1.本发明涉及制袋机技术领域,具体涉及全自动无废边自动调宽背心袋制袋机。
背景技术:
2.背心袋又称马夹袋,是常见无纺布袋的一种,因其形状酷似背心,因而得名,背心袋制作简单,用途广泛,在日常生活中已成为人们不可缺少的必需品,为人们提供了极大的方便。
3.传统背心袋在制袋时,其主要由单层袋料通过边封装置将两端进行缝合,如附图1所示,该附图所展示的内容即为传统背心袋的边封处结构,先将两端进行对称贴合,并将边封体留出,而后在利用专有的边封设备将双层贴合处进行边封,封边处仅作连接功能且多余处成为废边。该种背心袋边封结构以及边封方式存在大量的物料浪费情况,故改进传统背心袋的边封结构是有必要的,由此,传统的背心袋制袋机也必须进行相应的改进以便于可加工出所需结构的背心袋。
4.进一步的,传统制袋机针对不同规格类型的背心袋进行加工时,需要对折叠撑开装置进行间距调节,传动的折叠撑开机构通过调节完折叠机构一边的距离后,再去调节另一边的距离,无法实现同步调节折叠机构之间的距离;还有根据不同背心袋宽度的要求,一般是人工更换不同规格压板的大小或者手动调节压板机构移动,从而对压板机构之间的距离进行调整,使得压板到达所需压紧背心袋的位置,这样人工调整的方式不具备同步性,并且自动化程度和精确度都很低,严重影响包装质量和效率,且还存在背心袋中心不精准的问题,导致背心袋两侧的插边存在宽度不一的情况。
技术实现要素:
5.本发明所要解决的技术问题在于针对上述现有技术的不足,提供全自动无废边自动调宽背心袋制袋机,摒弃传统的边封方式,设计新的边封机构,加工出的背心袋封边为相互层叠的封边,封边处可跟随背心袋展开,合理地利用封边处,去除废边,扩大背心袋容量,无凸出,整体平滑,美观性好。
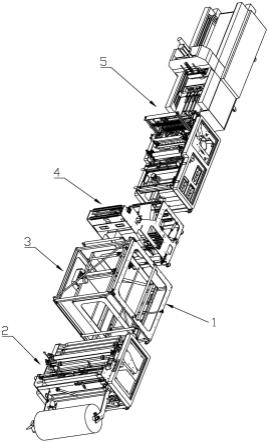
6.为实现上述目的,本发明提供了如下技术方案:全自动无废边自动调宽背心袋制袋机,包括机架及依次设置于机架上的上料装置、对折成型装置、可调宽热封插边装置、冲压成型装置,所述机架上还设有依次将各装置进行联动的牵引辊组,其特征在于,所述可调宽热封插边装置包括主连杆及依次设置于主连杆上的边封机构、中心定位机构、插边折叠机构,所述边封机构包括两组扩开导料架、边封推料组、第一封边元器件;两组扩开导料架分别对称分布于主连杆两侧;所述边封推料组分布于一组扩开导料架的侧部,所述边封推料组包括第一边封推料板、第二边封推料板,所述第一边封推料板设置于扩开导料架的一侧边处并分布于扩开导料架与机架之间,所述第二边封推料板相对设置于扩开导料架的另一侧边处并分布于第一边封推料板与机架之间,第一边封推料板、第二边封推料板二者相邻侧边均朝向彼此延伸直至第一边封推料板、第二边封推料板存在有一个封边宽度的重复
压边间隙区域,所述第一边封推料板、第二边封推料板分别联动有直线运动机构。
7.采用上述技术方案,摒弃传统的边封方式,设计新的边封机构,促使背心袋的封边与传统的封边不一样,利用第一边封推料板、第二边封推料板、重复压边间隙区域、第一封边元器件,背心袋的封边为相互层叠的封边,不是传统的对称折叠的封边,封边处可跟随背心袋展开,合理地利用封边处,去除废边,扩大背心袋容量,而传统背心袋的封边不能跟随背心袋展开,仅作连接作用,使用时封边处构成废边,故而封边处存在浪费,且背心袋展开后,传统的封边处凸出,不美观,而通过本技术方案提供的制袋机可加工出的背心袋封边处无凸出,整体平滑,美观性好;其中,对折成型装置的作用是将布料作对折,构成焊接所需的结构;冲压成型装置的作用是对布料作冲孔、分袋切断等操作。
