备与作业员人检相结合的方式。片材的外观异常检测主要是通过设置在背板下方的光源部分和设置在背板上方的高速高清摄像头,通过将背板透射,高速高清摄像头捕捉在传动过程中背板正反两面的外观异常,再传输给服务器,但由于背板的多样化,有些特殊背板的异常无法依靠在线缺陷检测设备和作业人员检验出来。
3.目前随着生产工艺的稳定,良率和效率越来约高,常规的异常都能通过配方的优化和工艺上的改进来规避,将出现异常的概率降到最低,但目前有些背板只能靠作业员人工检测,检测效率慢,因此需要将不容易检验出来的异常预先标识出来,并去除就很有必要现有技术也有的是通过贴标签的方式来标识出不良品异常处,但由于标识本身就有一定的厚度,背板生产时通常是收成卷放置,复合型背板“熟化”工序或者放置过程中,标签会将附近的背板压迫,造成压印不良。
技术实现要素:
4.为了克服上述现有技术中的缺陷,本发明了提供一种片材生产时不良异常的标识工具,该标识工具结构简单、经济适用性高, 能够在片材生产过程中发生异常停机时对不良品进行标识,自动化程度高,以便不良品在后道生产工序中检出并去除,降低次品率,保证片材的品质。
5.为了实现上述发明目的,本发明采用以下技术方案:一种片材生产时不良异常的标识工具,位于前端处理设备一端;所述标识工具包括位于导辊下方的固定杆,所述固定杆上可移动的安装有固定夹具,所述固定夹具上固定有标识部件,并在所述固定杆端部固设有顶升件,所述顶升件通过电磁阀及继电器的控制与所述前端处理设备联动。
6.作为本发明的一种优选方案,所述顶升件为两个。
7.作为本发明的一种优选方案,两个所述顶升件对称设于所述固定杆的两端。
8.作为本发明的一种优选方案,所述顶升件为气缸。
9.作为本发明的一种优选方案,所述标识部件标识的位置在需要处理的基材表面的背面。
10.作为本发明的一种优选方案,根据基材的宽幅,移动所述固定夹具,将所述标识部
件固定在基材的边缘处。
11.作为本发明的一种优选方案,所述标识部件为记号笔。
12.作为本发明的一种优选方案,所述固定杆位于所述导辊的正下方设置。
13.作为本发明的一种优选方案,所述固定杆为丝杆。
14.作为本发明的一种优选方案,所述前端处理设备包括涂布设备、电晕处理设备或烘箱烘道设备。
15.与现有技术相比,本发明的有益效果是:本发明的一种片材生产时不良异常的标识工具,该标识工具结构简单、经济适用性高, 能够在片材生产过程中发生异常停机时对不良品进行标识,自动化程度高,以便不良品在后道生产工序中检出并去除,降低次品率,保证片材的品质。为了克服上述现有技术中的缺陷,本发明了提供一种片材生产时不良异常的标识工具,该标识工具结构简单、经济适用性高, 能够在片材生产过程中发生异常停机时对不良品进行标识,自动化程度高,以便不良品在后道生产工序中检出并去除,降低次品率,保证片材的品质。
附图说明
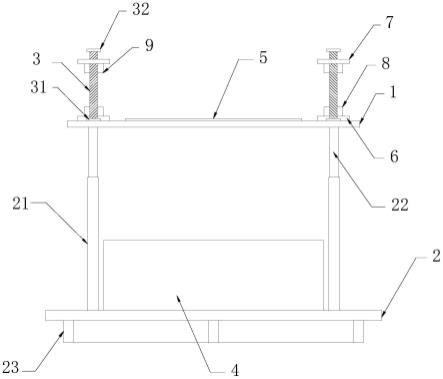
16.图1、图2是实施例中一种片材生产时不良异常的标识工具在前端处理设备正常运转状态下的状态示意图;图3、图4实施例中一种片材生产时不良异常的标识工具在前端处理设备在异常停机状态下的状态示意图。
17.附图标记:1、导辊;2、顶升件;3、固定夹具;4、标识部件;5、固定杆。
具体实施方式
18.下面结合说明书附图以及具体实施例对本发明做进一步描述。本领域普通技术人员在基于这些说明的情况下将能够实现本发明。此外,下述说明中涉及到的本发明的实施例通常仅是本发明一部分的实施例,而不是全部的实施例。因此,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
