1.本实用新型属于线包分线设备技术领域,具体的说,涉及一种待入壳线圈分线装置。
背景技术:
2.线圈绕线完成后,下一步加工工序为将绕好的线圈放入相应的壳内,并使铜线与壳的引脚相对应,但刚绕好的线圈长短不一、线与线之间相互交织,比较混乱,不能直接放入壳中,同时,有些铜线是两根对应同一引脚,需要将两根铜线绞合为一根,因此,提前将多组铜线进行分线和绞线就显得尤为关键和重要。
技术实现要素:
3.为了解决上述问题,本实用新型提出了一种待入壳线圈分线装置。能够有效将线包的的前端和后端进行分线和绞线,为下一工序做好准备。
4.为达到上述目的,本实用新型按如下技术方案实施的:
5.一种待入壳线圈分线装置,包括线包夹持机构、双列气缸夹爪、绞线机构、后端线分线机构、分线夹持装置、搬运机械手;所述的线包夹持机构外围依次环绕设置有双列气缸夹爪、绞线机构、后端线分线机构、分线夹持装置,线包夹持机构上方设有用于搬运线包及将分线搬运至各个位置的搬运机械手。
6.进一步,所述的线包夹持机构包括安装板、定位块、顶杆;所述的安装板底部设有用于驱使其上下移动的顶出气缸,安装板顶部设有定位块,定位块的顶面上设有相互交叉的定位孔和线槽,且线槽将定位块顶部一为二,定位孔内滑动安装有可上下移动的顶杆,顶杆底部设有与机架固定连接的支撑板。
7.进一步,所述的绞线机构包括绞线钩针、绞线电机;所述的绞线钩针转动安装在机架上,并通过绞线电机驱使转动。
8.进一步,所述的后端线分线机构包括两个互为倾角设置的多段式推进机构,其中一个多段式推进机构上设有分线夹持机构,另一个上设有气缸夹爪ⅰ。
9.优选的,所述的多段式推进机构包括前移气缸、安装块、张紧气缸;所述前移气缸的滑块上滑动安装有安装块,安装块后方设有用于驱使其前移的张紧气缸;所述的前移气缸后端设有限位气缸。
10.优选的,所述的分线夹持机构包括固定块ⅰ、柔性活动块、夹紧气缸、安装杆,所述的安装杆顶部设有固定块ⅰ,固定块ⅰ下方设有夹紧气缸,夹紧气缸的活塞杆上设有柔性活动块,夹紧气缸伸长时,驱使柔性活动块向固定块ⅰ移动。
11.优选的,所述的分线夹持机构包括分线块ⅰ,分线块ⅰ上设有夹线孔,分线块ⅰ上设有与夹线孔相连通的过线间隙,过线间隙的侧壁上设有安装孔,安装孔内从外到内依次设有钢球、弹簧。
12.优选的,所述的分线块ⅰ侧方设有固定夹,固定夹包括固定块ⅱ、活动块、夹持气
缸,所述的固定块ⅱ固定安装在分线块ⅰ的侧方顶部,固定块ⅱ下方设有活动块,活动块通过夹持气缸驱使上下移动。
13.进一步,所述的搬运机械手包括左右移动线性模组、前后移动线性模组、气缸夹爪ⅱ;所述左右移动线性模组的滑块上设有与之垂直的前后移动线性模组,前后移动线性模组的滑块上设有气缸夹爪ⅱ。
14.一种线包分线的方法,采用上述的待入壳线圈分线装置进行分线,具体包括以下步骤,
15.s1:根据线包分线后线束的数量,在线包夹持机构周围环绕安装双列气缸夹爪、绞线机构、分线夹持机构、气缸夹爪ⅰ、分线夹持装置;
16.s2:通过搬运机械手将线包放置在分线夹持装置上,线包的前端线正对双列气缸夹爪,线包的后端线向后延伸至分线夹持机构和气缸夹爪ⅰ之间;
17.s3:双列气缸夹爪的后侧气缸夹爪打开,机械手夹持住前端线中的最长线后向侧方移动,使最长线脱离双列气缸夹爪的后侧气缸夹爪的夹持,然后双列气缸夹爪的后侧气缸夹爪闭合,夹持住剩余的全部铜线,双列气缸夹爪的前侧气缸夹爪打开,将前端线中的最长线分离出来,再然后机械手将分离出来的线搬运至绞线机构进行绞线,重复上述步骤,将线包前端线从长至短依次分离出来并依次运送至分线夹持装置或绞线机构;
