1.本发明涉及通信电线线缆技术领域,特别涉及一种高强度铜包铝镁合金导线、高强度镀银铜包铝镁合金导线的制备方法及半柔同轴电缆。
背景技术:
2.在火箭、卫星、通信、导航、电子对抗、测控设备等使用射频信号的传输系统中广泛使用半柔同轴电缆。参见图1,半柔同轴电缆一般由内向外依次包括同轴的内导体1、绝缘体2、外导体3和护套4,其中内导体1主要是传导作用,通常采用镀银铜。然而,内导体1中的铜属于稀缺资源,资源匮乏,因此成本较高;另外,铜属于重金属,不仅比重大,使得半柔同轴射频电缆的自重较大,而且废弃后能对环境造成较大的污染。
3.中国专利公告号cn101916617 b公开了一种通信电缆用铜包铝镁导体线,其包括铝镁芯杆和铜层,所述铜层均匀、同心地包覆在所述铝镁芯杆表面,所述铝镁芯杆中铝含量为98.65%、镁含量为1.2%、镉含量为0.15%。该专利公开的铜包铝镁线密度小,在重量和直径相同的条件下,铜包铝镁合金线长度可达到纯铜线长达的2.2 倍,能够大大降低原材料成本,节约紧缺的铜资源。然而,该专利公开的铜包铝镁线存在的主要技术问题是:由于镁的含量只有1.2%,其它元素只有镉含0.15%,使得铜包铝镁线的强度较差,其强度通常<200mpa,达不到产品的要求,耐弯折性较差、抗腐蚀能力不够强;此外,该专利未公开高强度、高耐折弯性的半柔同轴电缆制备技术。
4.中国专利公开号cn103021501 a公开了一种铜包铝合金复合导线及其制备方法,其包含以下质量百分比的元素:铁(fe)0.5%-1.0%,镁(mg)0.05%-0.15%,铜(cu)0.15-0.3%,硼(b)0.02%-0.06%,硅(si)< 0.1% 及其它杂质,所述其它杂质中锰(mn)、铬(cr)、钒(v)质量含量百分比之和≤ 0.05%。然而,该专利公开的铜包铝合金复合导线存在的主要技术问题是:由于镁的含量只有0.05%-0.15%,锰(mn)、铬(cr)、钒(v)质量含量百分比之和≤ 0.05%,具有铜(cu)元素0.15-0.3%,不具有钛、钪等元素,使得铜包铝合金复合导线的强度较差,其强度通常<200mpa,达不到产品的要求,耐弯折性较差;此外,该专利也未公开高强度、高耐折弯性的半柔同轴电缆制备技术。
5.专用于移动通信天馈系统的半柔线缆,要适应天线中的小角度弯曲布线以及天线使用过程中的震动,需要足够的强度和柔软度,这也就要求半柔电缆的核心部件之一的镀银铜导体,具有足够的抗拉强度和断裂伸长率。但现有技术中的的铜包铝导线难以满足半柔电缆要求的抗拉强度和断裂伸长率需求。
技术实现要素:
6.本发明要解决的技术问题是根据现有技术的不足,提供一种高强度铜包铝镁合金导线,该铜包铝镁合金导线不仅能够减轻自重、降低成本、减弱对环境污染,而且具有高强度(强度>250mpa)、高断裂伸长率,耐弯折性好、抗腐蚀能力强;本发明还要提供一种高强度镀银铜包铝镁合金导线的制备方法及半柔同轴电缆的制备方法,特别地,在制备铝镁合
金坯件、铝镁合金芯杆,铜包铝合金导体和镀银铜包铝合金导线的生产过程中,分别增加了热处理过程,使包含该铝合金线芯的镀银铜包铝合金导体具有高强度、高断裂伸长率、高延伸、耐弯折性能;在半柔同轴电缆的制备过程中,会有一个高温烧结退火过程,该过程能使ptfe聚四氟乙烯烧结熟化成型,镀银铜包铝镁合金导线同时能在线连续退火,断裂伸长率和抗拉强度进一步增强,甚至超过纯铜导体的机械性能。