19.实施例:如图1至图4所示,一种片材生产时不良异常的标识工具,位于前端处理设备一端,前端处理设备包括但不限于涂布设备、电晕处理设备及烘箱烘道设备。上述标识工具主要由设置在导辊1下方的固定杆5、固定夹具3、标识部件4及顶升件2组成,上述固定夹具3可移动的安装在上述固定杆5上,上述标识部件4固定安装在上述固定夹具3上,顶升件2安装在上述固定杆5的端部,为了保证固定夹具3在固定杆5上位置移动的精确度,可将固定杆5设置为丝杆,固定杆5与固定夹具3之间由丝杆转动转换成固定夹具3在固定杆5上直线的运动。顶升件2可为结构简单,运行稳定性高的气缸。上述顶升件2通过电磁阀及继电器的控制与涂布机、复合机联动,当涂布机或复合机处于正常运转的情况下,上述顶升件2处于顶升状态;当涂布机或复合机在异常停机的情况下,上述顶升件2处于缩回的状态,使得上述标识部件4与基材接触以进行标识动作,方便在后道生产工序中将不良品检出并去除。
20.为了保证标识工具在安装使用过程中的稳定性,以保证标识效果,降低次品率,上述顶升件2设置为两个,进一步地,将两个上述顶升件2对称设在上述固定杆5的两端,以实
现标识部件4的标识作用。
21.为了避免出现标识的记号与涂料浆液接触,造成污染原料等情况,标识部件4标识的位置在需要涂胶或者涂布处理的基材的背面,即需要涂胶或者涂布的一面是正面,则标识的位置在需要涂胶或者涂布处理的基材的背面。在开机前确认生产基材的宽幅,并根据基材的宽幅,移动上述固定夹具3将上述标识部件4固定在基材的边缘处,在基材边缘上标识出一段明显可视的记号,以便识别。
22.上述标识部件4为经济适用性高、标记方便的记号笔,优选为带有颜色的记号笔,以便操作人员更加清晰的观察到标记的位置。
23.为了保证标记效果,上述固定杆5位于上述导辊1的正下方设置。
24.本实施例中的标识工具的运转过程为:1、此工具设备处于基材涂布的涂布头部位、烘箱烘烘道出口和电晕处理部位,通过电磁阀与继电器的控制与涂布机或者复合机连接在一起;2、在开机前确认生产基材的宽幅,将可移动固定夹具3固定在基材边缘处;3、需涂布的基材按照穿膜走向示意图正确穿膜通过导辊1,在涂布设备或复合设备正常运转的情况下气缸处于“伸长”状态;此时的标识部件4与基材分离;当生产过程中发生异常停机时,气缸
ꢀ“
缩短”,如图3、图4状态,此时标识部件4与基材边缘相接触;当设备再次运转开机时,标识部件4会在设备开机的那一刻,在基材边缘上标识出一段明显可视的记号,此时气缸又“伸长”,与基材分开,设备正常生产。
25.本实施例中的片材包括但不限于太阳能背板,该标识工具还可用于太阳能电池用胶膜上需要施加其它层等状况的标识加工。
26.本实施例中的标识工具结构简单,制作成本低,由于一些特殊的背板,如透明背板,或者一些不透光的背板,只能通过人工检验的背板,此工具设备可较精确的标识出由于停机异常造成的不良品,方便后道工序去除不良品,防止不良品的流出,造成客户投诉;常规缺陷都可通过配方优化或者工艺上优化解决,此工具可标识出一些不易发现的异常,如由于停机,此段基材无电晕,则会对片材产品性能方面造成影响。与用贴标签或胶带来标识相比,由于标签、胶带本身有厚度,会对背板造成压印影响,本实施例中的标识工具能够有效避免上述现象。由于标识记号处于基材边缘,在卷膜端面处也能清晰明显的看到标识,与贴标签的方式起到同样的警示作用,另外由于标识记号处于基材边缘,即使该标识工具因故障误判标识了,也可通过后道工序分切将记号去除,不会对成品有效宽幅造成影响。
27.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现;因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
28.尽管本文较多地使用了图中附图标记:1、导辊;2、顶升件;3、固定夹具;4、标识部件;5、固定杆等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。