18.s4:气缸夹爪ⅰ在多段式推进机构的推动下前移,夹持住两根线包尾线,然后气缸夹爪ⅰ在多段式推进机构的推动下向后移动一段距离,拉直线包尾线;分线夹持机构在多段式推进机构的推动下前移,夹持住气缸夹爪ⅰ至线包夹持机构段的铜线,然后气缸夹爪ⅰ在多段式推进机构的推动下向后移动一段距离,将较短尾线脱离气缸夹爪ⅰ的夹持;分线夹持机构在多段式推进机构的推动下后退移动一定距离,将较短铜线拉直,并使其原理较长铜线,气缸夹爪ⅰ在多段式推进机构的推动下向后移动一段距离,再次拉直较长尾线。
19.本实用新型的有益效果:
20.本实用新型通过双列气缸夹爪和搬运机械手相配合,将相同长度的线包前端铜线从长至短依次分出,并将线组送至绞线机构进行绞线和固定,将单线送至分线夹持装置进行固定;通过后端线分线机构对线包后端线进行分线;有效将线包上的所有铜线进行分线和绞线,为线包的入壳做好准备。
附图说明
21.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单的介绍,显而易见,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
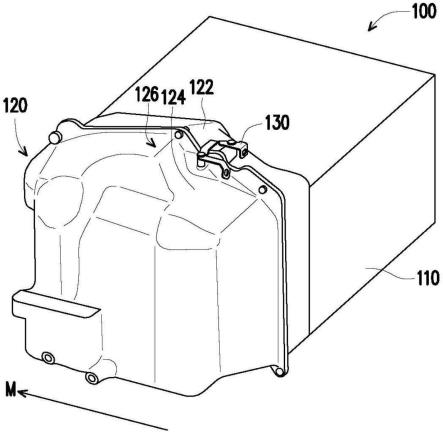
22.图1是本实用新型立体结构示意图;
23.图2是本实用新型局部立体结构示意图;
24.图3是本实用新型线包夹持机构立体结构示意图;
25.图4是本实用新型分线夹持机构实施例1立体结构示意图;
26.图5是本实用新型分线夹持机构实施例2安装示意图;
27.图6是本实用新型分线夹持机构实施例2立体结构示意图;
28.图7是本实用新型分线块ⅰ剖视示意图;
29.图8是本实用新型分线夹持装置主视示意图;
30.图中,1-线包夹持机构、1-1安装板、1-2定位块、1-3顶杆、1-4顶出气缸、1-5定位孔、1-6线槽、1-7支撑板、2-双列气缸夹爪、3-绞线机构、3-1绞线钩针、3-2绞线电机、4-后端线分线机构、4-1多段式推进机构、4-11前移气缸、4-12安装块、4-13张紧气缸、4-14限位气缸、4-2分线夹持机构、4-2-11固定块ⅰ、4-2-12柔性活动块、4-2-13夹紧气缸、4-2-14安装杆、4-2-21分线块ⅰ、4-2-22夹线孔、4-2-23过线间隙、4-2-24安装孔、4-2-25钢球、4-2-26弹簧、4-2-27固定块ⅱ、4-2-28活动块、4-2-29夹持气缸、4-3气缸夹爪ⅰ、5-分线夹持装置、5-1分线块ⅱ、5-2夹线槽、6-搬运机械手、6-1左右移动线性模组、6-2前后移动线性模组、6-3气缸夹爪ⅱ。
具体实施方式
31.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本实用新型的优选实施例进行详细的说明,以方便技术人员理解。
32.由图所示,一种待入壳线圈分线装置,包括线包夹持机构1、双列气缸夹爪2、绞线机构3、后端线分线机构4、分线夹持装置5、搬运机械手6;线包夹持机构1用于固定线包位置,便于进行分线作业,所述的线包夹持机构1外围依次环绕设置有双列气缸夹爪2、绞线机构3、后端线分线机构4、分线夹持装置5。