7.为解决上述第一个技术问题,本发明的技术方案是:一种高强度铜包铝镁合金导线,包括铝镁合金线芯和包覆于铝镁合金线芯之外的铜层,所述铝镁合金线芯中,镁的含量为4.5%-5%,铁的含量为0.1%-0.15%,锰的含量为0.1%-0.15%,铬的含量为0.05%-0.1%,钛的含量为0.05%-0.1%,钒的含量为0.05%-0.1%,硼的含量为0.05%-0.1%,钪的含量为0.05%-0.1%,余量为铝。
8.优选地,所述铜层之外表面均匀电镀有一层银。
9.为解决上述第二个技术问题,本发明的技术方案是:一种高强度镀银铜包铝镁合金导线的制备方法,其特征在于,包括如下方法步骤:s1.按质量百分比:镁的含量为4.5%-5%,铁的含量为0.1%-0.15%,锰的含量为0.1%-0.15%,铬的含量为0.05%-0.1%,钛的含量为0.05%-0.1%,钒的含量为0.05%-0.1%,硼的含量为0.05%-0.1%,钪的含量为0.05%-0.1%,余量为铝,进行配料;s2.将上述配料通过水平浇铸,冷却成型后,需要在400-500℃高温条件下均匀化退火10-15个小时,空冷,制备出铝镁合金坯件;s3.将上述铝镁合金坯件,在250-300℃低温条件下低温预热,送上连轧机连轧冷却成型,然后在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,校直整形,制备出铝镁合金芯杆;s4.选择铜带,与步骤s4制备的铝镁合金芯杆在包覆焊接机上同向同步进行包覆焊接,然后将包覆焊接好的铜包铝镁合金芯杆在拉丝机上进行多道次拉伸,然后将铜包铝镁合金半成品在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,使铜层和铝镁合金芯杆充分的冶金结合,制备出铜包铝镁合金导体;s5.通过电镀的方法,在铜包铝镁合金导体上均匀地镀上一层银,然后将镀好银的铜包铝镁合金导体在拉丝机上经过多道次拉伸,得到所需尺寸的镀银铜包铝镁合金导线。
10.优选地,在步骤s3中,送上连轧机之前的低温预热时间为1-2个小时,固熔热处理之前的保温时间为10-30分钟,固熔热处理的时间为5-10分钟,制备出的铝镁合金芯杆直径为8-9mm。
11.优选地,在步骤s4中,固熔热处理之前的保温时间为10-30分钟,固熔热处理的时间为5-10分钟。
12.优选地,在步骤s5中,制备出的镀银铜包铝镁合金导线的直径为0.5-2.5mm。
13.为解决上述第三个技术问题,本发明的技术方案是:一种半柔同轴电缆的制备方法,包括如下方法步骤:s1.将权利要求3-5中任意一项方法制备好的镀银铜包铝镁合金导线与ptfe聚四氟乙烯及溶剂冷挤成型,制得半柔同轴电缆的生态芯线,该生态芯线由内导体和覆盖于内导体之外的绝缘层组成,内导体为镀银铜包铝镁合金导线,绝缘层为ptfe聚四氟乙烯绝缘层;所述溶剂为异构烷烃溶剂;
