1.本实用新型涉及编织线全自动焊接机,特别是涉及编织线全自动焊接机。
背景技术:
2.电子、电气类行业生产中用铜编织线作导线连接是一种常见的方法。
3.现在,申请人有一款应用于各种电气设备的连接线。参见图1,图1为连接线的结构示意图。该连接线包括套耳部01、第一线部02、第二线部03。其中,套耳部01为一圆环结构,套耳部01的中空部分可供轴体插设,例如供螺栓插设。第一线部02的第一端焊接在套耳部01上。第二线部03的第一端焊接在套耳部01上,第二线部03的第二端与第一线部02的第二端焊接在一起,第二线部03与第一线部02平行设置,第二线部03与第一线部02之间存在一定间隙04。
4.该连接线由一条铜编织线通过焊接制成,目前采用人工操作的方式进行生产。具体地,首先人工将一条铜编织线进行打圈;然后人工将打圈后的铜编织线放置在现有焊接机的工作区中,现有焊接机对铜编织线上的交叉部分进行电焊,生产出一个具有套耳以及固定在套耳上的第一线部02、第二线部03的半成品工件,此时第一线部02的第二端与第二线部03的第二端彼此分离;接着,人工将第一线部02与第二线部03相互并拢,使得第一线部02的第二端与第二线部03的第二端平行地合并在一起以形成并拢端;最后,人工将第一线部02与第二线部03的并拢端放置在现有焊接机的工作区中,现有焊接机对第一线部02与第二线部 03的并拢端进行电焊,并且人工修剪多余线头,从而生产出一个上述的连接线。
5.虽然人工操作可以制造出上述连接线,但是生产效率较低。因此,申请人设计了一种编织线自动焊接机,该编织线自动焊接机可以自动化地完成上述连接线的生产过程。
技术实现要素:
6.基于此,本实用新型的目的在于,提供一种编织线全自动焊接机,该编织线自动焊接机可以自动化地完成上述铜编织线的生产过程。
7.一种编织线全自动焊接机,所述编织线全自动焊接机包括:定线组件,所述定线组件包括第一压件、第二压件,所述第一压件与所述第二压件夹持所述编织线;打圈组件,所述打圈组件包括绕线轴、牵拉件,所述牵拉件与所述编织线连接,所述牵拉件环绕所述绕线轴移动,以带动所述编织线环绕在所述绕线轴上;第一焊接组件,所述第一焊接组件用于将所述编织线打圈形成的重叠部分焊接在一起以形成套设在所述绕线轴上的套耳部;初步并线组件,所述初步并线组件包括支撑件、限位件、初步第一推件、初步第二推件,所述支撑件与所述限位件夹持所述套耳部,所述初步第一推件、所述初步第二推件分别推动设置在所述套耳部上的第一线部、第二线部相互并拢;第二焊接组件,所述第二焊接组件用于将所述第一线部的自由端与所述第二线部的自由端焊接在一起以形成连接线。
8.进一步地,所述编织线全自动焊接机还包括:送线组件,所述送线组件用于送出所述编织线;所述打圈组件还包括绕线轴驱动气缸,所述绕线轴驱动气缸驱动所述绕线轴脱
离所述编织线打圈形成的环形部分;所述定线组件还包括定线电机,所述定线电机驱动所述第一压件、所述第二压件向远离所述绕线轴的方向移动。
9.进一步地,所述定线组件还包括定线插销、定线第二气缸;所述定线插销插设在所述套耳部中;所述定线第二气缸驱动所述定线插销插入所述套耳部中。
10.进一步地,所述编织线全自动焊接机还包括:第一剪线组件,所述第一剪线组件设置在所述第一焊接组件与所述初步并线组件之间,所述第一剪线组件用于在所述编织线剪裁出初成品,所述初成品具有所述套耳部、所述第一线部、所述第二线部,所述第一线部的一端连接在所述套耳部上,所述第一线部的另一端为自由端,所述第二线部的一端连接在所述套耳部上,所述第二线部的另一端为自由端;第一搬料组件,所述第一搬料组件用于将所述初成品从所述第一剪线组件搬运至所述初步并线组件中。