分线时,线包夹持机构1上方设有用于搬运线包及将分线搬运至各个位置的搬运机械手6,双列气缸夹爪2由两个并列设置的气缸夹爪组成,位于线包夹持机构1正前方,线包由搬运机械手6搬运至线包夹持机构1上进行固定,线包的前端铜线向前延伸至双列气缸夹爪2的夹板之间,双列气缸夹爪2闭合,夹住线包的所有前端铜线;搬运机械手6夹住线包前端的全部铜线,然后向远离线包夹持机构1的方向运动,线包前端铜线由短至长逐渐从搬运机械手6上脱出,当搬运机械手6仅夹住最长的铜线或铜线组时,搬运机械手6停止移动;双列气缸夹爪2的外侧气缸夹爪打开,搬运机械手6向侧方继续移动,将最长的铜线拉至双列气缸夹爪2的外侧气缸夹爪抓取不到的位置;然后双列气缸夹爪2的外侧气缸夹爪闭合,夹住剩余的线包前端铜线,双列气缸夹爪2的内侧气缸夹爪打开,使双列气缸夹爪2松开对最长铜线的夹持,从而将线包前端铜线中最长的铜线分离出来;搬运机械手6将最长铜线搬运至绞线机构3进行绞线,重复上述步骤,依次将线包前端铜线分线至绞线机构3、夹线机构,完成线包上所有铜线的分线开。线包上的前端铜线有两组长铜线,两根短铜线,因此,设置两个绞线机构3对两组铜线进行绞线,搬运机械手6先将两组长铜线搬运至绞线机构3上进行绞线,然后将剩余的两根短铜线中的较长铜线搬运至夹线机构进行夹持,剩余最后一根最短铜线依旧由双列气缸夹爪2进行夹持,从而完成线包前端所有铜线的分线作业。线包的后端铜线由后端线分线机构4同步进行分线。
33.所述的分线夹持装置5包括分线块ⅱ5-1,分线块ⅱ5-1上设有夹线槽5-2,夹线槽5-2呈一条能够夹持住线包上铜线的缝隙,作为优选,所述的夹线槽5-2外端呈喇叭口设置,方便将铜线放入夹线槽5-2中。
34.进一步,所述的线包夹持机构1包括安装板1-1、定位块1-2、顶杆1-3;所述的安装板1-1底部设有用于驱使其上下移动的顶出气缸1-4,安装板1-1顶部设有定位块1-2,定位块1-2的顶面上设有相互交叉的定位孔1-5和线槽1-6,且线槽1-6将定位块1-2顶部一为二,
定位孔1-5内滑动安装有可上下移动的顶杆1-3,顶杆1-3底部设有与机架固定连接的支撑板1-7,位置固定支撑用于防止顶杆1-3从定位孔1-5中滑落出来,使顶杆1-3的上端始终有一部分插入定位孔1-5中。分线时,顶出气缸1-4伸长,通过安装板1-1带动定位块1-2向上移动,使顶杆1-3完全陷入定位孔1-5中,从而在定位块1-2顶面上形成一个与线圈相匹配的沉孔,线包由搬运机械手6从上往下放入定位孔1-5中,将线包固定在一个固定的位置,线包上的尾线分别沿线槽1-6向外伸出。绕线完成后顶出气缸1-4缩短,通过安装板1-1带动定位块1-2向下移动,从而使顶杆1-3相对于定位孔1-5向上移动,将线圈从定位孔1-5中顶出。
35.进一步,所述的绞线机构3包括绞线钩针3-1、绞线电机3-2;所述的绞线钩针3-1转动安装在机架上,并通过绞线电机3-2驱使转动,绞线电机3-2采用伺服电机或步进电机,绞线电机3-2转动时,通过皮带传动带动绞线钩针3-1转动,从而将线包前端的铜线绞合在一起。
36.进一步,所述的后端线分线机构4包括两个互为倾角设置的多段式推进机构4-1,其中一个多段式推进机构4-1上设有分线夹持机构4-2,另一个上设有气缸夹爪ⅰ4-3,分线时,线包的两根一长一短的后端铜线从线包夹持机构1的线槽1-6向后伸出,气缸夹爪ⅰ4-3在多段式推进机构4-1的作用下前移至两根尾线所在位置,气缸夹爪ⅰ4-3闭合夹住两根尾线;气缸夹爪ⅰ4-3在多段式推进机构4-1的作用下第一次向后移动一段距离,将线包的两根尾线拉直;分线夹持机构4-2在多段式推进机构4-1的作用下前移至两根尾线所在位置,并夹紧气缸4-2-13夹爪ⅰ至线包夹持机构1段的尾线;气缸夹爪ⅰ4-3在多段式推进机构4-1的作用下第二次向后移动一段距离,松开较短尾线,仅夹住较长段尾线的末端;多段式推进机构4-1带动分线夹持机构4-2的作用下第一次向后移动一段距离,将较长的尾线从分线夹持机构4-2上拉出,并将较短尾线向侧方拉开,使其远离较长尾线;两个多段式推进机构4-1分别带动分线夹持机构4-2、气缸夹爪ⅰ4-3回退至初始位,即气缸夹爪ⅰ4-3第三次回退,将较长铜线拉直,分线夹持机构4-2第二次回退,将较短铜线拉直,便于后续取线更加方便。