s2.将生态芯线经过100-150℃高温加热,使ptfe聚四氟乙烯中的溶剂挥发出去;s3.将生态芯线经过350-420℃高温烧结炉,ptfe聚四氟乙烯烧结熟化成型,与此同时,镀银铜包铝镁合金导线在线连续退火,冷却之后,制得半柔同轴电缆的熟态芯线;在线连续退火的时间为2-3分钟;s4.在半柔同轴电缆的熟态芯线之外制备外导体层;s5.在外导体层之外成型护套层,制备成半柔同轴电缆。
14.优选地,在步骤s4中,制备外导体层的方法是用金属线编织成型外导体层,所述金属线为铜线、铜包钢线、铜包铝线中的任意一种;所述外导体层在编织成型之后,再进行浸锡,制成镀锡铜外导体层、镀锡铜包钢外导体层、镀锡铜包铝外导体层中的任意一种。
15.优选地,在步骤s5中,成型护套层的方法是用绝缘材料挤出成型护套层,所述护套层为聚乙烯护套层、发泡聚乙烯护套层、聚全氟乙丙烯护套层、可熔性聚四氟乙烯护套层、聚四氟乙烯护套层、发泡聚全氟乙丙烯护套层、聚丙烯护套层中的任意一种。
16.本发明的有益效果是:(1)铝镁合金线芯的配方中,镁的含量为4.5%-5%,并添加了铁(0.1%-0.15%)、锰(0.1%-0.15%)、铬(0.05%-0.1%)、钛(0.05%-0.1%)、钒(0.05%-0.1%)、硼(0.05%-0.1%)、钪(0.05%-0.1%)元素,使包含该铝镁合金线芯的镀银铜包铝合金导体具有高强度(强度>250mpa)、高断裂伸长率、耐弯折性能、抗腐蚀性能、易焊接性能及易加工性能,;(2)本发明的高强度镀银铜包铝镁合金导线的制备方法,在制备铝镁合金坯件、铝镁合金芯杆,铜包铝合金导体和镀银铜包铝合金导线的生产过程中,分别增加了热处理过程,使包含该铝合金线芯的镀银铜包铝合金导体具有高强度、高断裂伸长率、高延伸、耐弯折性能,具体为:其一、在制备制备出铝镁合金坯件的过程中,将配料通过水平浇铸,冷却成型后,需要在400-500℃高温条件下均匀化退火10-15个小时,空冷,该步骤能消除内应力和晶内偏析,使合金成分更加均匀,提高其热塑性;其二、在制备出铝镁合金芯杆的过程中,将铝镁合金坯件,在250-300℃低温条件下低温预热,送上连轧机连轧冷却成型,然后在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,校直整形,在固熔热处理过程中,铝镁合金杆中形成稳定的、均匀的亚微米级弥散相,同时由于锰、钪等微量元素的存在,有效抑制铝镁合金中再结晶的形成和长大,因此可以有效提高合金强度和延展性、韧性;其三、在制备铜包铝镁合金导体时,选择铜带,与步骤s4制备的铝镁合金芯杆在包覆焊接机上同向同步进行包覆焊接,然后将包覆焊接好的铜包铝镁合金芯杆在拉丝机上进行多道次拉伸,然后将铜包铝镁合金半成品在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,使铜层和铝镁合金芯杆充分的冶金结合,该步骤不仅消除铜与铝镁合金接触界面的内应力,强化界面中间合金强度和韧性,减少分层风险,同时进一步强化铝镁合金强度和延展性、韧性;其四、本发明通过电镀的方法,在铜包铝镁合金导体上均匀地镀上一层银,然后将镀好银的铜包铝镁合金导体在拉丝机上经过多道次拉伸,得到所需尺寸的镀银铜包铝镁合金导线,这种方法能使银层与铜包铝镁合金导体更紧密结合,并且由于针对导体的趋肤效应,银层能显著提高铜包铝镁合金导线的传输性能。