11.进一步地,所述编织线全自动焊接机还包括:第二剪线组件,所述第二剪线组件设置在所述第二焊接组件的出料侧,所述第二剪线组件用于剪裁所述连接线的多余线头;第二搬料组件,所述第二搬料组件用于将所述连接线从所述第二焊接组件搬运至所述第二剪线组件。
12.进一步地,所述编织线全自动焊接机还包括:二次并线组件,所述二次并线组件设置在所述初步并线组件与所述第二焊接组件之间,所述二次并线组件包括二次第一推件、二次第二推件,所述二次第一推件、所述二次第二推件分别推动所述第一线部穿过所述初步第一推件的部分、所述第二线部穿过所述初步第二推件的部分相互并拢。
13.进一步地,所述编织线全自动焊接机还包括:防并线交叉组件,所述防并线交叉组件包括防交叉第一基座、防交叉压件,所述防交叉压件转动连接在所述防交叉第一基座上,所述防交叉压件具有第一工作位置、第二工作位置,当所述防交叉压件处于所述第一工作位置时,所述防交叉压件抵压着所述第一线部、所述第二线部,所述防交叉压件的两端分别位于所述第一线部的两侧,所述防交叉压件的两端分别位于所述第二线部的两侧;当所述防交叉压件处于所述第二工作位置时,所述防交叉压件抵压着所述第一线部、所述第二线部,所述防交叉压件位于所述第一线部远离所述第二线部的一边与所述第二线部远离所述第一线部的一边构成的区域内。
14.进一步地,所述二次第一推件与所述二次第二推件推动所述防交叉压件从所述第一工作位置旋转至所述第二工作位置。
15.进一步地,所述初步并线组件还包括限位气缸,所述限位气缸用于驱动所述限位件相对于所述支撑件移动。
16.进一步地,所述支撑件具有用于支撑所述套耳部的支撑面以及设置在所述支撑面上的定位孔。
17.进一步地,所述限位件具有与所述支撑面相对设置的限位面以及设置在所述限位面上的定位销,所述定位销穿过所述套耳部后插设在所述定位孔中,所述套耳部位于所述支撑面与所述限位面之间。
18.进一步地,所述支撑件的周侧设置有缺口部,所述缺口部从所述支撑面向远离所述支撑面的方向延伸。
19.进一步地,所述初步第一推件、所述初步第二推件分别设置在所述套耳部的两侧,在所述初步第一推件上设置有第一凹槽,在所述初步第二推件上设置有与所述第一凹槽相
对应的第二凹槽,所述第一凹槽与所述第二凹槽可构成一个两端敞开的容纳腔,所述第一线部位于所述第一凹槽的活动范围内,所述第一线部贯穿所述容纳腔,所述第二线部位于所述第二凹槽的活动范围内,所述第二线部贯穿所述容纳腔。
20.进一步地,所述第二焊接组件包括第三电极、第四电极,所述第三电极与所述第四电极相对设置且可相对运动。
21.进一步地,所述初步并线组件还包括初步第一气缸,所述初步第一气缸用于驱动所述初步第一推件与所述初步第二推件同步移动,以使所述第一线部与所述第二线部构成一个v字形。
22.进一步地,所述初步并线组件还包括平行气爪,所述平行气爪的两气爪分别连接所述初步第一推件、所述初步第二推件,所述平行气爪用于驱动所述初步第一推件与所述初步第二推件彼此相对移动,以使所述第一线部与所述第二线部相互靠拢。
23.进一步地,所述初步并线组件还包括初步第二气缸,所述初步第二气缸用于驱动所述初步第一推件、所述初步第二推件、所述初步第一气缸、所述平行气爪同步移动,以将所述第一线部的部分、所述第二线部的部分送入所述第二焊接组件中。
24.进一步地,所述初步并线组件还包括初步第三气缸,所述初步第三气缸用于驱动所述初步第一推件、所述初步第二推件、所述初步第一气缸、所述平行气爪、所述初步第二气缸同步移动,以将所述第一线部的部分、所述第二线部的部分搭设在所述第三电极或所述第四电极上。
