1.本技术涉及电感器件组装领域,具体涉及一种压装装置及套芯插片机,用于电感器件的压装和装配。
背景技术:
2.电感器件为利用电磁感应原理的器件,一般包括线圈、插片座(英文为shim)、铁芯和磁铁,如图11~12,现有的做法通常采用人工手动将线圈、铁芯和磁铁组装在插片座上,由于电感器件中的元件尺寸一般较小,需要借助放大镜用镊子夹持装配,组装效率和装配精度均比较低,且难以保证产品的一致性。
技术实现要素:
3.有鉴于此,本技术实施例的目的在于提供一种压装装置及套芯插片机,以解决现有技术中人工组装精度低、作业效率低的问题。
4.为了解决上述问题,本技术采用以下技术方案予以实现:
5.本技术实施例的第一方面提供一种压装装置,用于电感器件的压装,所述电感器件包括线圈、插片座、铁芯和磁铁,所述线圈和所述插片座组装形成线圈插片座,所述压装装置包括:
6.第一压装组件,配置为能够将所述铁芯压装至所述线圈插片座上;第二压装组件,配置为能够将所述磁铁压装至所述线圈插片座上的所述铁芯内;第一驱动组件,配置为驱动所述第一压装组件移动使得所述铁芯压入所述线圈插片座上;以及第二驱动组件,配置为驱动所述第二压装组件移动使得所述磁铁压入所述线圈插片座上的所述铁芯内;
7.所述第二压装组件、所述第一驱动组件和所述第二驱动组件分别设置于所述第一压装组件上,所述第一驱动组件驱动所述第一压装组件,能够带动所述第二压装组件和所述第二驱动组件移动。
8.进一步地,所述第一压装组件包括:第一压装座,所述第一驱动组件配置为驱动所述第一压装座移动,所述第二驱动组件设置在所述第一压装座上;第一压装头,设置在所述第一压装座上,所述第一压装头上形成有滑动腔,所述第二压装组件穿设于所述滑动腔,所述第一驱动组件驱动所述第一压装头将所述铁芯压装至所述线圈插片座上。
9.进一步地,所述第二压装组件包括:第二压装头,穿设于所述滑动腔;以及缓冲组件,连接所述第二驱动组件和所述第二压装头,以使所述第二压装头经缓冲后将所述磁铁压装至所述线圈插片座上的所述铁芯内。
10.进一步地,所述第一压装头包括:滑动块,形成有所述滑动腔;以及第一压装杆,与所述滑动块连接,形成有面向所述磁铁输送侧、所述铁芯输送侧以及底部侧开口的滑动槽,所述滑动槽与所述滑动腔连通,所述第二压装头穿设于所述滑动腔和所述滑动槽。
11.进一步地,所述第一压装杆上形成有位于所述滑动槽内的限位槽,所述第二压装头上形成有:限位台阶,位于所述限位槽内,以与所述第一压装杆配合限位;以及压装部,配
置为能够压装所述磁体至所述线圈插片座上的所述铁芯内。
12.进一步地,所述第二压装头包括:第二压装杆,与所述缓冲组件连接,所述第二压装杆上形成有所述限位台阶和所述压装部,所述限位台阶凸出于所述压装部,所述第二压装杆穿设于所述滑动腔和所述滑动槽;以及导向件,包括杆体和连接在所述杆体上的限位板,两所述限位板之间间隔设置形成导杆槽,所述第二压装杆在所述导杆槽内滑动以压装所述磁体至所述线圈插片座上的所述铁芯内。
13.进一步地,所述缓冲组件包括:中间连接体,两端分别连接所述第二驱动组件和所述第二压装杆;以及缓冲件,连接所述中间连接杆和所述导向件。
14.进一步地,所述缓冲组件还包括:导向轴,活动连接所述中间连接体和所述导向件,以使所述导向件能够相对于所述中间连接体移动,所述缓冲件为套设在所述导向轴上的缓冲弹簧。
15.本技术实施例的第二方面提供一种套芯插片机,用于电感器件的装配,所述电感器件包括线圈、插片座、铁芯和磁铁,所述线圈和所述插片座组装形成线圈插片座,所述套芯插片机包括:
16.夹持装置,配置为分别将所述铁芯和所述磁铁夹持;以及上述实施例中的压装装置,所述夹持装置设置在所述压装装置上。