8.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述中心定位机构包括铰接主连杆上的第一齿轮、与第一齿轮联动的第一驱动马达,所述第一齿轮两侧分别啮合传动有第一齿条、第二齿条,第一齿条、第二齿条二者沿垂直于主连杆轴线方向分布,所述第一齿条端部相对固定连接有第一中心定位撑杆,所述第二齿条端部相对固定连接有第二中心定位撑杆。
9.采用上述技术方案,第一中心定位撑杆与第二中心定位撑杆二者通过第一齿轮、第一齿条、第二齿条为同步运动,背心袋被两中心定位撑杆撑扁,从而对背心袋进行中心定位,精确度高,无偏差,且中心定位机构的张开距离可根据实际情况进行调整,以适应不同规格类型的背心袋,以实现自由调宽。
10.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述插边折叠机构包括两组背心扩开框架、两组折边轮,两组折边轮对称分布于主连杆两侧,两组背心扩开框架对称分布于主连杆两侧并置于折边轮与主连杆之间;所述背心扩开框架包括两组对称分布的扩料板,两组扩料板之间设有折边料展开间隙,两组背心扩开框架分别相对固定连接有一组第三齿条,所述第三齿条啮合传动有第二齿轮,所述第二齿轮铰接于主连杆上并联动有第二驱动马达。
11.采用上述技术方案,两组扩料板、折边料展开间隙组成的背心扩开框架,可对已经定位中心、扁形的背心袋作撑开,以便于将两侧展开,而后两组折边轮将展开的两侧进行折边;进一步地,两组第三齿条分别与一组背心扩开框架进行联动,并通过第二齿轮进行同步驱动,实现两组背心扩开框架的左右调节,一方面以适应加工不同规格类型的背心袋,进一步实现自由调宽,另一方面,两组背心扩开框架为同步运动,使得背心袋的中心始终保持不变,定位准确。
12.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述上料装置包括上料辊、折边机构,所述折边机构包括折边导轴、若干组折边轮、折边布托板、折边压板、第二封边元器件,若干组折边轮沿折边导轴轴线方向有序排列并分布于折边布托板上方,所述折边压板分布于折边轮一侧并分布于折边布托板上方。
13.采用上述技术方案,上料装置同时具备上料功能、折边功能;其中折边机构可将布料的两边进行折边,目前有些背心袋的口部需要进行折边,一方面增强背心袋口部连接强度,利于提手的热封连接,防止提手与背心袋之间的连接处断裂,另一方面,方便双面胶粘贴,背心袋装东西之后可进行封口;折边过程如下:折边导轴率先对布料作压平以及导向作用,使得布料中部始终贴合折边压板,而布料两端在折边压轮的作用下进行翻折直至进入
折边轮与折边压板之间,布料两端形成有翻折状态的折边,折边运输至第二封边元器件处后,第二封边元器件翻折状态的折边进行焊接,故此折边完成,且折边连接稳固。
14.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述上料装置还包括放料摆臂,所述放料摆臂一端铰接于机架上、另一端设有u型卡口,所述上料辊端部通过u型卡口与放料摆臂可拆卸连接,所述放料摆臂中部铰接有放料气缸,所述放料气缸端部与机架铰接联动,所述放料摆臂联动有分布于u型卡口一侧限位气缸。
15.采用上述技术方案,放料摆臂在放料气缸的驱动下绕与机架铰接处作转动,上料辊可跟随放料摆臂作转动,从而进行自动上料;进一步在放料摆臂端部设置u型卡口、限位气缸,上料辊与放料摆臂为可拆卸连接方式,便于补料、换卷等操作。
16.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述折边机构还包括若干组折边连接板,若干组折边连接板上端铰接于折边导轴上并沿折边导轴轴线方向有序间隔排列,所述插边轮安装于折边连接板下端,所述折边连接板中部联动有第一丝杆机构。
17.采用上述技术方案,插边轮在第一丝杆机构的带动下,可根据实际情况作左右位置调节,从而适应不同规格类型的背心袋加工。
