1.本实用新型涉及一种工装治具,尤其涉及一种机外装夹专用治具。
背景技术:
2.在小型零件机加工过程中,传统的装夹方式是通过虎钳将待加工工件装夹固定,然后机床对工件进行对刀并进行加工。这种加工方式前期对于工件的装夹耗费时间,每加工一个工件需要结合虎钳进行一次装夹,占用机台工作时间,且每次装夹后需要对工件进行一次对刀,浪费时间,出错率也较高,大大影响了加工效率。
技术实现要素:
3.本实用新型所要解决的技术问题是,提供一种能够实现虎钳进行机外装夹以及重复定位的机外装夹专用治具。
4.为了解决上述技术问题,本实用新型是通过以下技术方案实现的:一种机外装夹专用治具,具有底座,所述底座顶部固定设置有垫板,垫板顶部固定设置有卡座,所述卡座由能够上下卡接配合及分离的下卡座和上卡座组成,所述下卡座固定安装在所述垫板上,所述上卡座卡接配合在所述下卡座上,其顶部固定设置有虎钳,所述虎钳顶部设置有用于工件夹持固定的定位装置。
5.进一步地,所述下卡座为气动卡盘,其顶部设置有能够径向活动的卡爪,所述上卡座底部设置有与所述卡爪位置对应的卡槽,卡槽内设置有能够与卡爪套接配合的卡接孔,所述上卡座通过卡接孔套置在所述卡爪的外部,下卡座驱动卡爪向外移动实现卡爪与卡接孔的张紧,从而将所述上卡座卡接固定在所述下卡座上。
6.进一步地,所述上卡座顶部设置有连接孔,所述连接孔为螺纹孔,所述虎钳通过螺栓固定连接在所述连接孔上。
7.进一步地,所述定位装置由固定块、驱动块以及定位块组成;所述固定块通过螺栓固定设置在虎钳顶部,所述驱动块和定位块衔接在一起,驱动块和定位块的衔接面为斜面,定位块介于所述驱动块和所述固定块之间,所述定位块与固定块之间构成用于工件装夹的夹口。
8.进一步地,所述虎钳顶部设置有开口向上的倒“t”型滑槽,所述滑槽内设置有两块与其滑动配合的导向滑块,两块导向滑块分别与驱动块和定位块上下对应,所述驱动块和定位块与对应的导向滑块之间通过螺栓固定连接在一起,且所述螺栓的底部可以穿过对应的导向滑块抵触在滑槽的底部,实现驱动块和定位块在虎钳上的固定。
9.进一步地,所述固定块一侧固定设置有侧挡块,所述侧挡块与固定块之间形成直角定位口。
10.进一步地,所述固定块和驱动块上均设置有把手。
11.进一步地,所述底座端部设置有用于与床台固定连接的压板。
12.与现有技术相比,本实用新型的有益之处是:这种机外装夹专用治具可以大大减
少工件的装夹时间,加工多件相同工件只需一次对刀,减少了对刀时间,降低了出错几率,大大提高了加工效率。
附图说明
13.下面结合附图对本实用新型进一步说明。
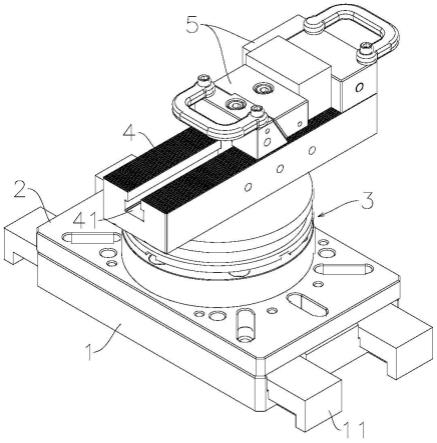
14.图1是本实用新型一种机外装夹专用治具立体结构示意图;
15.图2是本实用新型一种机外装夹专用治具端面结构示意图;
16.图3是本实用新型一种机外装夹专用治具侧面结构示意图;
17.图4是本实用新型一种机外装夹专用治具俯视结构示意图;
18.图5是图4中a-a的结构剖视图;
19.图6是本实用新型一种机外装夹专用治具中下卡座顶部立体结构示意图;
20.图7是本实用新型一种机外装夹专用治具中上卡座底部立体结构示意图;
21.图8是本实用新型一种机外装夹专用治具中上卡座顶部立体结构示意图。
22.图中:1、底座;11、压板;2、垫板;3、卡座;31、下卡座;311、卡爪;32、上卡座;321、卡槽;322、卡接孔;323、连接孔;4、虎钳;41、滑槽;5、定位装置;51、固定块;52、驱动块;53、定位块;54、侧挡块;55、把手;56、导向滑块。
具体实施方式
23.下面结合附图及具体实施方式对本实用新型进行详细描述:
24.图1-4所示一种机外装夹专用治具,具有底座1,所述底座1顶部固定设置有垫板2,垫板2顶部固定设置有卡座3,所述卡座3由能够上下卡接配合及分离的下卡座31和上卡座32组成,所述下卡座31固定安装在所述垫板2上,所述上卡座32卡接配合在所述下卡座31上,其顶部固定设置有虎钳4,所述虎钳4顶部设置有用于工件夹持固定的定位装置5。