25.进一步地,所述防并线交叉组件还包括防交叉复位件,所述防交叉复位件用于驱动所述防交叉压件从所述第二工作位置旋转至所述第一工作位置。
26.进一步地,所述防交叉压件的宽度小于或等于所述第一线部的宽度与所述第二线部的宽度之和。
27.进一步地,所述防并线交叉组件还包括防交叉第一气缸,所述防交叉第一气缸用于驱动所述防交叉压件移动至所述第一线部、所述第二线部的同一侧。
28.进一步地,所述防并线交叉组件还包括防交叉第二气缸,所述防交叉第二气缸用于驱动所述防交叉压件从所述第一线部、所述第二线部的同一侧移动至抵压所述第一线部、所述第二线部的位置。
29.进一步地,所述定线组件还包括定线第一气缸,所述定线第一气缸驱动所述第一压件向所述第二压件移动。
30.进一步地,所述打圈组件还包括打圈第一电机、打圈第二电机,所述打圈第一电机驱动所述牵拉件在一平面上左右移动;所述打圈第二电机驱动所述牵拉件在所述平面上前后移动。
31.进一步地,在所述牵拉件上设置有供所述编织线穿设的穿线套,所述穿线套环绕所述绕线轴移动。
32.进一步地,在所述牵拉件上还设置有打圈定滑轮,所述打圈定滑轮位于所述穿线套的周侧且位于所述穿线套的上方。
33.进一步地,所述第一焊接组件包括第一电极、第二电极,所述第一电极与所述第二电极相对设置且可相对运动,所述重叠部分位于所述第一电极与所述第二电极之间。
34.进一步地,所述第一焊接组件具有供所述绕线轴插入的插孔,所述第一焊接组件
还焊接所述套耳部。
35.进一步地,所述绕线轴设置在所述第一电极上,所述插孔设置在所述第二电极上。
36.为了更好地理解和实施,下面结合附图详细说明本实用新型。
附图说明
37.图1为铜编织线的结构示意图;
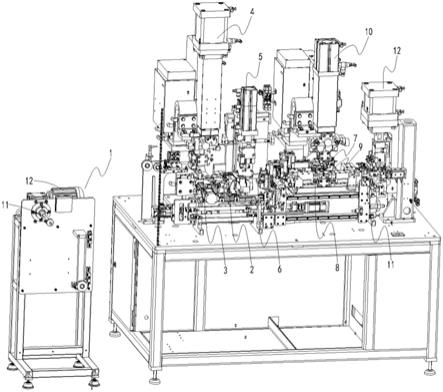
38.图2为实施例所述的编织线全自动焊接机的总装配示意图;
39.图3为实施例所述的第一焊接组件、第一剪线组件、初步并线组件、防并线交叉组件、二次并线组件、第二焊接组件、第二剪线组件的装配示意图;
40.图4为实施例所述的第一焊接组件、定线组件、打圈组件的装配示意图;
41.图5为实施例所述的定线组件、打圈组件、第一搬料组件、第二搬料组件的装配示意图;
42.图6为图5中的a处放大示意图;
43.图7为实施例所述的第一焊接组件的结构示意图;
44.图8为实施例所述的初步并线组件、防并线交叉组件、二次并线组件、第二焊接组件的装配示意图;
45.图9为实施例所述的初步并线组件的结构示意图;
46.图10为实施例所述的初步并线组件的另一视角的结构示意图;
47.图11为实施例所述的二次并线组件与第二焊接组件的装配示意图;
48.图12为实施例所述的防并线交叉组件与二次并线组件的装配示意图;
49.图13为实施例所述的防并线交叉组件的结构示意图;
50.图14为实施例所述的防交叉压件处于第一工作位置的示意图;
51.图15为实施例所述的防交叉压件处于第二工作位置的示意图;
52.附图标记:
53.01、套耳部;02、第一线部;03、第二线部;04、间隙;
54.1、放线组件;11、放线轴;12、放线电机;
55.2、定线组件;21、第一压件;22、第二压件;23、定线第一气缸;24、定线电机;241、定线第一导轨;242、定线第一基座;25、定线插销;26、定线第二气缸;261、定线第二导轨;262、定线第二基座;