17.进一步地,所述套芯插片机包括:输送装置,配置为分别将所述线圈插片座、所述铁芯和所述磁铁依次输送至压装位置进行装配;上述实施例中的所述压装装置的所述第一压装头上形成有夹持孔;以及夹持装置,包括夹持座、夹持头和弹性件,所述夹持座设置在所述第一压装头上,所述夹持头可滑动穿设于所述夹持孔上,所述弹性件连接在所述夹持座与所述夹持头之间,以使所述夹持头分别将所述铁芯夹持在所述第一压装头上、以及将所述磁铁t夹持在所述第二压装头上。
18.进一步地,所述输送装置包括:第一输送机构,配置为将所述线圈插片座依次输送至压装位置;第二输送机构,配置为将所述铁芯依次输送至所述压装位置;以及第三输送机构,配置为将所述磁铁依次输送至所述压装位置;位于所述压装位置的所述线圈插片座、所述铁芯和所述磁铁同直线排列,其中,所述线圈插片座位于所述铁芯的下方,所述磁铁位于所述铁芯的上方。
19.进一步地,所述第三输送机构将两路所述磁铁依次输送至所述压装位置,所述夹持孔包括:第一夹持孔,以使对应的所述夹持头夹持所述铁芯;以及第二夹持孔,位于所述第一夹持孔的上方,两所述第二夹持孔相对设置以使对应的所述夹持头分别夹持相对设置的两所述磁铁。
20.本技术实施例提供的压装装置,通过设置不同的压装组件和驱动组件分别对铁芯和磁铁实现准确快速的压装,提高了组装效率和组装质量。
21.本技术实施例提供的套芯插片机,通过输送装置将线圈插片座、铁芯和磁铁输送至压装位置,夹持装置通过弹性件将铁芯和磁铁夹持,线圈插片座、铁芯和磁铁三者同直线排列,便于后续的压装作业。
附图说明
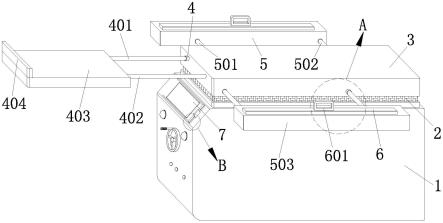
22.图1为本技术实施例提供的一种套芯插片机第一视角示意图;
23.图2为本技术实施例提供的一种套芯插片机第二视角示意图;
24.图3为本技术实施例提供的一种压装装置示意图;
25.图4为本技术实施例提供的第一压装头示意图;
26.图5为本技术实施例提供的滑动块示意图;
27.图6为本技术实施例提供的一种夹持装置示意图;
28.图7为图3中a处局部放大示意图;
29.图8为本技术实施例提供的第二压装杆示意图;
30.图9为本技术实施例提供的导向件示意图;
31.图10为本技术实施例提供的缓冲组件安装示意图;
32.图11为电感器件的插片线圈座、铁芯和磁铁的结构示意图;以及
33.图12为电感器件的插片线圈座、铁芯和磁铁的装配效果图。
34.附图标记说明:
35.1-输送装置,3-夹持装置,4-压装装置;
36.s-铁芯,t-磁铁,r-线圈插片座;
37.32-夹持座,33-夹持头,34-弹性件,313-夹持孔,313a-第一夹持孔,313b-第二夹持孔;
38.41-第一压装组件,42-第二压装组件,43-第一驱动组件,44-第二驱动组件,411-第一压装座,412-第一压装头,413-座体,414-连接体,413a-连接孔,4131-固定件,4132-活动件,4121-滑动块,4122-第一压装杆,4121a-滑动腔,4122a-滑动槽;
39.421-第二压装头,421a-限位台阶,421b-压装部,4122b-限位槽,422-缓冲组件,4211-导向件,4212-第二压装杆,4212a-杆体,4212b-导杆槽,4212c-限位板,4212d-支撑部;
40.4221-中间连接体,4222-缓冲件,4223-导向轴。
具体实施方式
41.下面结合附图对本技术的具体实施方式进行详细的描述。
42.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的技术特征可以相互组合,具体实施方式中的详细描述应理解为本技术宗旨的解释说明,不应视为对本技术的不当限制。
43.在本技术的描述中,所涉及的术语“第一/第二”仅仅是区别类似的对象,不代表针对对象的特定次序,可以理解地,“第一/第二”在允许的情况下可以互换特定的顺序或先后次序,以使这里描述的本技术实施例能够以除了在这里图示或描述的以外的顺序实施。
