制造电气布线组件的方法以及通过所述方法制造的电气布线组件
1.本技术是申请日为2019年9月29日,名称为“制造电气布线组件的方法以及通过所述方法制造的电气布线组件”,申请号为201910930896.6的发明专利申请的分案申请。
2.相关申请的交叉引用
3.本技术要求2018年10月8日提交的美国临时专利申请no.62/742639的权益,通过引用将其全部公开内容并入本文。
技术领域
4.本发明总体涉及制造电气布线组件的方法以及通过该方法制造的电气布线组件。
背景技术:
5.用于制造电气布线组件的传统方法包括使用自动切割机/压接机将单独的端子压接到线缆的一端上。电缆和端子由布线组件制造商生产或购买。由于可以使用的所有独特端子(公(male)端子与母端子、不同端子设计、不同端子供应商等),因此可能需要管理大的端子库存。由于不同的电缆规格尺寸和用于识别各个电气布线组件的电缆的绝缘护套的颜色和/或图案,还需要管理大的电缆存量。数百种不同的端子类型和电缆类型可以用在包含多个布线组件的单个布线线束中。
技术实现要素:
6.根据本发明的一个实施方式,提供了制造电气布线组件的方法。所述方法包括以下步骤:从金属板切割细长条带,并在条带的一端中切割中间狭缝,从而形成位于中间狭缝的侧面的一对远端突出部。
7.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述中间狭缝和所述一对远端突出部形成叉形分离叶片式(split blade)端子。
8.在具有前述段落的方法的一个或多个特征的示例性实施方式中,使用激光器切割方法来执行该方法的步骤。
9.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述方法还包括通过用绝缘材料层压所述细长条带的一部分来在所述细长条带的所述部分之上形成绝缘覆盖物的步骤,其中,所述部分是绝缘段,并且所述细长条带的其余部分是非绝缘段。
10.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述方法还包括将所述细长条带切割成所需形状的步骤。所述方法的该步骤可以在形成所述绝缘覆盖物的步骤之前执行。
11.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述方法还包括将所述细长条带折叠成所需形状的步骤。该步骤可以在所述条带的一端中切割中间狭缝的步骤之前执行。
12.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述方法还包括
将所述电气布线组件弯曲成所期望形状的步骤。
13.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述方法还包括将所述金属板从第一卷轴卷绕到与所述第一卷轴间隔开的第二卷轴上的步骤。该步骤可以与从金属板切割细长条带的步骤同时执行。
14.在具有前述段落的方法的一个或多个特征的示例性实施方式中,所述金属板由铜基金属形成。
15.根据本发明的另一个实施方式,提供了一种电气布线组件。所述电气布线组件由一种方法制造,该方法包括以下步骤:从金属板切割细长条带并在条带的一端中切割中间狭缝,从而形成位于中间狭缝的侧面的一对远端突出部。
16.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述中间狭缝和所述一对远端突出部形成叉形分离叶片式端子。
17.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法的步骤使用激光器切割方法执行。
18.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法还包括通过用绝缘材料层压所述细长条带的一部分来在所述细长条带的所述部分之上形成绝缘覆盖物,其中,所述部分是绝缘段,并且细长条带的其余部分是非绝缘段。
19.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法还包括将所述细长条切割成所需形状的步骤。所述方法的该步骤可以在形成所述绝缘覆盖物的步骤之前执行。
