1.本发明涉及钢结构施工技术领域,具体是一种焊接机器人的移动底座及其实施方法。
背景技术:
2.国内钢结构市场正高速发展,使用的钢材板厚将越来越厚、强度也越来越高、截面尺寸也将越来越大。传统人工焊接难以满足当前大型、复杂、超长超厚板等工程的焊接要求,传统人工焊接技术效率低、质量不稳定,焊接人工成本、时间成本和管理成本逐渐增加,因此现场焊接往工业化、机械化、智能化转变势在必行。
3.目前,机械臂焊接机器人只在个别少数智能化工厂用于固定位置焊接角焊缝,而施工现场机器人焊接技术应用国内仍处以起步阶段,以科研性质居多,现场实际应用案例极少,主要原因是由于现场焊接环境复杂,工件规格尺寸多样,形状多样,焊接位置需要频繁地转换,而焊接机器人设备的转运、就位、安装和使用困难。
技术实现要素:
4.本发明的目的在于克服上述缺陷,提出一种可自由移动的装置,从而解决焊接机器人快速转运、就位问题。
5.为了达到上述目的,本发明是这样实现的:一种焊接机器人的移动底座,包括梯形支架和设置在梯形支架底部的滚轮和设置在梯形支架侧部的把手,所述梯形支架的顶部同构安装螺栓与六轴机械臂与连接并形成整体。
6.所述焊接机器人的移动底座,梯形支架的侧部设置刚性斜撑。
7.所述焊接机器人的移动底座,滚轮为带有刹车功能的万向轮。
8.所述焊接机器人的移动底座的实施方法,包括步骤1、制作可自由移动装置(1):将矩形管(1.1)做成一个内空500mm的梯形体,所述梯形体用于放置控制箱(5)和电焊机(6);在梯形体上设置扶手(1.7),在梯形体的左右两侧设置斜撑(1.9),在梯形体的下方设置底座钢板(1.3),提高装置的稳定性底座钢板(1.3)的下方设置四个刹车万向轮(1.8),在底座钢板(1.3)上设置挂钩(1.10),梯形体上设置辅助定矩形管(1.5)和u型管卡(1.6),所述辅助定矩形管(1.5)和u型管卡(1.6)位于扶手(1.7)的上方;步骤2、通过安装螺栓(2)将六轴机械臂(3)与可自由移动装置(1)连接为整体,并通过可自由移动装置将六轴机械臂(3)移动至焊接位置;步骤3、利用六轴机械臂(3)夹持焊枪(4),并与之匹配送丝机构及电焊机(6),再将电焊机(6)与六轴机械臂(3)、控制箱(5)采用电缆线(7)连接;步骤4、通过控制箱(5)设置六轴机械臂(3)的运动轨迹坐标,保证焊丝伸出长度12mm,并设置焊接参数,焊接速度6mm/s,焊接电流240a,焊接电压28v;
步骤5、人工对焊接部位进行打磨和火焰预热,预热温度满足焊接规范要求;步骤6、通过六轴机械臂(3)夹持焊枪(4)自动完成钢柱(10)的对接焊缝焊接任务。
9.在上述步骤(2)中,(3)六轴机械臂夹持(4)焊枪,形成以机械臂为运动主体的最优的机械化焊接效率。
10.所述的焊接机器人的移动底座的实施方法,设置六轴机械臂(3)的运动轨迹坐标参数后,调至最优的焊接参数和焊丝伸出长度,使焊接质量达到最优。
11.所述的焊接机器人的移动底座的实施方法,、人工对焊接位置进行打磨并按照焊接温度要求对焊接部位进行预热,通过(3)六轴机械臂高精度红外测温的功能,实时测温,提高焊接质量。
12.本发明所提出的实施方法,能够对钢结构的焊接实现自动化作业,其具有以下优点:(1)自动焊接技术对于每条焊缝的焊接参数都是恒定的,焊缝质量受人的影响因素小,降低了对工人操作技术的要求,因此焊接质量是稳定的。