44.如图1~2所示,本技术实施的一方面提供一种套芯插片机,用于电感器件的装配,电感器件是指利用电磁感应原理实现的器件,例如电动马达(或称电机)、变压器等。电感器件包括线圈、插片座、铁芯s和磁铁t,线圈和插片座组装形成线圈插片座r,磁铁t可为片状,条形状或蹄状,本技术实施例中,磁铁t为片状。
45.套芯插片机包括:夹持装置3和压装装置4,夹持装置3配置为分别将铁芯s和磁铁t夹持,压装装置4配置为将位于压装位置的铁芯s压装于线圈插片座r上,并将位于压装位置的磁体压装至线圈插片座r上的铁芯s内,其中,夹持装置3设置在压装装置4上,便于压装位
置4直接压装,本实施例提供的套芯插片机通过将夹持装置3和压装装置4结合为一体,使得铁芯s和磁铁t先夹持后压装,操作一步到位,提高组装效率。
46.套芯插片机还包括输送装置1,配置为分别将线圈插片座r、铁芯s和磁铁t依次输送至压装位置进行装配。输送装置1的设计可将整个套芯插片机的压装工艺实现半自动化或全自动化,进一步提高组装效率。
47.具体的,输送装置1包括:第一输送机构,配置为将线圈插片座r依次输送至压装位置;第二输送机构,配置为将铁芯s依次输送至压装位置;以及第三输送机构,配置为磁铁t依次输送至压装位置。如图1中的输送装置1只示例出第一输送机构,第二输送机构和第二输送机构在图1中未示出。
48.通过对输送装置1的各个输送机构的合理控制,例如手动控制或程序自动控制输送位移,将线圈插片座r、铁芯s和磁铁t输送到压装位置。一实施例中,位于压装位置的线圈插片座r、铁芯s和磁铁t同直线排列,其中,线圈插片座r和磁铁t分别位于铁芯s的两侧。本技术不限定具体的压装形式,套芯插片机可以为立式压装,即线圈插片座r和磁铁t分别位于铁芯s的上下两侧,也可以为卧式压装,即线圈插片座r和磁铁t分别位于铁芯s的水平两侧。可以理解的是,线圈插片座r、铁芯s和磁铁t的同直线排列,是指便于压装装置4的对位压装,即压装装置4只需要直线位移即可实现压装,压装效率及压装精度高。
49.本技术实施例中,如图1所示,铁芯s和磁铁t分别被输送至上述夹持装置3处的压装位置,线圈插片座r的压装位置位于夹持装置3的下方,在竖直方向上,位于压装位置的线圈插片座r、铁芯s和磁铁t同直线排列,线圈插片座r位于铁芯s的下方,磁铁t位于铁芯s的上方,以便于压装装置先将铁芯s压装到线圈插片座r位上,再将磁铁t压装于铁芯s内。线圈插片座r、铁芯s和磁铁t沿重力方向同直线排列,使得压装作业更加顺畅。
50.需要说明的是,输送装置1根据实际铁芯s和磁铁t需要压装到线圈插片座r上的数量进行合适的结构布置。例如,电感器件的组装需要两片磁铁t时,第三输送机构将两片磁铁t输送到压装位置,两片磁铁t可分为两路依次输送。
51.本技术实施例提供的套芯插片机,实现了输送、夹持和压装的一体化工艺,将铁芯s、磁铁t输送并夹持到压装位置,线圈插片座r输送到压装位置后,压装装置4压装铁芯s和磁铁t到线圈插片座r上。可实现半自动化或全程自动化装配,提前设置输送行程和压装行程,即可实现电感器件的快速组装,有效提高生产效率,保证组装质量。
52.如图1~3所示,本技术实施例的另一方面提供一种压装装置,用于电感器件的压装,电感器件指利用电磁感应原理实现的器件,例如电动马达(或称电机)、变压器等。电感器件包括线圈、插片座、铁芯s和磁铁t,线圈和插片座组装形成线圈插片座r,压装装置包括:
53.第一压装组件41,配置为能够将铁芯s压装至线圈插片座r上;第二压装组件42,配置为能够将磁铁t压装至线圈插片座r上的铁芯s内;第一驱动组件43,配置为驱动第一压装组件移动使得铁芯s压入线圈插片座r上;以及第二驱动组件44,配置为驱动第二压装组件42移动使得磁铁t压入线圈插片座r上的铁芯s内。
54.第二压装组件42、第一驱动组件43和第二驱动组44件分别设置于第一压装组件41上,结构紧凑,且第一驱动组件43驱动第一压装组件41,能够带动第二压装组件42和第二驱动组件44移动,使得第一驱动组件43驱动第一压装组件41压装磁铁t时,第二驱动组件44只