37.所述的多段式推进机构4-1包括前移气缸4-11、安装块4-12、张紧气缸4-13;所述前移气缸4-11的滑块上滑动安装有安装块4-12,安装块4-12后方设有用于驱使其前移的张紧气缸4-13,前移气缸4-11采用滑轨气缸,前移气缸4-11动作时,带动安装块4-12前移或后退,为第一节前移或后退;气缸夹爪或分线夹持机构4-2固定安装在安装块4-12上,张紧气缸4-13动作时,带动安装块4-12向前或向后移动,为第二次前移或后退;所述的前移气缸4-11后端设有限位气缸4-14,限位气缸4-14伸长时,其活塞杆向安装块4-12所在方向伸出,前移气缸4-11带动安装块4-12向左移动时,限位气缸4-14的活塞杆顶住安装块4-12,从而使其不能完全复位,限位气缸4-14缩短后,前移气缸4-11才能够带动安装块4-12向左移动至初始位,从而将安装块4-12的后退分为两次,为第三次后退。
38.所述的多段式推进机构4-1也可采用线性气缸、移动模组等能够精确停止在指定位置的电器元件。
39.所述的多段式推进机构4-1还可由两个滑轨气缸组成,其中一个滑轨气缸固定安装在另一个滑轨气缸的滑块上。
40.分线夹持机构4-2的实施例1:所述的分线夹持机构4-2包括固定块ⅰ4-2-11、柔性活动块4-2-12、夹紧气缸4-2-13、安装杆4-2-14,所述的安装杆4-2-14顶部设有固定块ⅰ4-2-11,固定块ⅰ4-2-11下方设有夹紧气缸4-2-13,夹紧气缸4-2-13的活塞杆上设有柔性活动
块4-2-12,夹紧气缸4-2-13伸长时,驱使柔性活动块4-2-12向固定块ⅰ4-2-11移动,柔性活动块4-2-12采用橡胶制成,柔性活动块4-2-12和固定块ⅰ4-2-11之间间隙的向气缸夹爪方向开口,当夹紧气缸4-2-13伸长时,将两根尾线夹持在固定块ⅰ4-2-11和柔性活动块4-2-12之间,当分线夹持机构4-2第一次后退时,较长铜线由于被气缸夹爪ⅰ4-3夹持,较长铜线从固定块ⅰ4-2-11和柔性活动块4-2-12之间被拉出,利用柔性活动块4-2-12的变形,使两根尾线受到的夹紧力相对适中,能够较好的夹持较短尾线,有效避免较长尾线拉出时被拉断。
41.分线夹持机构4-2的实施例2:所述的分线夹持机构4-2包括分线块ⅰ4-2-21,分线块ⅰ4-2-21上设有夹线孔4-2-22,分线块ⅰ4-2-21上设有与夹线孔4-2-22相连通的过线间隙4-2-23,过线间隙4-2-23的侧壁上设有安装孔4-2-24,安装孔4-2-24内从外到内依次设有钢球4-2-25、弹簧4-2-26,安装孔4-2-24设置在过线间隙4-2-23的的上侧壁上,通过弹簧4-2-26及钢球4-2-25的自重,钢球4-2-25向安装孔4-2-24的下侧壁移动,在过线间隙4-2-23内形成阻隔,分线时,两根铜线从过线间隙4-2-23进入夹线孔4-2-22时,铜线将钢球4-2-25向上抬起,从而进入夹线孔4-2-22中,当分线夹持机构4-2第一次后退时,较长铜线由于被气缸夹爪ⅰ4-3夹持,较长铜线从过线间隙4-2-23中被拉出,而较短铜线不能克服钢球4-2-25的阻隔,从而留在分线孔中,实现两根铜线的分线。