18.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述冲压成型装置包括沿有效运输方向依次排布的超声波压膜机构、分袋切断机构、第一冲孔机构;所述超声波压膜机构包括上下相对分布的超声波烫刀组件、超声波成型公组件;所述分袋切断机构包括上切刀组件、下切刀组件,所述上切刀组件与下切刀组件二者上下相对并呈错位分布;所述分袋切断机构与超声波压膜机构之间设有升降机构,所述升降机构包括升降辊,所述升降辊两端相对固定连接有升降滑块,所述升降滑块联动有第二丝杆机构。
19.采用上述技术方案,超声波压膜机构的功能是作焊边,根据不同规格类型背心袋的尺寸要求,对背心袋的前端和后端进行焊接,初步进行分袋;而后,分袋切断机构将相邻的两组背心袋进行切断,实现分袋;分袋完成后,利用第一冲孔机构,加工出提手;进一步地,增设升降机构,根据不同规格类型的背心袋作自适应调节高度,从而改变超声波压膜机构与分袋切断机构之间的布料长度,确保超声波压膜机构与分袋切断机构之间的布料始终为背心袋长度尺寸的整数倍,从而针对不同规格类型的背心袋作加工。
20.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述冲压成型装置还包括分布于可调宽热封插边装置与超声波压膜机构之间的第二冲孔机构,所述第二冲孔机构包括手提打孔器,所述手提打孔器可拆卸连接有横向分布于机架上的冲孔架导杆,所述冲孔架导杆端部铰接有冲孔摇杆侧板,所述冲孔摇杆侧板滑动联动有安装于机架上的第四齿条,所述第四齿条啮合传动有小齿轮,所述小齿轮固定安装于冲孔架导杆上,所述冲孔架导杆端部设有第一手轮。
21.采用上述技术方案,目前有些背心袋存在有两提手之间的位置需要进行冲孔操作,为实现上述要求,增设第二冲孔机构,即可实现上述功能;进一步地,第二冲孔机构内增设冲孔架导杆、冲孔摇杆侧板、第四齿条、小齿轮、第一手轮,使得手提打孔器的横向位置、前后位置均可根据实际情况进行调节,一方面,提升适配性,另一方面,减小误差带来的影响,方便手提打孔器安装到位。
22.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述冲压成型装置
还包括分布于第二冲孔机构与超声波压膜机构之间的电眼标记机构。
23.采用上述技术方案,增设电眼标记机构,对孔进行定位,从而方便后期声波压膜机构、分袋切断机构、第一冲孔机构的加工定位。
24.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述冲压成型装置还包括分布于分袋切断机构与第一冲孔机构之间的叠料运输机构,所述叠料运输机构包括夹料组件、皮带轮组件,所述皮带轮组件安装于机架上且与夹料组件联动,所述夹料组件包括端部与皮带轮组件联动的横向传动架,所述横向传动架相对固定连接有夹料底座,所述夹料底座一端铰接有夹料气缸,所述夹料气缸端部铰接有吸料夹杆,所述吸料夹杆位于靠近夹料气缸的端部铰接于夹料底座中部。
25.采用上述技术方案,叠料运输机构主要用以将切断分袋后的布料进行堆料,可根据实际情况(也即袋厚)规定单堆物料的高度,堆至规定的高度后,叠料运输机构将布料运输至第一冲孔机构处进行冲提手操作,整个过程减少第一冲孔机构运动次数,延长使用寿命,还可提升背心袋的加工精度,由于单个进行冲孔过程中,布料运输等方面,布料均会发生微量偏移的情况,导致各背心袋的提手位置不一致,精度较差,故通过叠料运输机构可提升背心袋加工精度。
26.上述的全自动无废边自动调宽背心袋制袋机可进一步设置为:所述叠料运输机构还包括分布于夹料组件下方的接料板,所述接料板上设有与夹料底座间隙配合的导料槽。
27.采用上述技术方案,导料槽对夹料底座的运动进行导向,降低叠料运输机构晃动,提升稳定性。
