1.本实用新型涉及计量表技术领域,特别涉及一种拼焊式不锈钢单流表壳。
背景技术:
2.单流束水表属于测量水流量的仪表。现有的单流束水表分为对称式何非对称式。但是目前的单流束水表无论那种形式,其单流表壳主要由铜一体式铸造成型,铜铸造时单流表壳的厚度难以控制,由于内部存在内腔和管道,使得在一体式成型铸造单流表壳的难度增大,影响生产效率。另外采用由铜一体式铸造成型工艺来制造单流表壳,耗能较大,对环境污染也较大,而且现在与愿意从属铸造的技术工人越来越少,难以招到技术数量的工人。
技术实现要素:
3.本实用新型所要解决的技术问题在于针对现有铜一体式铸造成型的单流表壳所存在的上述不足而提供一种拼焊式不锈钢单流表壳,其将现有的单流表壳分拆成不同部件,这些部件采用不锈钢经过机械加工制成,然后采用焊接方式将这些部件组装起来,形成一个拼焊式不锈钢单流表壳。
4.为了实现上述目的,本实用新型的拼焊式不锈钢单流表壳,包括一具有底部的壳体、一进水管、一出水管、一进水管接头、一出水管接头和中心轴,在所述具有底部的壳体的周壁上设置是有进水管对接孔和出水管对接孔,所述进水管的一端对接在所述进水管对接孔中并与所述具有底部的壳体焊接在一起,所述出水管的一端对接在所述出水管对接孔中并与所述具有底部的壳体焊接在一起,所述进水管接头和出水管接头分别焊接在所述进水管和所述出水管的另一端;所述中心轴采用焊接方式固定在所述具有底部的壳体的底部内表面的中心上。
5.在本实用新型的一个优选实施例中,还包括进水管加强片和出水管加强片,其中所述进水管加强片与所述进水管的外表面和所述具有底部的壳体的周壁外表面焊接连接;所述出水管加强片与所述出水管的外表面和所述具有底部的壳体的周壁外表面焊接连接。
6.在本实用新型的一个优选实施例中,所述进水管接头和出水管接头的中心轴线同轴并位于一过所述中心轴中心的径线上;所述进水管的中心轴线与所述进水管接头的中心轴线之间形成一夹角,所述出水管的中心轴线与所述出水管接头的中心轴线之间形成一夹角。
7.在本实用新型的一个优选实施例中,所述进水管的中心轴线与所述进水管接头的中心轴线之间的夹角等于所述出水管的中心轴线与所述出水管接头的中心轴线之间的夹角;所述进水管的中心轴线与所述进水管接头的中心轴线之间成一八字型布置。
8.在本实用新型的一个优选实施例中,所述进水管的长度等于所述出水管的长度,两者均采用不锈钢管截取制成或者采用不锈钢板材卷管制成;所述进水管接头和出水管接头采用不锈钢板棒材经过车加工制成,在所述进水管接头和出水管接头的外周面均车制有
外螺纹。
9.在本实用新型的一个优选实施例中,所述具有底部的壳体采用不锈钢板材经过冷加工工艺制成。
10.在本实用新型的一个优选实施例中,所述具有底部的壳体采用不锈钢板材经过拉伸或者旋压工艺制成。
11.在本实用新型的一个优选实施例中,所述具有底部的壳体具有一筒状壳体和底部,其中所述底部与筒状壳体一体成型或者焊接在所述筒状壳体的底部。
12.在本实用新型的一个优选实施例中,在所述筒状壳体的顶部内表面加工有用于安装表盖的内螺纹并在筒状壳体的顶部成型有一法兰片不锈钢圈。
13.在本实用新型的一个优选实施例中,所述法兰片不锈钢圈套在所述筒状壳体的周壁外表面顶部并与所述筒状壳体的周壁外表面焊接连接;或者所述法兰片不锈钢圈的轴向截面成l型,其l型的竖边采用镶嵌方式套在所述筒状壳体的周壁内表面顶部并与所述筒状壳体的周壁焊接连接。
14.在本实用新型的一个优选实施例中,所述焊接为激光焊、炉焊、钎焊中的一种。
15.由于采用了如上的技术方案,本实用新型的拼焊式不锈钢单流表壳,其将现有的单流表壳分拆成不同部件,这些部件采用不锈钢经过机械加工制成,然后采用焊接方式将这些部件组装起来,形成一个拼焊式不锈钢单流表壳,其解决了铜一体式铸造成型工艺来制造单流表壳,耗能较大,对环境污染也较大,同时将单流表壳各个部分分体式制造,使得制造难度降低,达到制造成本降低,生产效率得到了大幅度提升的效果。
附图说明
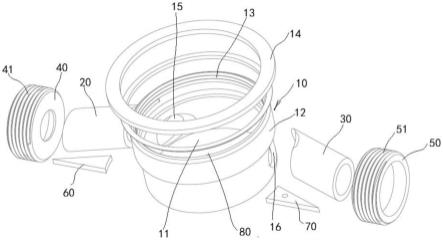
16.图1为本实用新型实施例拼焊式不锈钢单流表壳的分解示意图。