20.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法还包括将所述细长条带折叠成所需形状的步骤。该步骤可以在条带的一端中切割中间狭缝的步骤之前执行。
21.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法还包括将所述电气布线组件弯曲成所需形状的步骤。
22.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述方法还包括将所述金属板从第一卷轴卷绕到与所述第一卷轴间隔开的第二卷轴上的步骤。该步骤可以与从金属板切割细长条带的步骤同时执行。
23.在具有前述段落的电气布线组件的一个或多个特征的示例性实施方式中,所述金属板由铜基金属形成。
附图说明
24.将参考附图通过示例的方式来描述本发明,其中:
25.图1是根据本发明的一个实施例的制造电气布线组件的方法的流程图;
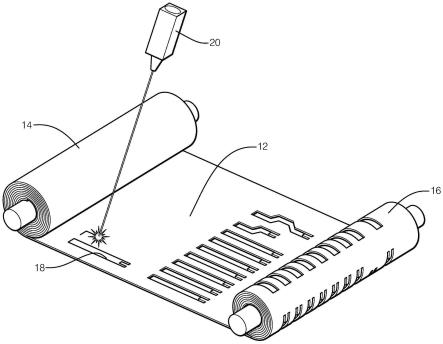
26.图2是根据本发明的一个实施例的通过图1的方法从卷绕在两个卷轴之间的金属板切割的细长条带的示意图;
27.图3a是根据本发明的一个实施例的通过图1的方法切割成所需形状的细长条带的透视图;
28.图3b是根据本发明的一个实施例的通过图1的方法切割以形成端子的细长条带的非绝缘端的特写透视图;
29.图4是根据本发明的一个实施例的通过图1的方法由金属板形成的细长条带的俯视图;
30.图5是根据本发明的一个实施例的通过图1的方法折叠成所需形状的细长条带的俯视图;
31.图6a是根据本发明的一个实施例的细长条带的俯视图,其中通过图1的方法用绝缘材料层压细长条带的一部分;
32.图6b是根据本发明的一个实施例的图6a的细长条带的截面视图;
33.图7a是根据本发明的一个实施例的通过图1的方法制造的、与公叶片式端子互连的电气布线组件的侧视图;
34.图7b是根据本发明的一个实施例的通过图1的方法制造的、与公叶片式端子互连的电气布线组件的俯视图;
35.图8a是根据本发明的一个实施例的通过图1的方法制造的、与通过图1的方法制造的另一个电气布线组件互连的电气布线组件的侧视图;
36.图8b是根据本发明的一个实施例的通过图1的方法制造的、与通过图1的方法制造的另一个电气布线组件互连的电气布线组件的俯视图;
37.图9是根据本发明的一个实施例的通过图1的方法制造的、弯曲成图1的方法的所需形状的电气布线组件的俯视图。
具体实施方式
38.现在将详细参考实施例,其示例在附图中示出。在以下详细描述中,阐述了许多具体细节以便提供对各种描述的实施例的透彻理解。然而,对于本领域普通技术人员显而易见的是,可以在没有这些具体细节的情况下实践各种描述的实施例。在其它情况下,没有详细描述众所周知的方法、过程、部件、电路和网络,以免不必要地模糊实施例的各方面。
39.图1示出了制造电气布线组件的方法100。该方法包括以下步骤:
40.步骤102(将金属板从第一卷轴卷绕到第二卷轴上)是可选步骤,其包括如图2所示将金属板(下文称为板材12)从第一卷轴14卷绕到与第一卷轴14间隔开的第二卷轴16上;
41.步骤104(从金属板切割细长条带)包括从如图2所示的板材12切割如图3a所示的细长条带,并且在下文中称为条带18。板材12优选地由其中铜是主要成分的铜基材料形成。还如图2所示,在切割方法中,优选地使用激光器20从板材12切割条带18。条带18可在从板材12切割后分离(fall away),使得在板材12围绕第二卷轴16卷绕时在板材12中产生孔。然后可以回收第二卷轴16上的剩余板材材料。激光切割板材12的条带18提供了消除用于切割板材12的专用工具的益处。可替代地,可以通过冲压或冲裁工艺从板材12上切割条带18;
42.步骤106(将细长条带切割成所需形状)是可选步骤,其包括将条带18切割成所需形状。所需形状可以是如图3a所示的非线性条带18或如图4所示的直条带18a;
43.步骤108(将细长条带折叠成所需形状)是可选步骤,其包括将图4的直条带18a折叠成如图5所示的非线性条带18b形状。步骤108优选地在步骤110之前执行;
44.步骤110(在细长条带的一部分之上形成绝缘覆盖物)包括通过用绝缘材料(例如,聚合物材料)层压或包覆细长条带的一部分而在细长条带的部分24之上形成绝缘覆盖物22,以便如图6a和6b所示绝缘材料围绕条带的一部分。该包覆部分24变成绝缘段24,并且条