28.下面结合附图和实施例对本发明作进一步详细说明。
附图说明
29.图1为本发明实施例的整机结构示意图;图2为本发明实施例的上料装置结构示意图;图3为本发明实施例的对折成型装置结构示意图;图4为本发明实施例的可调宽热封插边装置结构示意图;图5为本发明实施例的可调宽热封插边装置正视示意图;图6为本发明实施例的边封机构结构示意图;图7为本发明实施例的边封机构焊接布料示意图;图8为本发明实施例的中心定位机构正视示意图;图9为本发明实施例的袋底袋口封口机构示意图一;图10为本发明实施例的自动冲压成型装置部分结构示意图二;图11为本发明实施例的自动冲孔成型拉袋爆炸示意图;图12为传统背心袋封边处结构示意图;图13为本发明实施例加工后背心袋封边处结构示意图;附图标号注释:机架1,上料装置2、对折成型装置3、可调宽热封插边装置4、冲压成型装置5;上料辊21,折边机构22,放料摆臂23,u型卡口24,放料气缸25,限位气缸26;折边导轴221、折边轮222、折边布托板223、折边压板224、第二封边元器件225,折边连接板226,第一丝杆机构227;三脚架31,坡面32,斜面33;主连杆44,边封机构41、中心定位机构42、插边
折叠机构43;扩开导料架411,第一边封推料板412、第二边封推料板413、第一封边元器件414,重复压边间隙区域415,直线运动机构416,直线带座轴承417;第一齿轮421,第一驱动马达422,第一齿条423、第二齿条424,第一中心定位撑杆425,第二中心定位撑杆426;背心扩开框架431,扩料板4311,插边轮432,第三齿条433,第二齿轮434;超声波压膜机构51,分袋切断机构52、第一冲孔机构53,升降机构54,第二冲孔机构55,电眼标记机构56,叠料运输机构57;超声波烫刀组件511、超声波成型公组件512;上切刀组件521,下切刀组件522;升降辊541,升降滑块542,第二丝杆机构543;手提打孔器551,冲孔架导杆552,冲孔摇杆侧板553,第四齿条554,小齿轮555,第一手轮556;皮带轮组件571,横向传动架572,夹料底座573,夹料气缸574,吸料夹杆575,接料板576,导料槽577。
具体实施方式
30.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
31.如图1所示的全自动无废边自动调宽背心袋制袋机,包括机架1及依次设置于机架1上的上料装置2、对折成型装置3、可调宽热封插边装置4、冲压成型装置5,所述机架1上还设有依次将各装置进行联动的牵引辊组。其中,上料装置2的作用是对布料进行运输、折边;对折成型装置3的作用是将布料作对折,构成焊接所需的结构;可调宽热封插边装置4的作用是对布料进行焊接、中心定位、插边等操作;冲压成型装置5的作用是对布料作冲孔、分袋切断等操作。
32.如图2所示的上料装置2包括上料辊21、折边机构22,所述折边机构22包括折边导轴221、6组折边轮222、折边布托板223、折边压板224、第二封边元器件225,6组折边轮222沿折边导轴221轴线方向有序排列并分布于折边布托板223上方,所述折边压板224分布于折边轮222一侧并分布于折边布托板223上方。其中折边机构22可将布料的两边进行折边,目前有些背心袋的口部需要进行折边,一方面增强背心袋口部连接强度,利于提手的热封连接,防止提手与背心袋之间的连接处断裂,另一方面,方便双面胶粘贴,背心袋装东西之后可进行封口。折边过程如下:折边导轴221率先对布料作压平以及导向作用,使得布料中部始终贴合折边压板224,而布料两端在折边压轮的作用下进行翻折直至进入折边轮222与折边压板224之间,布料两端形成有翻折状态的折边,折边运输至第二封边元器件225处后,第二封边元器件225翻折状态的折边进行焊接,故此折边完成,且折边连接稳固。所述折边机构22还包括4组折边连接板226,4组折边连接板226上端铰接于折边导轴221上并沿折边导轴221轴线方向有序间隔排列,所述折边轮222安装于折边连接板226下端,所述折边连接板226中部联动有第一丝杆机构227。折边轮222在第一丝杆机构227的带动下,可根据实际情况作左右位置调节,从而适应不同规格类型的背心袋加工。