56.3、打圈组件;31、绕线轴;32、牵拉件;321、穿线套;322、打圈定滑轮;33、打圈第一电机;331、打圈第一导轨;332、打圈基座;34、打圈第二电机;35、绕线轴驱动气缸;
57.4、第一焊接组件;41、第一电极;42、第二电极;
58.5、第一剪线组件;6、第一搬料组件;
59.7、初步并线组件;71、支撑件;711、支撑面;712、定位孔;713、缺口部;72、限位件;721、限位面;722、定位销;723、限位气缸;73、初步第一推件;731、第一凹槽;74、初步第二推件;741、第二凹槽;75、初步第一气缸;751、初步第一导轨;752、初步第一基座;76、平行气爪;77、初步第二气缸;771、初步第二导轨;772、初步第二基座;78、初步第三气缸;781、初步第三导轨;782、初步第三基座;
60.8、防并线交叉组件;81、防交叉第一基座;82、防交叉压件;83、交叉复位件;84、防
交叉第一气缸;85、防交叉第二导轨;86、防交叉第二基座;87、防交叉第二气缸;
61.9、二次并线组件;91、二次第一推件;92、二次第二推件;93、二次第一导轨;94、二次第一气缸;95、二次第二导轨;96、二次第二气缸;
62.10、第二焊接组件;101、第三电极;102、第四电极;
63.11、第二搬料组件;12、第二剪线组件。
具体实施方式
64.一种编织线全自动焊接机,参见图1至图5,其包括放线组件1、定线组件2、打圈组件 3、第一焊接组件4、第一剪线组件5、第一搬料组件6、初步并线组件7、防并线交叉组件8、二次并线组件9、第二焊接组件10、第二搬料组件11、第二剪线组件12。其中,放线组件1 用于存放编织线以及放出编织线。定线组件2用于夹紧编织线,一方面可以固定编织线的一端以便于打圈组件3工作,另一方面可以在打圈组件3工作完成后牵拉编织线移动。第一焊接组件4用于将编织线打圈形成的重叠部分焊接在一起以在编织线上形成环状的套耳部01。第一剪线组件5设置在第一焊接组件4与初步并线组件7之间,第一剪线组件5用于在编织线剪裁出初成品,该初成品具有上述的套耳部01以及连接在套耳部01上的第一线部02、第二线部03,第一线部02的一端与第二线部03的一端汇集在套耳部01上的一处,第一线部 02的另一端为自由端,第二线部03的另一端为自由端,第一线部02与第二线部03位于同一直线上。第一搬料组件6用于将初成品从第一剪线组件5搬运至初步并线组件7中。初步并线组件7用于对初成品进行初步并线,即驱动第一线部02与第二相互靠拢,使得第一线部 02与第二线部03并排贴合。防并线交叉组件8用于抵压第一线部02与第二线部03的自由端,以防止第一线部02或第二线部03的自由端翘起。二次并线组件9设置在初步并线组件 7与第二焊接组件10之间,二次并线组件9用于将第一线部02与第二线部03的焊接位置进一步地相贴,以便于第二焊接组件10焊接。第二焊接组件10用于将第一线部02的自由端与第二线部03的自由端焊接在一起以形成连接线。第二剪线组件12设置在第二焊接组件10的出料侧,第二剪线组件12用于剪裁连接线的多余线头。第二搬料组件11用于将连接线从第二焊接组件10搬运至第二剪线组件12中。
65.参见图2,放线组件1包括放线轴11、放线电机12。其中,放线轴11缠绕有编织线。放线电机12驱动放线轴11旋转。在送线过程中,放线电机12驱动放线轴11转动,从而放出缠绕在放线轴11上的编织线。除此之外,放线组件1还可以采用现有的上料装置,例如中国专利文献cn112837865a、cn201544030u、cn2834764y。