13.(2)六轴机械臂机器人通过可自由移动装置,可以在现场快速方便的转运,并完成钢柱的对接焊缝,且焊接速度快,明显降低成本和提高的焊接效率。
附图说明
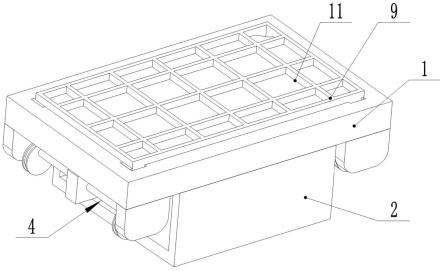
14.图1为本发明所示移动底座的安装结构示意图。
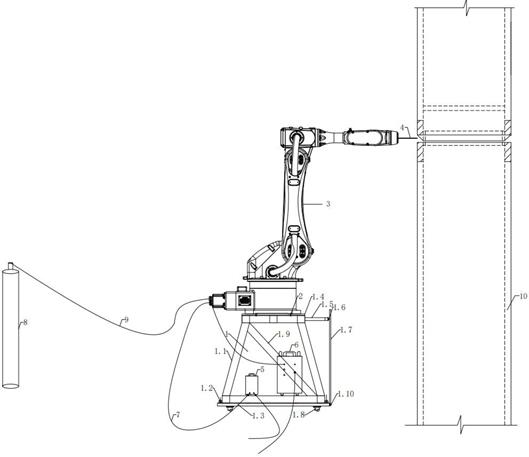
15.图2为本发明所示移动底座的实施方法示意图。
具体实施方式
16.以下通过具体实施例进一步说明本发明。
17.如图1、图2所示,一种焊接机器人的移动底座,包括梯形支架和设置在梯形支架底部的滚轮和设置在梯形支架侧部的把手,所述梯形支架的顶部同构安装螺栓与六轴机械臂与连接并形成整体。
18.所述焊接机器人的移动底座,梯形支架的侧部设置刚性斜撑。
19.所述焊接机器人的移动底座,滚轮为带有刹车功能的万向轮。
20.上述移动底座,移动时通过底座钢板(1.3)上的挂钩(1.10)与扶手(1.7)进行人员拉动,静止时通过辅助矩形管(1.5)与u型管卡(1.6)将扶手(1.7)进行固定,考虑到在某些特别环境下需要上下移动时,在底座钢板(1.3)的4个角上各设置一个吊耳(1.2)便于吊装。
21.所述焊接机器人的移动底座的实施方法,包括步骤1、制作可自由移动装置(1):将矩形管(1.1)做成一个内空500mm的梯形体,所述梯形体用于放置控制箱(5)和电焊机(6);在梯形体上设置扶手(1.7),在梯形体的左右两侧设置斜撑(1.9),在梯形体的下方设置底座钢板(1.3),提高装置的稳定性底座钢板(1.3)的下方设置四个刹车万向轮(1.8),在底座钢板(1.3)上设置挂钩(1.10),梯形体上设置辅助定矩形管(1.5)和u型管卡(1.6),所述辅助定矩形管(1.5)和u型管卡(1.6)位于扶手(1.7)的上方;步骤2、通过安装螺栓(2)将六轴机械臂(3)与可自由移动装置(1)连接为整体,并通过可自由移动装置将六轴机械臂(3)移动至焊接位置;
步骤3、利用六轴机械臂(3)夹持焊枪(4),并与之匹配送丝机构及电焊机(6),再将电焊机(6)与六轴机械臂(3)、控制箱(5)采用电缆线(7)连接;步骤4、通过控制箱(5)设置六轴机械臂(3)的运动轨迹坐标,保证焊丝伸出长度12mm,并设置焊接参数,焊接速度6mm/s,焊接电流240a,焊接电压28v;步骤5、人工对焊接部位进行打磨和火焰预热,预热温度满足焊接规范要求;步骤6、通过六轴机械臂(3)夹持焊枪(4)自动完成钢柱(10)的对接焊缝焊接任务。
22.在上述步骤(2)中,(3)六轴机械臂夹持(4)焊枪,形成以机械臂为运动主体的最优的机械化焊接效率。
23.所述的焊接机器人的移动底座的实施方法,设置六轴机械臂(3)的运动轨迹坐标参数后,调至最优的焊接参数和焊丝伸出长度,使焊接质量达到最优。
24.所述的焊接机器人的移动底座的实施方法,、人工对焊接位置进行打磨并按照焊接温度要求对焊接部位进行预热,通过(3)六轴机械臂高精度红外测温的功能,实时测温,提高焊接质量。
25.本发明所提出的实施方法,能够对钢结构的焊接实现自动化作业,其具有以下优点:(1)自动焊接技术对于每条焊缝的焊接参数都是恒定的,焊缝质量受人的影响因素小,降低了对工人操作技术的要求,因此焊接质量是稳定的。