33.所述上料装置2还包括放料摆臂23,所述放料摆臂23一端铰接于机架1上、另一端设有u型卡口24,所述上料辊21端部通过u型卡口24与放料摆臂23可拆卸连接,所述放料摆臂23中部铰接有放料气缸25,所述放料气缸25端部与机架1铰接联动,所述放料摆臂23联动有分布于u型卡口24一侧限位气缸26。放料摆臂23在放料气缸25的驱动下绕与机架1铰接处
作转动,上料辊21可跟随放料摆臂23作转动,从而进行自动上料;进一步在放料摆臂23端部设置u型卡口24、限位气缸26,上料辊21与放料摆臂23为可拆卸连接方式,便于补料、换卷等操作。该上料装置2同时具备上料功能、折边功能、自动上料、便于补料、换卷等优势。
34.如图3所示的所述对折成型装置3包括有安装于机架1上的三脚架31,三脚架31设有前后对称分布的两组坡面32,两组坡面32之间设有一组朝向一侧倾斜设置的斜面33,布料经过三脚架31的两组坡面32、斜面33之后会构成对折状态,从而需要焊接的两侧边相对,便于后续可调宽热封插边装置4进行焊接。
35.如图4至8所示的所述可调宽热封插边装置4包括主连杆44及依次设置于主连杆44上的边封机构41、中心定位机构42、插边折叠机构43。
36.所述边封机构41包括两组扩开导料架411、边封推料组、第一封边元器件414;两组扩开导料架411分别对称分布于主连杆44两侧;所述边封推料组分布于一组扩开导料架411的侧部,所述边封推料组包括第一边封推料板412、第二边封推料板413,所述第一边封推料板412设置于扩开导料架411的一侧边处并分布于扩开导料架411与机架1之间,所述第二边封推料板413相对设置于扩开导料架411的另一侧边处并分布于第一边封推料板412与机架1之间,第一边封推料板412、第二边封推料板413二者相邻侧边均朝向彼此延伸直至第一边封推料板412、第二边封推料板413存在有一个封边宽度的重复压边间隙区域415,所述第一边封推料板412、第二边封推料板413分别联动有直线运动机构416。该边封机构41,摒弃传统的边封方式,设计新的边封机构41,促使背心袋的封边与传统的封边不一样,利用第一边封推料板412、第二边封推料板413、重复压边间隙区域415、第一封边元器件414,背心袋的封边为相互层叠的封边,不是传统的对称折叠的封边,封边处可跟随背心袋展开,合理地利用封边处,去除废边,扩大背心袋容量,而传统背心袋的封边不能跟随背心袋展开,仅作连接作用,使用时封边处构成废边,故而封边处存在浪费,且背心袋展开后,传统的封边处凸出,不美观,而通过本技术方案提供的制袋机可加工出的背心袋封边处无凸出,整体平滑,美观性好。其中,边封机构41还包括安装于主连杆44上并与扩开导料架411联动的直线带座轴承417。通过在主连杆44与扩开导料架411之间设置直线带座轴承417,使得扩开导料架411也可根据需要进行位置调节,从而根据实际情况针对不同规格的类型作宽度改变,加工不同规格类型的背心袋。