17.(3)本发明的半柔同轴电缆的制备方法,具有的技术效果是:其一、镀银铜包铝镁合金导线与ptfe聚四氟乙烯及溶剂冷挤成型,制得半柔同轴电缆的生态芯线,生态芯线经过100-150℃高温加热,使ptfe聚四氟乙烯中的溶剂挥发出去,避免溶剂干涉生态芯线的高温烧结和退火过程;其二、将生态芯线经过350-420℃高温烧结炉,使ptfe聚四氟乙烯烧结熟化成型,与此同时,镀银铜包铝镁合金导线能在线连续退火并软化,冷却之后,制得半柔同轴电缆的熟态芯线;经过 350-420℃,ptfe聚四氟乙烯能同步熟化、烧结成型;与此同时,经过 350-420℃高温并在线退火软化的镀银铜包铝镁合金导线,其断裂伸长率和抗拉强度达到250mpa以上,达到甚至超过镀银铜导线的强度。
附图说明
18.图1 为现有技术中半柔同轴电缆的层次结构图。
19.图2 为实施例一中高强度铜包铝镁合金导线的横截面结构示意图。
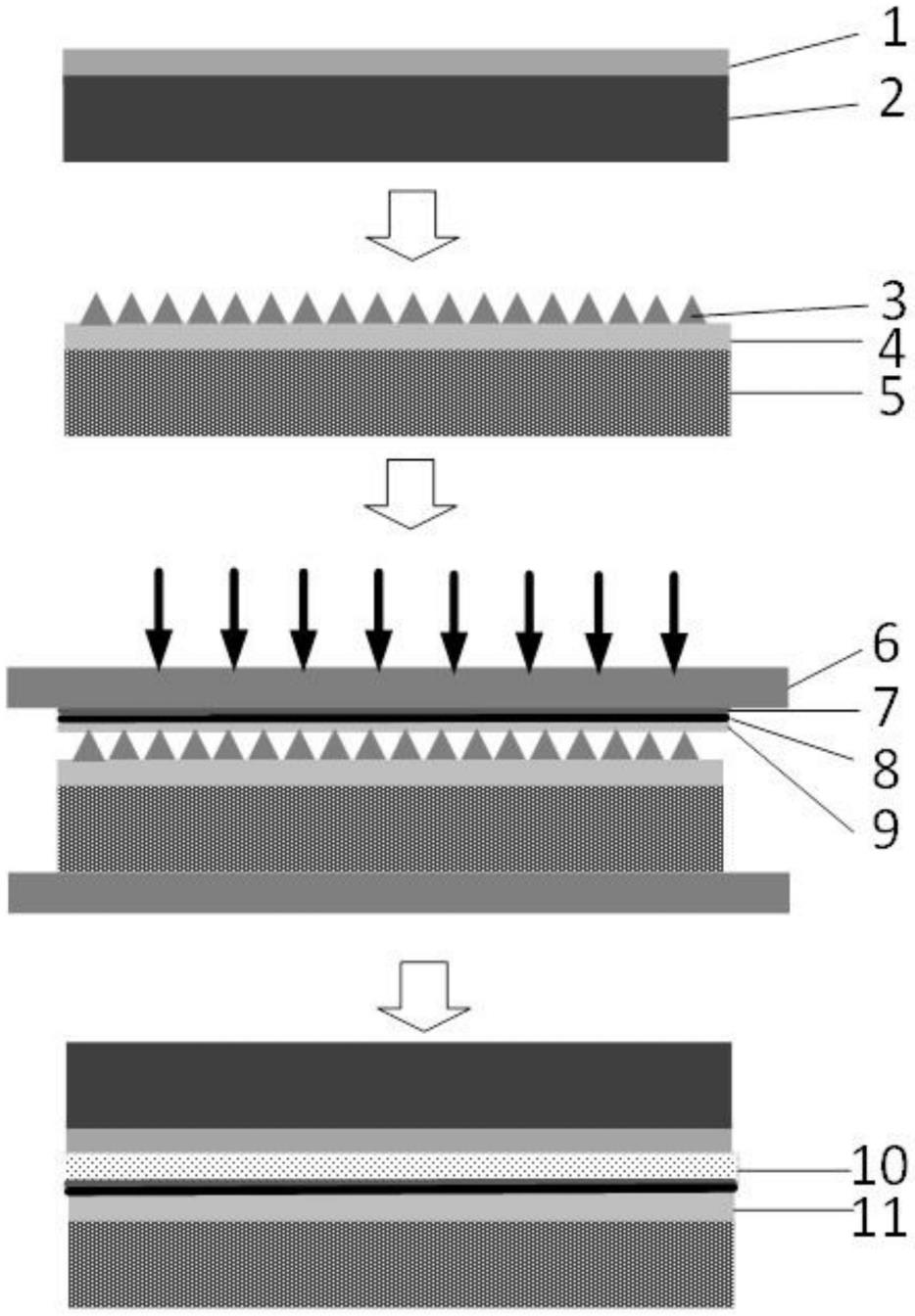
20.图3 为实施例二中高强度镀银铜包铝镁合金导线的制备方法流程图。
21.图4 为实施例三中半柔同轴电缆的制备方法流程图。
22.图5为实施例三中制备的半柔同轴电缆的横截面结构示意图。
具体实施方式
23.下面结合附图对本发明的结构原理和工作原理作进一步详细说明。
24.实施例一如图2所示,本实施例为一种高强度铜包铝镁合金导线,包括铝镁合金线芯11和包覆于铝镁合金线芯11之外的铜层12,铝镁合金线芯11中,镁的含量为4.5%-5%,铁的含量为0.1%-0.15%,锰的含量为0.1%-0.15%,铬的含量为0.05%-0.1%,钛的含量为0.05%-0.1%,钒的含量为0.05%-0.1%,硼的含量为0.05%-0.1%,钪的含量为0.05%-0.1%,余量为铝。由于铝镁合金线芯的配方中,镁的含量为4.5%-5%,并添加了以上质量百分比的铁、锰、铬、钛、钒、硼、钪元素,有效抑制铝镁合金中再结晶的形成和长大,高温强度、结构稳定性高,并可避免高温下长期工作时易产生的脆化现象,使包含该铝镁合金线芯的镀银铜包铝合金导体具有高强度,强度>250mpa;具有高断裂伸长率,耐弯折性能好,直角弯折200次以上不损坏;具有易焊接性能,适合包覆焊接铜带,焊接外部的连接器件;具有易加工性能,易于加工成型。
25.如图2所示,本发明优选于在铜层12之外表面均匀电镀有一层银13。由于导体具有趋肤效应,银层13能显著提高铜包铝镁合金导线的传输性能。
26.实施例二如图3所示,一种高强度镀银铜包铝镁合金导线的制备方法,包括如下方法步骤:一种高强度镀银铜包铝镁合金导线的制备方法,其特征在于,包括如下方法步骤:s1.按质量百分比:镁的含量为4.5%-5%,铁的含量为0.1%-0.15%,锰的含量为0.1%-0.15%,铬的含量为0.05%-0.1%,钛的含量为0.05%-0.1%,钒的含量为0.05%-0.1%,硼的含量为0.05%-0.1%,钪的含量为0.05%-0.1%,余量为铝,进行配料;s2.将上述配料通过水平浇铸,冷却成型后,需要在400-500℃高温条件下均匀化退火10-15个小时,空冷,制备出铝镁合金坯件;