带的其余部分变成非绝缘段26。如图6b所示,条带18具有基本上矩形的截面。可以操控条带的宽度和/或厚度,以便为其中使用条带的电路提供足够的电流承载能力;
45.步骤112(在细长条带的非绝缘端中切割狭缝)包括在非绝缘段26的一端中切割中间狭缝28,从而形成位于中间狭缝28的侧面的一对远端突出部30,其提供电气布线组件的端子32,如图3b所示。形成的端子由于其与音叉的相似性而通常被称为“音叉”母端子。突出部30的内端是锥形的,以增强在狭缝内插入如图7a和7b所示的公叶片式端子34以提供电连接的能力。如图8a和8b所示,端子还可以接收旋转90度的另一个“音叉”端子36。尽管附图还示出了仅在条带18的一端上的端子32,但是应当理解的是,可以在条带的相对端上形成类似的端子。步骤112优选地与步骤104同时执行,但是可以在步骤110之后执行。如图3b所示,可以将切口38切入条带的远端边缘以形成保持特征,该保持特征被配置为与连接器本体(未示出)中的端子锁配合,以将端子末端保持在连接器本体内;以及
46.步骤114(将细长条带弯曲成所需形状)是可选步骤,其包括将条带18c弯曲成如图9所示的所需形状。步骤114优选地在步骤110之后执行,但也可以在步骤110之前执行。
47.因此,提供了用于制造电气布线组件的方法。该方法提供了消除库存分离的线缆和端子以及附接这些线缆和端子以形成电气布线组件所需的时间和劳动的益处。该方法还提供通过改变从板材上切割的条带的宽度而生产具有与具有单一厚度的材料板不同的载流能力的布线组件的益处。
48.尽管已经根据本发明的优选实施例描述了本发明,但是并不旨在限制本发明,而是仅在所附权利要求中阐述的范围内。例如,上述实施例(和/或其方面)可以彼此组合使用。另外,在不脱离本发明的范围的情况下,可以进行许多修改以将特定情况或材料配置成本发明的教导。本文描述的各种部件的尺寸、材料类型、取向以及各种部件的数量和位置旨在限定某些实施例的参数,并且不是限制性的,而仅仅是典型的实施例。
49.在阅读上述描述后,权利要求的精神和范围内的许多其它实施例和修改对于本领域技术人员而言将是显而易见的。因此,本发明的范围应当参考所附权利要求以及这些权利要求所赋予的等同物的全部范围来确定。
50.如本文所使用的,“一个或多个”包括由一个元件执行的功能、由多于一个元件执行的功能(例如,以分布式方式)、由一个元件执行若干功能、由若干元件执行的若干功能、或上述的任何组合。
51.还应当理解的是,尽管在某些情况下,术语第一、第二等在本文中用于描述各种元件,但这些元件不应当受这些术语的限制。这些术语仅用于使一个元件区别于另一个元件。例如,第一触点可以被称为第二触点,并且类似地,第二触点可以被称为第一触点,而不脱离各种描述的实施例的范围。第一触点和第二触点都是触点,但它们不是相同的触点。
52.本文的各种描述的实施例的描述中使用的术语仅用于描述特定实施例的目的,而不旨在是限制性的。如在各种描述实施例和所附权利要求的描述中所使用的,单数形式“一”、“一个”和“该”旨在也包括复数形式,除非上下文另有明确说明。还应当理解的是,本文所用的术语“和/或”是指并包含相关所列项目中的一个或多个中的任何和所有可能的组合。将进一步理解的是,术语“包含”、“包含”、“包括”和/或“包括”在本说明书中使用时指定所述特征、整数、步骤、操作、元件和/或部件的存在,但不排除存在或添加一个或多个其它特征、整数、步骤、操作、元件、部件和/或其组。
53.如本文所使用的,术语“如果”可选地根据上下文被解释为表示“何时”或“在
……
时”或“响应于确定”或“响应于检测”。类似地,短语“如果确定”或“如果检测到[陈述的条件或事件]”可选地根据上下文被解释为表示“在确定时”或“响应于确定”或“在检测到[陈述的条件或事件]时”或“响应于检测到[陈述的条件或事件]”。
[0054]
另外,尽管本文可以使用规格或取向的术语,但是这些元件不应当受到这些术语的限制。除非另有说明,否则所有规格或取向的术语用于使一个元件区分于另一个元件,并且除非另有说明,否则不表示任何特定顺序、操作顺序、方向或取向。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
