一种耐-40
℃
低温冲击的hb450级在线水冷耐磨钢板及其制备方法
技术领域
1.本发明涉及金属材料制造技术领域,具体涉及一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板及其制备方法。
背景技术:
2.耐磨钢板是制造煤矿机械、港口机械、工程机械、矿山设备、自卸矿车等工程装备的关键材料。近年来,设备大型化和重型化特征日益凸显,多场景应用环境对耐磨钢板使役性能提出了更高的要求。目前,对于高级别耐磨钢的生产,普遍采用离线淬火的热处理方式,且回火温度较高,这种生产方式工艺流程长、热处理成本高,不利于提高效率和节能环保;此外,冲击韧性对复杂磨损条件下的耐磨性能影响较大,但现阶段对于耐磨钢低温(-40℃)冲击韧性的研究很少。因此,缩短高级别耐磨钢的生产工艺流程、开发耐-40℃低温冲击的耐磨钢产品是目前耐磨钢发展的重要方向之一。
3.中国专利申请cn201710899388.7公开一种矿山机械用高强度耐磨钢板,其采用高c(0.7%~0.9%)、高mn(1.6%~1.8%)成分设计,c、mn含量高,连铸坯容易产生中心偏析,钢板容易产生裂纹,同时焊接性能较差;另外,采用离线淬火,淬火温度为ac3 0~100℃,工艺流程长,同时增加热处理成本,不利于节约能源;且未涉及低温冲击性能研究。
4.中国专利申请cn202010949264.7公开一种马氏体高温耐磨钢及其生产方法,其采用离线淬火工艺,淬火温度为ac3 30~50℃,工艺流程长,同时增加热处理成本,不利于节约能源;且未涉及低温冲击性能研究。
5.中国专利申请cn201010200002.7公开一种高强度高韧性低合金耐磨钢及其制造方法,其采用高mn(1.2%~1.6%)成分设计,mn含量高,连铸坯容易产生中心偏析,钢板容易产生裂纹,同时焊接性能较差;采用离线淬火,工艺流程长,同时增加热处理成本,不利于节约能源;此外,仅提到了-20℃的冲击吸收功在60j以上,未涉及-40℃的冲击吸收功。
6.中国专利申请cn201810398720.6公开一种低成本高淬透性hb450级中厚板耐磨钢板及制造方法,其添加了过高的si(1.4%~1.6%)、mn(3.7%~4%),si含量过高易造成钢板焊接性能下降,焊接裂纹敏感性增加,mn含量高易引起连铸坯中心偏析;此外,还添加了较高的v(0.15%~0.25%),合金成本增加;此发明在炼钢过程未经过lf炉外精炼,无法有效控制钢水中的夹杂物含量,最终会影响钢板的冲击性能;采用了高温回火,增加了能源消耗,热处理成本增加;且未涉及低温冲击性能研究。
7.可以看出,现有技术中同时研究高级别耐磨钢短流程生产工艺和-40℃低温冲击韧性的情况很少,因此,开发一种耐-40℃低温冲击的hb450级耐磨钢板及其制造方法是非常有实际意义的。
技术实现要素:
8.针对现有技术缺少对高级别耐磨钢短流程生产工艺和-40℃低温冲击韧性的同时
研究的问题,本发明提供一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板及其制备方法,以节约成本、提高生产效率和低温冲击韧性为目标,通过洁净化冶炼、连铸、轧制、水冷和热处理等工序,生产出的钢板屈服强度≥1150mpa,抗拉强度≥1250mpa,断后伸长率≥8%,-40℃冲击吸收功≥40j,表面布氏硬度为440~470hbw,具有生产工艺流程短、低温冲击韧性好、表面硬度高的特点。
9.第一方面,本发明提供一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板的制备方法,其中hb450级在线水冷耐磨钢板的化学成分按重量百分比计,包括c:0.20%~0.26%,si:0.10%~0.20%,mn:0.60%~1.10%,p≤0.010%、s≤0.003%,ni:0.30%~0.80%,cr:0.70%~1.00%,mo:0.10%~0.40%,ti:0.015%~0.030%,al:0.030%~0.070%,b:0.0008%~0.0035%,o≤0.0025%,n≤0.0030%,h≤0.00018%,其余为fe及不可避免的杂质;
10.hb450级在线水冷耐磨钢板的制备方法包括冶炼、连铸、加热、轧制、在线水冷和热处理。
11.进一步的,冶炼工序采用转炉冶炼 双精炼(lf rh)工艺,严格控制p、s、o、n、h等有害元素和夹杂物。
12.进一步的,连铸工序的中间包过热度控制在10~20℃,全程保护浇注,铸机拉速波动控制在目标值
±
0.1m/min,铸坯厚度为200~300mm,将铸坯堆垛至缓冷坑内缓冷60h以上。
13.进一步的,铸机拉速目标值为0.9~1.3m/min。