s3.将上述铝镁合金坯件,在250-300℃低温条件下低温预热1-2个小时,送上连轧机连轧冷却成型,然后在250-300℃低温条件下保温10-30分钟,接着在400-500℃高温条件下固熔热处理5-10分钟,室温淬火,t4态时效,校直整形,制备出铝镁合金芯杆;铝镁合金芯杆直径为8-9mm,本实施例为8.5 mm;s4.选择铜带,与步骤s4制备的铝镁合金芯杆在包覆焊接机上同向同步进行包覆焊接,然后将包覆焊接好的铜包铝镁合金芯杆在拉丝机上进行多道次拉伸,然后将铜包铝镁合金半成品在250-300℃低温条件下保温10-30分钟,接着在400-500℃高温条件下固熔热处理5-10分钟,室温淬火,t4态时效,使铜层和铝镁合金芯杆充分的冶金结合,制备出铜包铝镁合金导体;s5.通过电镀的方法,在铜包铝镁合金导体上均匀地镀上一层银,然后将镀好银的铜包铝镁合金导体在拉丝机上经过多道次拉伸,得到所需尺寸的镀银铜包铝镁合金导线,镀银铜包铝镁合金导线的直径为0.5-2.5mm。
27.本发明的高强度镀银铜包铝镁合金导线的制备方法,在制备铝镁合金坯件、铝镁合金芯杆,铜包铝合金导体和镀银铜包铝合金导线的生产过程中,分别增加了热处理过程,使包含该铝合金线芯的镀银铜包铝合金导体具有高强度、高断裂伸长率、高延伸、耐弯折性能,具体为:其一、在制备制备出铝镁合金坯件的过程中,将配料通过水平浇铸,冷却成型后,需要在400-500℃高温条件下均匀化退火10-15个小时,空冷,该步骤能消除内应力和晶内偏析,使合金成分更加均匀,提高其热塑性;其二、在制备出铝镁合金芯杆的过程中,将铝镁合金坯件,在250-300℃低温条件下低温预热,送上连轧机连轧冷却成型,然后在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,校直整形,在固熔热处理过程中,铝镁合金杆中形成稳定的、均匀的亚微米级弥散相,同时由于锰、钪等微量元素的存在,有效抑制铝镁合金中再结晶的形成和长大,因此可以有效提高合金强度和延展性、韧性;其三、在制备铜包铝镁合金导体时,选择铜带,与步骤s4制备的铝镁合金芯杆在包覆焊接机上同向同步进行包覆焊接,然后将包覆焊接好的铜包铝镁合金芯杆在拉丝机上进行多道次拉伸,然后将铜包铝镁合金半成品在250-300℃低温条件下保温,接着在400-500℃高温条件下固熔热处理,室温淬火,t4态时效,使铜层和铝镁合金芯杆充分的冶金结合,该步骤不仅消除铜与铝镁合金接触界面的内应力,强化界面中间合金强度和韧性,减少分层风险,同时进一步强化铝镁合金强度和延展性、韧性;其四、本发明通过电镀的方法,在铜包铝镁合金导体上均匀地镀上一层银,然后将镀好银的铜包铝镁合金导体在拉丝机上经过多道次拉伸,得到所需尺寸的镀银铜包铝镁合金导线,这种方法能使银层与铜包铝镁合金导体更紧密结合,并且由于针对导体的趋肤效应,银层能显著提高铜包铝镁合金导线的传输性能。
28.实施例三如图4和图5所示,一种半柔同轴电缆的制备方法,包括如下方法步骤:s1.将实施例二制备好的镀银铜包铝镁合金导线与ptfe聚四氟乙烯及溶剂冷挤成型,制得半柔同轴电缆的生态芯线,该生态芯线由内导体1和覆盖于内导体1之外的绝缘层2组成,内导体1为镀银铜包铝镁合金导线,绝缘层2为ptfe聚四氟乙烯绝缘层;溶剂为异构烷烃溶剂,优选为使用isopar-e异构烷烃溶剂;s2.将生态芯线经过100-150℃高温加热,使ptfe聚四氟乙烯中的溶剂挥发出去;