66.参见图5与图6,定线组件2包括第一压件21、第二压件22,编织线设置在第一压件21 与第二压件22之间,第一压件21与第二压件22夹持着编织线的一侧。具体地,为了驱动第一压件21与第二压件22相对运动以夹紧编织线,定线组件2还包括定线第一气缸23,定线第一气缸23的输出端与第一压件21连接,定线第一气缸23驱动第一压件21在水平面上前后移动,使得第一压件21可以水平地向第二压件22移动,以实现第一压件21与第二压件 22夹持编织线。
67.进一步地,为了从放线轴11上拉出编织线以及将编织线上具有套耳部01的部分移动至第一剪线组件5中,定线组件2还包括定线电机24,定线电机24驱动第一压件21、第二压件22向远离放线组件1的方向移动。具体地,定线组件2还包括定线第一导轨241、定线第一
基座242,定线第一导轨241水平设置,定线第一基座242滑动连接在定线第一导轨241 上。第二压件22、定线第一气缸23设置在定线第一基座242上,第一压件21设置在定线第一气缸23的输出端上。定线电机24与定线第一基座242通过丝杆进行连接,定线电机24驱动定线第一基座242沿着定线第一导轨241水平移动,从而带动被第一压件21与第二压件 22夹持的编织线向远离放线组件1的方向移动。
68.进一步地,为了确保编织线的拖线步骤正常进行以及可以定长拖线,定线组件2还包括定线插销25、定线第二气缸26,定线插销25插设在套耳部01中,定线第二气缸26驱动定线插销25上下升降,使得定线插销25可插入或脱离套耳部01。具体地,定线组件2还包括定线第二导轨261、定线第二基座262。定线第二导轨261竖直地设置在定线第一基座242上。定线第二基座262滑动连接在定线第二导轨261上,定线第二基座262沿着定线第二导轨261 做上下移动。第二压件22、定线第一气缸23、定线插销25均设置在定线第二基座262上,使得第二压件22、定线第一气缸23、定线插销25可以同步上下移动。定线第二气缸26设置在定线第一基座242,定线第二气缸26的输出端与定线第二基座262连接,以驱动定线插销 25在编织线打圈形成的孔中进出。
69.参见图4至图7,打圈组件3包括绕线轴31、牵拉件32,绕线轴31设置在第一焊接组件4的焊接区域中,牵拉件32环绕绕线轴31移动。在打圈过程中,编织线与绕线轴31相贴,第一压件21与第二压件22夹持着编织线的一侧,牵拉件32与编织线的另一侧连接,在牵拉件32环绕绕线轴31移动的同时带动编织线在绕线轴31上环绕一周,从而在编织线上形成一个外套在绕线轴31上的套耳部01,完成编织线打圈工序。另外,这里需要明确的是,上述编织线的一侧、另一侧是根据绕线轴31进行区分的,即绕线轴31将一条编织线划分成两段。
70.进一步地,在牵拉件32上设置有供编织线穿设的穿线套321,穿线套321环绕绕线轴31 移动。编织线在放线组件1、定线组件2、打圈组件3中的走线是:编织线从放线轴11上拉出后,编织线穿过该穿线套321;然后编织线与绕线轴31相贴;最后编织线穿过第一压件21 与第二压件22之间。另外,为了对编织线进入穿线套321做导向作用,在牵拉件32上还设置有打圈定滑轮322,打圈定滑轮322位于穿线套321的周侧且位于穿线套321的上方,使得编织线先绕过打圈定滑轮322后再插入穿线套321中。