26.(2)六轴机械臂机器人通过可自由移动装置,可以在现场快速方便的转运,并完成钢柱的对接焊缝,且焊接速度快,明显降低成本和提高的焊接效率。
技术特征:
1.一种焊接机器人的移动底座,其特征是:包括梯形支架和设置在梯形支架底部的滚轮和设置在梯形支架侧部的把手,所述梯形支架的顶部同构安装螺栓与六轴机械臂与连接并形成整体。2.权利要求1所述焊接机器人的移动底座,其特征是:梯形支架的侧部设置刚性斜撑。3.根据权利要求1所述焊接机器人的移动底座,其特征是:滚轮为带有刹车功能的万向轮。4.权利要求1所述焊接机器人的移动底座的实施方法,其特征是:步骤1、制作可自由移动装置(1):将矩形管(1.1)做成一个内空500mm的梯形体,所述梯形体用于放置控制箱(5)和电焊机(6);在梯形体上设置扶手(1.7),在梯形体的左右两侧设置斜撑(1.9),在梯形体的下方设置底座钢板(1.3),提高装置的稳定性底座钢板(1.3)的下方设置四个刹车万向轮(1.8),在底座钢板(1.3)上设置挂钩(1.10),梯形体上设置辅助定矩形管(1.5)和u型管卡(1.6),所述辅助定矩形管(1.5)和u型管卡(1.6)位于扶手(1.7)的上方;步骤2、通过安装螺栓(2)将六轴机械臂(3)与可自由移动装置(1)连接为整体,并通过可自由移动装置将六轴机械臂(3)移动至焊接位置;步骤3、利用六轴机械臂(3)夹持焊枪(4),并与之匹配送丝机构及电焊机(6),再将电焊机(6)与六轴机械臂(3)、控制箱(5)采用电缆线(7)连接;步骤4、通过控制箱(5)设置六轴机械臂(3)的运动轨迹坐标,保证焊丝伸出长度12mm,并设置焊接参数,焊接速度6mm/s,焊接电流240a,焊接电压28v;步骤5、人工对焊接部位进行打磨和火焰预热,预热温度满足焊接规范要求;步骤6、通过六轴机械臂(3)夹持焊枪(4)自动完成钢柱(10)的对接焊缝焊接任务。5.在上述步骤(2)中,(3)六轴机械臂夹持(4)焊枪,形成以机械臂为运动主体的最优的机械化焊接效率。6.根据权利要求4所述的焊接机器人的移动底座的实施方法,其特征是:设置六轴机械臂(3)的运动轨迹坐标参数后,调至最优的焊接参数和焊丝伸出长度,使焊接质量达到最优。7.根据权利要求4所述的焊接机器人的移动底座的实施方法,其特征是:人工对焊接位置进行打磨并按照焊接温度要求对焊接部位进行预热,通过(3)六轴机械臂高精度红外测温的功能,实时测温,提高焊接质量。
技术总结
本发明涉及钢结构施工技术领域,具体是一种焊接机器人的移动底座,其特征是:包括梯形支架和设置在梯形支架底部的滚轮和设置在梯形支架侧部的把手,所述梯形支架的顶部同构安装螺栓与六轴机械臂与连接并形成整体。本发明所提出的实施方法,能够对钢结构的焊接实现自动化作业,焊缝质量受人的影响因素小,降低了对工人操作技术的要求,确保焊接质量的稳定,六轴机械臂机器人通过可自由移动装置,可以在现场快速方便的转运,并完成钢柱的对接焊缝,且焊接速度快,明显降低成本和提高的焊接效率。率。率。
技术研发人员:冯启冰 张开甲 周宗虞 王轶 王大伟 马迅 熊正超 黄辰来 唐春林
受保护的技术使用者:中冶(上海)钢结构科技有限公司
技术研发日:2022.03.31
技术公布日:2022/7/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。