s3.将生态芯线经过350-420℃高温烧结炉,使镀银铜包铝镁合金导线在线连续退火并软化,同时使ptfe聚四氟乙烯熟化,冷却成型后,制得半柔同轴电缆的熟态芯线;在线连续退火的时间为2-3分钟;s4.在半柔同轴电缆的熟态芯线之外制备外导体层3;s5.在外导体层之外成型护套层4,制备成半柔同轴电缆。
29.在步骤s4中,制备外导体层3的方法是用金属线编织成型外导体层,金属线为铜线、铜包钢线、铜包铝线中的任意一种;外导体层在编织成型之后,再进行浸锡,制成镀锡铜外导体层、镀锡铜包钢外导体层、镀锡铜包铝外导体层中的任意一种。
30.在步骤s5中,成型护套层4的方法是用绝缘材料挤出成型护套层,护套层为聚乙烯护套层、发泡聚乙烯护套层、聚全氟乙丙烯护套层、可熔性聚四氟乙烯护套层、聚四氟乙烯护套层、发泡聚全氟乙丙烯护套层、聚丙烯护套层中的任意一种。
31.本发明镀银铜包铝镁合金导线与ptfe聚四氟乙烯及溶剂冷挤成型,制得半柔同轴电缆的生态芯线,生态芯线经过100-150℃高温加热,使ptfe聚四氟乙烯中的溶剂挥发出去,避免溶剂干涉生态芯线的高温烧结和退火过程。将生态芯线经过350-420℃高温烧结炉,使镀银铜包铝镁合金导线在线连续退火并软化,同时使ptfe聚四氟乙烯熟化,冷却成型后,制得半柔同轴电缆的熟态芯线;经过 350-420℃高温并在线退火软化的镀银铜包铝镁合金导线,其断裂伸长率和抗拉强度达到250mpa以上,达到甚至超过镀银铜导线的强度。
32.机械性能测试:1、抽取5个本发明半柔同轴电缆样品,取出镀银铜包铝镁合金导线内导体;从一种常规半柔同轴电缆中抽取5个样品,取出常规的镀银铜导线内导体;从另一种常规半柔同轴电缆中抽取5个样品,取出常规的镀银铜包铝合金导线内导体,分别进行高强度的抗拉强度测试,其测试结果如下表:从抗拉强度测试结果可以看出,常规镀银铜导线的抗拉强度为235mpa-246mpa之间,均>200mpa,符合产品要求,抗拉性能较好;常规镀银铜包铝合金导线的抗拉强度为130mpa-137mpa之间,均<200mpa,达不到产品的要求,抗拉性能较差;本发明镀银铜包铝镁合金导线的抗拉强度为289mpa-303mpa之间,均>250mpa,抗拉性能最好,符合产品要求,优于常规镀银铜导线。
33.2、抽取5个本发明半柔同轴电缆样品,取出镀银铜包铝镁合金导线内导体;从一种常规半柔同轴电缆中抽取5个样品,取出常规的镀银铜导线内导体;从另一种常规半柔同轴电缆中抽取5个样品,取出常规的镀银铜包铝合金导线内导体,分别进行高强度的耐弯折性
摇摆测试,其测试结果如下表:从耐弯折性摇摆测试结果可以看出,常规镀银铜导线的耐弯折次数为137次-169次之间,耐弯折性能较好;常规镀银铜包铝合金导线的耐弯折次数为74次-91次之间,耐弯折性能较差;本发明镀银铜包铝镁合金导线的耐弯折次数为243次-268次之间,耐弯折性能最好,显著优于常规镀银铜导线。
34.以上所述,仅是本发明较佳实施方式,凡是依据本发明的技术方案对以上的实施方式所作的任何细微修改、等同变化与修饰,均属于本发明技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。