14.进一步的,加热工序的铸坯加热时间为3.0~6.0h,出炉温度控制在1230~1260℃。
15.进一步的,铸坯出炉后进行高压水除鳞,除鳞水压力≥24mpa,确保除鳞干净。
16.进一步的,轧制工序具体步骤为:
17.采用粗轧 精轧的轧制模式,粗轧开轧温度为1130~1170℃,粗轧阶段采用大压下模式,粗轧阶段首道次和末道次的轧制压下率≥20%,中间道次的轧制压下量≥25mm;中间坯厚度至少为成品钢板厚度的2.3倍;
18.精轧开始前进行中间坯待温;成品厚度为[10,20]mm的钢板,精轧开轧温度为1020~1060℃,精轧终轧温度为920~960℃;成品厚度为(20,50]mm的钢板,精轧开轧温度为940~980℃,精轧终轧温度为880~920℃。
[0019]
进一步的,在线水冷工序的开冷温度≥850℃,终冷温度为350~400℃,冷速≥30℃/≥。
[0020]
进一步的,热处理工序采用回火处理,回火加热温度≤200℃,保温时间35~120min,出炉空冷,得到hb450级在线水冷耐磨钢板。
[0021]
第二方面,本发明提供一种采用上述制备方法生产的耐-40℃低温冲击的hb450级在线水冷耐磨钢板。
[0022]
进一步的,hb450级在线水冷耐磨钢板的厚度为10~50mm。
[0023]
进一步的,hb450级在线水冷耐磨钢板的屈服强度≥1150mpa,抗拉强度≥1250mpa,断后伸长率≥8%,-40℃冲击吸收功≥40j,表面布氏硬度为440~470hbw。
[0024]
本发明的有益效果在于:
[0025]
(1)通过合理的成分设计,扩大奥氏体区,降低a3温度,提高马氏体开始转变温度(m≥),更好地保证开冷温度的实现和马氏体组织转变,实现了较低的开冷温度和较高的终冷温度,工艺简单、高效;(2)无需离线淬火,采用在线水冷 低温回火工艺,大大缩短了工艺流程和降低了热处理成本,减少了能源消耗。
[0026]
本发明制备方法实现了耐-40℃低温冲击的hb450级在线水冷耐磨钢板的生产,钢的屈服强度为1170~1260mpa,抗拉强度≥1350mpa,断后伸长率为9%~17%,-40℃冲击吸收功为40~86j,表面布氏硬度为440~470hbw,性能富余量合适,低温冲击韧性良好,质量稳定。
附图说明
[0027]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0028]
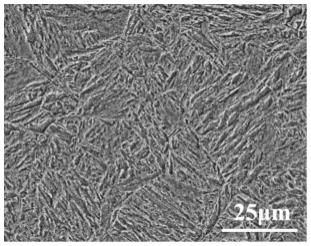
图1是本发明实施例1生产的hb450级在线水冷耐磨钢板的典型扫描电镜组织图片。
[0029]
图2是本发明实施例2生产的hb450级在线水冷耐磨钢板的典型扫描电镜组织图片。
[0030]
图3是本发明实施例3生产的hb450级在线水冷耐磨钢板的典型扫描电镜组织图片。
具体实施方式
[0031]
为了使本技术领域的人员更好地理解本发明中的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本发明保护的范围。
[0032]
实施例1
[0033]
一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板,厚度为10mm,化学成分按重量百分比计,包括c:0.22%,si:0.15%,mn:0.75%,p:0.007%,s:0.001%,ni:0.42%,cr:0.75%,mo:0.21%,ti:0.023%,al≥:0.048%,b:0.0014%,o:0.0016%,n:0.0022%,h:0.00012%,其余为fe及不可避免的杂质。
[0034]
该hb450级在线水冷耐磨钢板按照如下制备方法生产:
[0035]
(1)冶炼:按照钢板成分冶炼,采用转炉冶炼 双精炼(lf rh)工艺,严格控制p、s、o、n、h等有害元素和夹杂物。
[0036]
(2)连铸:中间包过热度控制在10~20℃,全程保护浇注,铸机拉速波动控制在1.2
±
0.1m/min;铸坯厚度为200mm,将铸坯堆垛至缓冷坑内缓冷65h。
[0037]
(3)加热:铸坯加热时间为3.2h,出炉温度控制在1253℃。
[0038]
(4)轧制:铸坯出炉后进行高压水除鳞,除鳞水压力≥24mpa,确保除鳞干净;
[0039]
采用粗轧 精轧的轧制模式;粗轧开轧温度为1170℃,粗轧阶段采用大压下模式,
粗轧阶段首道次和末道次的轧制压下率分别为23%和21%,中间道次的轧制压下量≥25mm;中间坯厚度为45mm;精轧开始前进行中间坯待温,精轧开轧温度为1050℃,精轧终轧温度为932℃。
[0040]