71.进一步地,打圈组件3还包括打圈第一电机33、打圈第二电机34,打圈第一电机33驱动牵拉件32在一水平面上左右移动,打圈第二电机34驱动牵拉件32在上述水平面上前后移动,使得牵拉件32可以在一水平面上围绕着绕线轴31做左右方向、前后方向的运动,从而带动编织线在绕线轴31环绕成圈。具体地,打圈组件3还包括打圈第一导轨331、打圈基座 332、打圈第二导轨。打圈第一导轨331水平设置。打圈基座332滑动连接在打圈第一导轨 331上,打圈第一电机33与打圈基座332通过丝杆进行连接以驱动打圈基座332在打圈第一导轨331上左右移动。打圈第二导轨与打圈第二电机34均设置在打圈基座332上,牵拉件 32滑动连接在打圈第二导轨上,打圈第二电机34与牵拉件32通过丝杆进行连接以驱动牵拉件32在打圈第二导轨上前后移动。
72.进一步地,在定线组件2牵拉编织线移动的过程中,为了避免绕线轴31与套耳部01发生干涉,打圈组件3还包括绕线轴31驱动气缸,绕线轴31驱动气缸驱动绕线轴31脱离编织线打圈形成的套耳部01。在牵拉编织线移动的过程中,绕线轴31驱动气缸驱动绕线轴31下降,绕线轴31从套耳部01中脱出;然后,定线组件2牵拉编织线向远离该绕线轴31的方向移
动;待套耳部01移动原先位置后,绕线轴31驱动气缸驱动绕线轴31升起,为下一个打圈工序做准备。
73.参见图7,第一焊接组件4包括第一电极41、第二电极42。其中,第一电极41与第二电极42相对设置,第一电极41设置在绕线轴31的下端,第二电极42设置在绕线轴31的上端,第二电极42可以相对于第一电极41做竖直方向地移动,编织线打圈形成的重叠部分位于第二电极42的活动范围内。但是,考虑到结构简化、焊接效率、焊接难度、生产成本等因素,第一焊接组件4具有供绕线轴31插入的插孔(图未示),第一焊接组件4直接焊接编织线打圈形成的套耳部01,该套耳部01本身就包含了上述重叠部分。具体地,绕线轴31竖直地从第一电极41的端面伸出,绕线轴31在第一电极41中可以上下滑动,插孔设置在第二电极42的端面上。至于第一焊接组件4的其余结构可以参考现有的电焊机,具体内容可以参考中国专利文献cn207710049u、cn112837865a、cn202434865u、cn207930304u、 cn205702256u、cn201544030u、cn2834764y,不再赘述。
74.参见图2至图5,第一剪线组件5采用现有的剪线机来剪切编织线,具体结构可以参考中国专利文献cn207710049u、cn112837865a、cn202434865u、cn207930304u、 cn205702256u、cn201544030u、cn2834764y,不再赘述。第一搬料组件6采用现有的机械手来取放初成品,具体可以参考中国专利文献cn202434865u、cn2834764y,不再赘述。
75.参见图8至图10,初步并线组件7包括支撑件71、限位件72、初步第一推件73、初步第二推件74。其中,支撑件71与限位件72夹持套耳部01,初步第一推件73、初步第二推件74分别推动第一线部02、第二线部03彼此并拢。
76.具体地,支撑件71具有支撑面711,支撑面711用于支撑套耳部01;在支撑面711上设置有定位孔712,定位孔712对应套耳部01的中空部分。限位件72具有限位面721,限位面 721位于支撑面711的正上方,限位面721与支撑面711相对设置;在限位面721上设置有定位销722,定位销722插入或脱离定位孔712。该初步并线组件7还包括限位气缸723,限位气缸723的输出端与限位件72连接,限位气缸723驱动限位件72竖直上下移动,从而带动定位销722插入或脱离定位孔712。当第一搬料组件6将初成品搬运至初步并线组件7中后,先将初成品的套耳部01放置在支撑面711上,并且套耳部01的中空部分与定位孔712 相对应;然后,限位气缸723驱动限位件72下降,定位销722穿过套耳部01的中空部分后插入定位孔712中;最后,限位气缸723驱动限位件72继续下降,限位面721抵压着套耳部 01,从而将初成品夹设在限位件72与支撑件71之间。