需提供较少的动力驱动第二压装组件42将磁铁t压装至线圈插片座r上的铁芯s内,减少了第二驱动组件44的位移行程。
55.通过第一驱动组件43驱动第一压装组件41,第二驱动件44驱动第二压装组件42分别对铁芯s和磁片进行准确有序的压装,提高了组装效率和质量。
56.具体的,第一压装组件41包括第一压装座411,第一驱动组件41配置为驱动第一压装座411移动,第二驱动组件42设置于第一压装座411上。
57.第一压装组件41还包括座体413和连接体414,座体413具有连接孔413a,第一压装座411可滑动地设置在座体413上,例如可以通过设置滑块和导轨的方式滑动。第一驱动组件43和第一压装座411分别位于座体413的前后两侧;连接体414穿设于连接孔413a,连接体414的两端分别连接第一驱动组件43和第一压装座411。
58.一实施例中,座体413上间隔预设距离设置有固定件4131,第一压装座对应设置有活动件4132,活动件4132在固定件4131的预设距离内移动,固定件4131与活动件4132配合对第一压装座411的位移限位。
59.第一压装组件41还包括第一压装头412,设置在第一压装座411上,第一驱动组件41驱动第一压装头412将铁芯s压装至线圈插片座r上。
60.具体的,如图4~图5所示,第一压装头412包括滑动块4121以及与滑动块4121连接的第一压装杆4122,滑动块4121形成有滑动腔4121a;第一压装杆4122上形成有面向磁铁t和铁芯s输送侧以及底部侧开口的滑动槽4122a,滑动槽4122a与滑动腔4121a连通,面向磁铁t输送侧和铁芯s输送侧的滑动槽4122a可形成于第一压装杆4122的任意一侧。本实施例中,铁芯s输送侧以及磁铁t输送侧分开为两侧设置,也可设置于同一侧,具体需根据磁铁t和铁芯s的输送方向确定。磁铁t和铁芯s被夹持到压装位置后,需压装至线圈插片座r上,由此,底部侧开口的滑动槽4122a用于留出空间压装磁铁t和铁芯s。
61.如图4所示,第一压装头412的第一压装杆4122上还形成有夹持孔313,夹持孔313是用于夹持装置3中的夹持头33滑动穿设,夹持孔313形成在第一压装杆4122与磁铁t输送方向平行的侧壁上,夹持孔313的数量配合磁铁t和铁芯s设计。例如,本技术实施例中,夹持孔313包括第一夹持孔313a,以使对应的夹持头夹持铁芯s;以及第二夹持孔313b,位于第一夹持孔313a的上方,两第二夹持孔313b相对设置以使对应的夹持端331分别夹持相对设置的两磁铁t。根据压入的顺序,将用于夹持铁芯s的第一夹持孔313a设置在用于夹持磁片第二夹持孔313b的下端,便于铁芯s先压入线圈插片座r。
62.如前所述的套芯插片机中,夹持装置3配置为分别将铁芯s和磁铁t夹持。如图6~图7所示,夹持装置3包括夹持座32、夹持头33和弹性件34,夹持座32设置在第一压装头412上,具体可设置在滑动块4121上,弹性件34连接在夹持座32与夹持头33之间,通过夹持头33可滑动穿设于夹持孔313上,夹持头33分别将铁芯s夹持在第一压装头412上、以及将磁铁t夹持在第二压装头421上。进一步的,将铁芯s夹持在第一压装杆4122上以及将磁铁t夹持在导向件4211上。
63.如图3、图7所示,第二压装组件42包括第二压装头421以及缓冲组件422,第二压装头421穿设于滑动腔4121a和滑动槽4122a,第二压装头421上形成有限位台阶421a和压装部421b,第一压装杆上形成有位于滑动槽4122a内的限位槽4122b,限位台阶421a位于限位槽4122b内,以与第一压装杆4122配合限位;压装部421b配置为能够压装磁体至线圈插片座r
上的铁芯s内。
64.缓冲组件422连接第二驱动组件44和第二压装头421,以使第二压装头421经缓冲后将磁铁t压装至线圈插片座r上的铁芯s内。利用缓冲组件422,可以有效防止第二驱动组件44驱动第二压装头421将磁铁t压装至线圈插片座r上的铁芯s内时,力度过大或速度过快导致的电感器件的损坏。