37.所述中心定位机构42包括铰接主连杆44上的第一齿轮421、与第一齿轮421联动的第一驱动马达422,所述第一齿轮421两侧分别啮合传动有第一齿条423、第二齿条424,第一齿条423、第二齿条424二者沿垂直于主连杆44轴线方向分布,所述第一齿条423端部相对固定连接有第一中心定位撑杆425,所述第二齿条424端部相对固定连接有第二中心定位撑杆426。第一中心定位撑杆425与第二中心定位撑杆426二者通过第一齿轮421、第一齿条423、第二齿条424为同步运动,背心袋被两中心定位撑杆撑扁,从而对背心袋进行中心定位,精确度高,无偏差,且中心定位机构42的张开距离可根据实际情况进行调整,以适应不同规格类型的背心袋,以实现自由调宽。
38.所述插边折叠机构43包括两组背心扩开框架431、两组插边轮432,两组插边轮432对称分布于主连杆44两侧,两组背心扩开框架431对称分布于主连杆44两侧并置于插边轮432与主连杆44之间;所述背心扩开框架431包括两组对称分布的扩料板4311,两组扩料板4311之间设有折边料展开间隙,两组背心扩开框架431分别相对固定连接有一组第三齿条
433,所述第三齿条433啮合传动有第二齿轮434,所述第二齿轮434铰接于主连杆44上并联动有第二驱动马达。两组扩料板4311、折边料展开间隙组成的背心扩开框架431,可对已经定位中心、扁形的背心袋作撑开,以便于将两侧展开,而后两组插边轮432将展开的两侧进行折边;进一步地,两组第三齿条433分别与一组背心扩开框架431进行联动,并通过第二齿轮434进行同步驱动,实现两组背心扩开框架431的左右调节,一方面以适应加工不同规格类型的背心袋,进一步实现自由调宽,另一方面,两组背心扩开框架431为同步运动,使得背心袋的中心始终保持不变,定位准确。
39.其中第一封边元器件414和第二封边元器件225均由超声波封边器、边封滚轮构成,所述边封滚轮分布于边封推料组下方,所述超声波封边器与边封滚轮相对分布。超声波焊接形式,可实现快速精确焊接,满足背心袋在制袋过程中运输、边封的要求,且封边处焊接品质稳定,无损伤,表面成形好,无形变、划伤;进一步的,边封滚轮具备以下优势:其一,物料在封边过程中还在持续运输,运输与边封两不误,提高生产效率;其二,边封滚轮配合超声波封边器,在焊接处对层叠的封边作支撑,辅助完成焊接。
40.如图9至11所示的所述冲压成型装置5包括沿有效运输方向依次排布的超声波压膜机构51、分袋切断机构52、第一冲孔机构53。
41.所述超声波压膜机构51包括上下相对分布的超声波烫刀组件511、超声波成型公组件512;所述分袋切断机构52包括上切刀组件521、下切刀组件522,所述上切刀组件521与下切刀组件522二者上下相对并呈错位分布;所述分袋切断机构52与超声波压膜机构51之间设有升降机构54,所述升降机构54包括升降辊541,所述升降辊541两端相对固定连接有升降滑块542,所述升降滑块542联动有第二丝杆机构543。超声波压膜机构51的功能是作焊边,根据不同规格类型背心袋的尺寸要求,对背心袋的前端和后端进行焊接,初步进行分袋;而后,分袋切断机构52将相邻的两组背心袋进行切断,实现分袋;分袋完成后,利用第一冲孔机构53,加工出提手;进一步地,增设升降机构54,根据不同规格类型的背心袋作自适应调节高度,从而改变超声波压膜机构51与分袋切断机构52之间的布料长度,确保超声波压膜机构51与分袋切断机构52之间的布料始终为背心袋长度尺寸的整数倍,从而针对不同规格类型的背心袋作加工。
42.所述冲压成型装置5还包括分布于可调宽热封插边装置4与超声波压膜机构51之间的第二冲孔机构55,所述第二冲孔机构55包括手提打孔器551,所述手提打孔器551可拆卸连接有横向分布于机架1上的冲孔架导杆552,所述冲孔架导杆552端部铰接有冲孔摇杆侧板553,所述冲孔摇杆侧板553滑动联动有安装于机架1上的第四齿条554,所述第四齿条554啮合传动有小齿轮555,所述小齿轮555固定安装于冲孔架导杆552上,所述冲孔架导杆552端部设有第一手轮556。目前有些背心袋存在有两提手之间的位置需要进行冲孔操作,为实现上述要求,增设第二冲孔机构55,即可实现上述功能;进一步地,第二冲孔机构55内增设冲孔架导杆552、冲孔摇杆侧板553、第四齿条554、小齿轮555、第一手轮556,使得手提打孔器551的横向位置、前后位置均可根据实际情况进行调节,一方面,提升适配性,另一方面,减小误差带来的影响,方便手提打孔器551安装到位。