作为优选,所述的分线块ⅰ4-2-21侧方设有固定夹,固定夹包括固定块ⅱ4-2-27、活动块4-2-28、夹持气缸4-2-29,所述的固定块ⅱ4-2-27固定安装在分线块ⅰ4-2-21的侧方顶部,固定块ⅱ4-2-27下方设有活动块4-2-28,活动块4-2-28通过夹持气缸4-2-29驱使上下移动,较长铜线被分出后,夹持气缸4-2-29带动活动块4-2-28向上移动,从而将较短铜线夹持在固定块ⅱ4-2-27和活动块4-2-28之间,分线夹持机构4-2第二次后退时,便于将较短铜线拉直。
42.所述的搬运机械手6包括左右移动线性模组6-1、前后移动线性模组6-2、气缸夹爪ⅱ6-3;所述左右移动线性模组6-1的滑块上设有与之垂直的前后移动线性模组6-2,前后移动线性模组6-2的滑块上设有气缸夹爪ⅱ6-3,分线时,由气缸夹爪ⅱ6-3夹持住需要搬运的铜线,然后通过左右移动线性模组6-1和前后移动线性模组6-2将铜线搬运至设定位置,然后气缸夹爪ⅱ6-3松开,完成相应铜线的搬运。
43.本实用新型使用过程:
44.s1:根据线包分线后线束的数量,在线包夹持机构1周围环绕安装双列气缸夹爪2、绞线机构3、分线夹持机构4-2、气缸夹爪ⅰ4-3、分线夹持装置5;如图,线包含有8根铜线,前端6根,后端两根,其中双铜线组两组,因此,设置两个绞线机构3,双列气缸夹设置在线包夹持机构1前方,分线夹持机构4-2和气缸夹爪ⅰ4-3呈夹角设置在线包夹持机构1后方,分线夹持装置5设置在分线夹持装置5右侧。
45.s2:通过搬运机械手6将线包放置在分线夹持装置5上,线包的前端线正对双列气缸夹爪2,线包的后端线向后延伸至分线夹持机构4-2和气缸夹爪ⅰ4-3之间;
46.s3:双列气缸夹爪2的后侧气缸夹爪打开,搬运机械手6夹持住前端线中的最长线后向侧方移动,使最长线脱离双列气缸夹爪2的后侧气缸夹爪的夹持,然后双列气缸夹爪2的后侧气缸夹爪闭合,夹持住剩余的全部铜线,双列气缸夹爪2的前侧气缸夹爪打开,将前端线中的最长线分离出来,再然后搬运机械手6将分离出来的线搬运至绞线机构3进行绞线,重复上述步骤,将线包前端线从长至短依次分离出来并依次运送至分线夹持装置5或绞线机构3;
47.s4:气缸夹爪ⅰ4-3在多段式推进机构4-1的推动下前移,夹持住两根线包尾线,然后气缸夹爪ⅰ4-3在多段式推进机构4-1的推动下向后移动一段距离,拉直线包尾线;分线夹持机构4-2在多段式推进机构4-1的推动下前移,夹持住气缸夹爪ⅰ4-3至线包夹持机构1段的铜线,然后气缸夹爪ⅰ4-3在多段式推进机构4-1的推动下向后移动一段距离,将较短尾线脱离气缸夹爪ⅰ4-3的夹持;分线夹持机构4-2在多段式推进机构4-1的推动下后退移动一定距离,将较短铜线拉直,并使其原理较长铜线,气缸夹爪ⅰ4-3在多段式推进机构4-1的推动下向后移动一段距离,再次拉直较长尾线。
48.最后说明的是,以上优选实施例仅用以说明本实用新型的技术方案而非限制,尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其做出各种各样的改变,而不偏离本实用新型权利要求书所限定的范围;附图尺寸与具体实物无关,实物尺寸可任意变换。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。