25.为了能够实现上卡座32在下卡座31上的固定及分离,如图6所示,所述下卡座31为气动卡盘,其顶部设置有能够径向活动的卡爪311,如图7所示,所述上卡座32底部设置有与所述卡爪311位置对应的卡槽321,卡槽321内设置有能够与卡爪311套接配合的卡接孔322,所述上卡座32通过卡接孔322套置在所述卡爪311的外部,下卡座31驱动卡爪311向外移动实现卡爪311与卡接孔322的张紧,从而将所述上卡座32卡接固定在所述下卡座31上。
26.为了方便虎钳4固定安装在上卡座32的顶部,如图8所示,所述上卡座32顶部设置有连接孔323,所述连接孔323为螺纹孔,所述虎钳4通过螺栓固定连接在所述连接孔323上。
27.为了能够实现工件在虎钳4顶部的快速定位及装夹,所述定位装置5由固定块51、驱动块52以及定位块53组成;所述固定块51通过螺栓固定设置在虎钳4顶部,所述驱动块52和定位块53衔接在一起,驱动块52和定位块53的衔接面为斜面,定位块53介于所述驱动块52和所述固定块51之间,所述定位块53与固定块51之间构成用于工件装夹的夹口。
28.为了能够实现驱动块52和定位块53在虎钳4上的移动和固定,如图5所示,所述虎钳4顶部设置有开口向上的倒“t”型滑槽41,所述滑槽41内设置有两块与其滑动配合的导向滑块56,两块导向滑块56分别与驱动块52和定位块53上下对应,所述驱动块52和定位块53与对应的导向滑块56之间通过螺栓固定连接在一起,且所述螺栓的底部可以穿过对应的导向滑块56抵触在滑槽41的底部,实现驱动块52和定位块53在虎钳4上的固定。
29.为了能够实现工件的快速定位,所述固定块51一侧固定设置有侧挡块54,所述侧挡块54与固定块51之间形成直角定位口。
30.为了方便通过固定块51和驱动块52将与之相连的虎钳4和上卡座32进行拆装,的所述固定块51和驱动块52上均设置有把手55。
31.为了便于底座1固定安装在床台上,所述底座1端部设置有用于与床台固定连接的压板11,压板11可以通过螺栓固定连接在所述机床床台上。
32.其具体工作原理如下:将底座1通过压板11固定安装在机床床台上,将垫板2固定安装在底座1上,然后将下卡座31固定安装在垫板2的顶部,组合在一起的底座1、垫板2和下卡座31构成固定部;将虎钳4固定安装在上卡座32顶部,将定位装置5安装在虎钳4上,组合在一起的上卡座32、虎钳4和定位装置5构成活动部;松开两块导向滑块56上分别连接驱动块52和定位块53的两根螺栓,将驱动块52和定位块53远离固定块51的方向进行移动,然后将工件安装在定位块53与固定块51之间,工件一边靠紧固定块51,另一靠紧侧挡块54,通过侧挡块54和固定块51形成的直角定位口对工件进行快速定位,然后通过驱动块52推动定位块53向工件方向移动,并将定位块53抵住工件,接着将驱动块52和定位块53上连接导向滑块56的螺栓向下旋拧,使其抵住滑槽41底部,实现驱动块52和定位块53位置的固定,在虎钳4的一个边和固定块51的一边对刀设为(0.0)后,所有工件都以此两边作为基准边,即可实现一次对刀批量加工;而同种工件批量加工时可以不松开驱动块52,只松开定位块53,使定位块53沿着与驱动块52配合的衔接面斜向向上,拉开其与固定块51之间的间距,方便工件卸取及安装,工件在虎钳4上安装固定后可以将活动部通过把手55放置在固定部上,活动部上的上卡座32与固定部上的下卡座31组合在一起,并通过下卡座31锁紧上卡座32,实现活动部在固定部上的安装固定。
33.这种机外装夹专用治具可以大大减少工件的装夹时间,加工多件相同工件只需一次对刀,减少了对刀时间,降低了出错几率,大大提高了加工效率。
34.需要强调的是:以上仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。