43.所述冲压成型装置5还包括分布于第二冲孔机构55与超声波压膜机构51之间的电眼标记机构56。增设电眼标记机构56,对孔进行定位,从而方便后期声波压膜机构、分袋切断机构52、第一冲孔机构53的加工定位。
44.所述冲压成型装置5还包括分布于分袋切断机构52与第一冲孔机构53之间的叠料运输机构57,所述叠料运输机构57包括夹料组件、皮带轮组件571,所述皮带轮组件571安装于机架1上且与夹料组件联动,所述夹料组件包括端部与皮带轮组件571联动的横向传动架572,所述横向传动架572相对固定连接有夹料底座573,所述夹料底座573一端铰接有夹料气缸574,所述夹料气缸574端部铰接有吸料夹杆575,所述吸料夹杆575位于靠近夹料气缸574的端部铰接于夹料底座573中部。叠料运输机构57主要用以将切断分袋后的布料进行堆料,可根据实际情况(也即袋厚)规定单堆物料的高度,堆至规定的高度后,叠料运输机构57将布料运输至第一冲孔机构53处进行冲提手操作,整个过程减少第一冲孔机构53运动次数,延长使用寿命,还可提升背心袋的加工精度,由于单个进行冲孔过程中,布料运输等方面,布料均会发生微量偏移的情况,导致各背心袋的提手位置不一致,精度较差,故通过叠料运输机构57可提升背心袋加工精度。所述叠料运输机构57还包括分布于夹料组件下方的接料板576,所述接料板576上设有与夹料底座573间隙配合的导料槽577。导料槽577对夹料底座573的运动进行导向,降低叠料运输机构57晃动,提升稳定性。
45.该具体实施方案具备以下优势:1.摒弃传统对称折叠的封边(如附图12所示)的边封方式,设计新的边封机构41,背心袋的封边为相互层叠的封边(如附图13所示),封边处可跟随背心袋展开,合理地利用封边处,去除废边,扩大背心袋容量,而传统背心袋的封边不能跟随背心袋展开,仅作连接作用,使用时封边处构成废边,故而封边处存在浪费,且背心袋展开后,传统的封边处凸出,不美观,而通过本技术方案提供的制袋机可加工出的背心袋封边处无凸出,整体平滑,美观性好;2.改善中心定位机构42与插边折叠机构43,封边后的布料可进行自动中心定位、自由调宽,可根据实际情况进行调整,以适应不同规格类型的背心袋,以实现自由调宽;3.增设折边机构22,可将布料的两边进行折边,目前有些背心袋的口部需要进行折边,一方面增强背心袋口部连接强度,利于提手的热封连接,防止提手与背心袋之间的连接处断裂,另一方面,方便双面胶粘贴,背心袋装东西之后可进行封口;4.摒弃传统的上料辊21铰接于机架1上的连接方式,增设放料摆臂23、放料气缸25、u型卡口24、限位气缸26,促使上料辊21与放料摆臂23为可拆卸连接方式,便于补料、换卷等操作。该上料装置2同时具备上料功能、折边功能、自动上料、便于补料、换卷等优势;5.增设升降机构54,根据不同规格类型的背心袋作自适应调节高度,从而改变超声波压膜机构51与分袋切断机构52之间的布料长度,确保超声波压膜机构51与分袋切断机构52之间的布料始终为背心袋长度尺寸的整数倍,从而针对不同规格类型的背心袋作加工。
46.增设叠料运输机构57,将切断分袋后的布料进行堆料后进行冲切,减少第一冲孔机构53运动次数,延长使用寿命,还可提升背心袋的加工精度。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。