17.图2为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的主视图。
18.图3为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的后视图。
19.图4为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的左视图。
20.图5为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的右视图。
21.图6为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的俯视图。
22.图7为本实用新型实施例拼焊式不锈钢单流表壳拼焊后的仰视图。
具体实施方式
23.以下结合附图和具体实施方式来进一步描述本实用新型。
24.参见图1至图7,图中所示的拼焊式不锈钢单流表壳,包括一具有底部 11的壳体10、一进水管20、一出水管30、一进水管接头40、一出水管接头 50、进水管加强片60、出水管加强片70和中心轴80。
25.该具有底部11的壳体10采用不锈钢板材经过冷加工工艺制成。例如采用不锈钢板材经过拉伸或者旋压工艺制成。
26.进一步,上述具有底部11的壳体10具有一筒状壳体12和底部11,其中底部11与筒状壳体12一体成型如拉伸成型,或者底部11与筒状壳体12分开成型,然后将底部11焊接在筒状壳体12的底部。
27.在筒状壳体12的顶部内表面加工有用于安装表盖的内螺纹13并在筒状壳体12的顶部成型有一法兰片不锈钢圈14。
28.法兰片不锈钢圈14套在筒状壳体12的周壁外表面顶部并与筒状壳体12 的周壁外表面焊接连接。或者将法兰片不锈钢圈14的轴向截面成l型,其l 型的竖边采用镶嵌方式套在筒状壳体12的周壁内表面顶部并与筒状壳体12 的周壁焊接连接。
29.在筒状壳体12的周壁上采用机械加工如钻孔方式或者车加工方式加工有进水管对接孔15和出水管对接孔16。
30.中心轴80采用焊接方式固定在具有底部11的壳体10的底部11内表面的中心上。
31.该实施例的进水管20的长度等于出水管30的长度(当然两者的长度也可以不一样,根据需要而设定),两者均采用不锈钢管截取制成或者采用不锈钢板材卷管制成。
32.进水管20的一端对接在筒状壳体12的进水管对接孔15中并与筒状壳体 12焊接在一起,出水管30的一端对接在筒状壳体12的出水管对接孔16中并与筒状壳体12焊接在一起。
33.进水管接头40和出水管接头50采用不锈钢板棒材经过车加工制成,在进水管接头40和出水管接头50的外周面均车制有外螺纹41、51。
34.进水管接头40和出水管接头50分别焊接在进水管20和出水管30的另一端;在具有底部11的壳体10、进水管20、出水管30、进水管接头40和出水管接头50焊接好以后,进水管接头40和出水管接头50的中心轴线同轴并位于一过中心轴80中心的径线81上;进水管20的中心轴线与进水管接头40 的中心轴线之间形成一夹角a,出水管30的中心轴线与出水管接头50的中心轴线之间形成一夹角b。夹角a与夹角b相等,同时进水管20的中心轴线与出水管30的中心轴线成一八字型布置。
35.进水管加强片60和出水管加强片70均采用不锈钢片冲制而成,焊接时,将进水管加强片60置入到夹角a内并与进水管20的外表面和筒状壳体12的周壁外表面焊接连接;出水管加强片70置入到夹角b内并与出水管300的外表面和筒状壳体12的周壁外表面焊接连接。焊接完成后,进水管加强片60 的侧面61和出水管加强片70的侧面71基本上处于过中心轴80中心的径线 81平行状态并朝向相同,这样通过进水管加强片60和出水管加强片70可以增加整个拼焊式不锈钢单流表壳的强度,同时也能保证进水管接头40和出水管接头50的中心轴线同轴并位于一过中心轴80中心的径线81上。
36.上述焊接为激光焊、炉焊、钎焊中的一种,当然也不局限于这些,可以采用本领域技术人员所知晓的一些焊接方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