77.具体地,初步并线组件7包括初步第一气缸75、初步第一导轨751、初步第一基座752。其中,初步第一导轨751水平设置。初步第一基座752滑动连接在初步第一导轨751上。初步第一气缸75的输出端与初步第一基座752连接,初步第一气缸75驱动初步第一基座752 在水平面上前后移动。并且,初步第一推件73、初步第二推件74随初步第一基座752移动而在水平面上前后移动。在初步第一推件73与初步第二推件74移动过程中,初步第一推件 73相抵于第一线部02以推动第一线部02向第二线部03转动,初步第二推件74相抵于第二线部03以推动第二线部03向第一线部02转动。待初步第一推件73与初步第二推件74移动到位后,第一线部02与第二线部03构成一个具有锐角的v字形。为了将第一线部02与第二线部03进一步靠拢,初步并线组件7还包括平行气爪76,平行气爪76安装在初步第一基座752上,平行气爪76的两气爪分别连接初步第一推件73、初步第二推件74,平行气爪76 驱动初步第一
推件73、初步第二推件74在水平面上左右移动,使得初步第一推件73与初步第二推件74彼此靠近或彼此远离。在初步第一推件73与初步第二推件74相互靠近的过程中,初步第一推件73推动第一线部02向第二线部03转动,初步第二推件74推动第二线部03向第一线部02转动。待初步第一推件73与初步第二推件74移动到位后,第一线部02与第二线部03相贴且相互平行。
78.具体地,在初步第一推件73上设置有第一凹槽731,在初步第二推件74上设置有与第一凹槽731相对应的第二凹槽741,第一凹槽731与第二凹槽741可构成一个两端敞开的容纳腔。第一线部02位于第一凹槽731的活动范围内,第二线部03位于第二凹槽741的活动范围内。当初步第一推件73推动第一线部02位移时,第一线部02位于第一凹槽731中;待初步第一推件73与初步第二推件74合并后,第一凹槽731与第二凹槽741构成一个两端敞开的容纳腔,第一线部02贯穿容纳腔。同样地,当初步第二推件74推动第二线部03位移时,第二线部03位于第二凹槽741中;待初步第一推件73与初步第二推件74合并后,第一凹槽 731与第二凹槽741构成一个两端敞开的容纳腔,第二线部03贯穿容纳腔。通过上述设计,可以对第一线部02、第二线部03的移动起到导向作用,并且能够在一定程度上防止第一线部02的自由端与第二线部03的自由端相互交叉搭设。
79.具体地,在支撑件71的周侧设置有缺口部713,该缺口部713从支撑面711向远离支撑面711的方向延伸,在本实施例中,缺口部713从支撑面711竖直向下延伸。采用该设计,主要考虑到机械手与支撑件71之间的干涉问题。在搬运编织线的过程中,为了避免编织线发生位移,机械手是抓取编织线的相交部分,相交部分指的是套耳部01、第一线部02、第二线部03三者相交的地方,所以当机械手将编织线搬运至支撑件71上时,出现机械手与支撑件 71之间的干涉。为了避免该问题,在支撑件71上设置缺口部713,使支撑件71与机械手相互错开,避免二者相互干涉。