(5)在线水冷:对轧后钢板进行在线水冷,开冷温度为859℃,终冷温度为388℃,冷速为30℃/≥。
[0041]
(6)回火:回火加热温度为160℃,保温时间为35min,出炉空冷,得到hb450级在线水冷耐磨钢板。
[0042]
对该hb450级在线水冷耐磨钢板的力学性能进行检测,结果如下表1所示。
[0043]
表1实施例1钢板的力学性能
[0044][0045]
实施例2
[0046]
一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板,厚度为30mm,化学成分按重量百分比计,包括c:0.24%,si:0.17%,mn:0.86%,p:0.007%,s:0.001%,ni:0.61%,cr:0.86%,mo:0.29%,ti:0.021%,al≥:0.055%,b:0.0018%,o:0.0021%,n:0.0026%,h:0.00016%,其余为fe及不可避免的杂质。
[0047]
该hb450级在线水冷耐磨钢板按照如下制备方法生产:
[0048]
(1)冶炼:按照钢板成分冶炼,采用转炉冶炼 双精炼(lf rh)工艺,严格控制p、s、o、n、h等有害元素和夹杂物。
[0049]
(2)连铸:中间包过热度控制在10~20℃,全程保护浇注,铸机拉速波动控制在1.0
±
0.1m/min;铸坯厚度为300mm,将铸坯堆垛至缓冷坑内缓冷70h。
[0050]
(3)加热:铸坯加热时间为5.0h,出炉温度控制在1245℃。
[0051]
(4)轧制:铸坯出炉后进行高压水除鳞,除鳞水压力≥24mpa,确保除鳞干净;
[0052]
采用粗轧 精轧的轧制模式;粗轧开轧温度为1162℃,粗轧阶段采用大压下模式,粗轧阶段首道次和末道次的轧制压下率分别为22%和21%,中间道次的轧制压下量≥25mm;中间坯厚度为90mm;精轧开始前进行中间坯待温,精轧开轧温度为972℃,精轧终轧温度为916℃。
[0053]
(5)在线水冷:对轧后钢板进行在线水冷,开冷温度为874℃,终冷温度为380℃,冷速为31℃/≥。
[0054]
(6)回火:回火加热温度为180℃,保温时间为65min,出炉空冷,得到hb450级在线水冷耐磨钢板。
[0055]
对该hb450级在线水冷耐磨钢板的力学性能进行检测,结果如下表2所示。
[0056]
表2实施例2钢板的力学性能
[0057][0058]
实施例3
[0059]
一种耐-40℃低温冲击的hb450级在线水冷耐磨钢板,厚度为50mm,化学成分按重量百分比计,包括c:0.25%,si:0.14%,mn:1.00%,p:0.006%,s:0.001%,ni:0.74%,cr:0.92%,mo:0.36%,ti:0.025%,al≥:0.053%,b:0.0015%,o:0.0019%,n:0.0023%,h:0.00012%,其余为fe及不可避免的杂质。
[0060]
该hb450级在线水冷耐磨钢板按照如下制备方法生产:
[0061]
(1)冶炼:按照钢板成分冶炼,采用转炉冶炼 双精炼(lf rh)工艺,严格控制p、s、o、n、h等有害元素和夹杂物。
[0062]
(2)连铸:中间包过热度控制在10~20℃,全程保护浇注,铸机拉速波动控制在0.95
±
0.1m/min;铸坯厚度为300mm,将铸坯堆垛至缓冷坑内缓冷72h。
[0063]
(3)加热:铸坯加热时间为5.3h,出炉温度控制在1240℃。
[0064]
(4)轧制:铸坯出炉后进行高压水除鳞,除鳞水压力≥24mpa,确保除鳞干净;
[0065]
采用粗轧 精轧的轧制模式;粗轧开轧温度为1159℃,粗轧阶段采用大压下模式,粗轧阶段首道次和末道次的轧制压下率分别为20%和22%,中间道次的轧制压下量≥25mm;中间坯厚度为115mm;精轧开始前进行中间坯待温,精轧开轧温度为951℃,精轧终轧温度为902℃。
[0066]
(5)在线水冷:对轧后钢板进行在线水冷,开冷温度为884℃,终冷温度为352℃,冷速为32℃/≥。
[0067]
(6)回火:回火加热温度为200℃,保温时间为120min,出炉空冷,得到hb450级在线水冷耐磨钢板。
[0068]
对该hb450级在线水冷耐磨钢板的力学性能进行检测,结果如下表3所示。
[0069]
表3实施例3钢板的力学性能
[0070][0071]
尽管通过参考附图并结合优选实施例的方式对本发明进行了详细描述,但本发明并不限于此。在不脱离本发明的精神和实质的前提下,本领域普通技术人员可以对本发明的实施例进行各种等效的修改或替换,而这些修改或替换都应在本发明的涵盖范围内/任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。