65.具体的,如图7~图8所示,第二压装头421包括第二压装杆4212,第二压装杆4212与缓冲组件422连接,第二压装杆4212上形成有限位台阶421a和压装部421b。本实施例中,限位台阶421a凸出于压装部421b的上端位置,两者一体成型,以使得第二驱动组件44驱动第二压装杆4212压装磁铁t时,第二压装杆4212穿设于滑动腔4121a和滑动槽4122a内,限位台阶421a与限位槽4122b的配合,有效限制第二压装杆4212的行程,避免压装过度的问题,进一步提高电感器件的装配质量和精度。
66.如图9所示,第二压装头421还包括导向件4211,导向件4211包括杆体4212a和连接在杆体4212a上的限位板4212c,两限位板4212c之间间隔设置形成导杆槽4212b,第二压装杆421在导杆槽4212b内滑动以压装磁体至线圈插片座r上的铁芯s内。限位板4212c用于对第二压装杆421导向并限位,使得压装部421b能沿着杆体4212a向下压装。两限位板4212c夹设杆体4212a形成导杆槽4212b,可形成u形导杆槽4212b,用于配合压装部421b一面压装磁铁t,也可形成成h形的导杆槽4212b,用于配合两压装部421b两面压装磁铁t。本实施例中,如图9所示,导杆槽4212b为h形,为配合夹持装置以及压装装置的设计,本技术实施例的支撑部4212d形成在导杆槽4212b的下端的杆体4212a上,磁铁t夹持于夹持头33与支撑部4212d之间。如此,第二驱动组件44驱动第二压装杆4212在导杆槽4212b内滑动,压装部421b在导杆槽4212b内向下压装支撑部4212d处的磁体至线圈插片座r上的铁芯s内。
67.一实施例中,位于支撑部4212d两侧的限位板4212c设置为一侧开口,方便磁铁t通过第三输送机构输入杆体4212a,并被另一侧限位板4212c限位。
68.一实施例中,位于支撑部4212d下端的两侧限位板4212c凸出于杆体4212a两侧,用于对磁铁t导向和限位,使得磁铁t能顺利成直线被压装。需要说明的是,限位板4212c的宽度需根据压装部421b以及磁铁t的宽度灵活设计导杆槽4212b宽。本实施例中,如图9所示,用于导向压装部421b的导杆槽4212b宽度小于导向磁铁t的导杆槽4212b宽度,如此,在竖直方向上,位于支撑部4212d上端的限位板4212c能对磁铁t进行限位。
69.缓冲组件44包括中间连接体4221以及缓冲件4222,中间连接体4221两端分别连接第二驱动组件44和第二压装杆4212;缓冲件4222连接中间连接体4221和导向件4211。
70.如图7、图10所示,中间连接体4221两端分别形成了卡扣结构,可以一端为凸扣,一端为凹扣,对应于第二驱动组件44和第二压装杆4212分别形成有与卡扣结构匹配的凹扣和凸扣使连接;也可以两端都为凸扣或凹扣结构。缓冲件4222可以为弹簧,可设置多个于导向件4211的两端,加强缓冲力。为了缓冲第二驱动组件44驱动第二压装杆4212的压装速度和压装力度,缓冲件4222设置于中间连接体4221和导向件4211之间,第二压装杆4212与导向件4211配置为滑动连接,通过缓冲件4222与限位台阶421a对磁铁t压装进行双重保护。
71.一实施例中,缓冲组件44还包括导向轴4223,活动连接中间连接体4221和导向件4211,以使导向件4211能够相对于中间连接体4221移动,其中,缓冲件4222套设在导向轴4223上。
72.以上实施例仅用以说明本技术的技术方案,而非对其进行限制;尽管参照前述实施例对本技术进行了详细的说明,对于本领域技术人员来说,依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术所要求保护的技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。