80.具体地,为了将第一线部02与第二线部03送到第二焊接组件10的工作区域,初步并线组件7还包括初步第二气缸77、初步第二导轨771、初步第二基座772。其中,初步第二导轨771水平设置,初步第二导轨771的导向方向与初步第一导轨751的导向方向相互平行。初步第二基座772滑动连接在初步第二导轨771上。初步第二气缸77的输出端与初步第二基座772连接,初步第二气缸77驱动初步第二基座772在水平面上前后移动,初步第二基座 772的移动方向与初步第一基座752的移动方向相互平行。并且,初步第一气缸75、初步第一导轨751、限位气缸723均安装在初步第二基座772上。当需要焊接第一线部02与第二线部03时,初步第二气缸77将并线后的第一线部02、第二线部03一同送入第二焊接组件10 的工作区域,即将第一线部02、第二线部03移动至第二焊接组件10的第三电极101与第四电极102之间。
81.具体地,为了将第一线部02的自由端与第二线部03的自由端放置在第四电极102上,初步并线组件7还包括初步第三气缸78、初步第三导轨781、初步第三基座782。其中,初步第三导轨781竖直设置。初步第三基座782滑动连接在初步第三导轨781上。初步第三气缸78的输出端与初步第三基座782连接,初步第三气缸78驱动初步第三基座782升降。并且,初步第二气缸77、初步第二导轨771均安装在初步第三基座782上。待第一线部02与第二线部03送到焊接组件的工作区域后,初步第三气缸78驱动初步第三基座782下降,第一线部02与第二线部03随初步第三基座782一同下降,直到第一线部02、第二线部03搭设在第二电极42
上。
82.参见图11,二次并线组件9包括二次第一推件91、二次第二推件92。其中,二次第一推件91与二次第二推件92分别位于第四电极102的两侧,二次第一推件91与二次第二推件 92相对设置,待第一线部02、第二线部03搭设在第四电极102上后,二次第一推件91推动第一线部02从容纳腔伸出的部分向第二线部03从所述容纳腔伸出的部分移动,二次第二推件92推动第二线部03从容纳腔伸出的部分向第一线部02从容纳腔伸出的部分移动,进一步地将第一线部02搭设在第二电极42上的部分与第二线部03搭设在第二电极42上的部分相互并拢。
83.具体地,二次并线组件9还包括二次第一导轨93、二次第一气缸94、二次第二导轨95、二次第二气缸96。其中,二次第一导轨93水平设置,二次第一推件91滑动连接在二次第一导轨93上,二次第一气缸94驱动二次第一推件91水平移动。二次第二导轨95水平设置,二次第二导轨95的导向方向与二次第一导轨93的导向方向相互平行,二次第二推件92滑动连接在二次第二导轨95上,二次第二气缸96驱动二次第二推件92水平移动,二次第二推件 92的水平移动方向与二次第一推件91的水平移动方向相互平行。
84.参见图12至图15,防并线交叉组件8包括防交叉第一基座81、防交叉压件82。其中,防交叉压件82转动连接在防交叉第一基座81上,防交叉压件82的宽度小于或等于第一线部 02的宽度与第二线部03的宽度之和,防交叉压件82的宽度大于或等于第一线部02的宽度与第二线部03的宽度之和的二分之一。防交叉压件82用于抵压第一线部02、第二线部03,从而将第一线部02、第二线部03的自由端压平。在本实施例中,第一线部02与第二线部03 放置在第四电极102上,而防交叉压件82位于第一线部02、第二线部03的上方,防交叉压件82同时相抵于第一线部02、第二线部03的顶面。另外,防交叉压件82具有第一工作位置、第二工作位置。其中,当防交叉压件82处于第一工作位置时,防交叉压件82与第一线部02倾斜相交,防交叉压件82的两端分别位于第一线部02的两侧,防交叉压件82与第二线部03倾斜相交,防交叉压件82的两端分别位于第二线部03的两侧。当防交叉压件82处于第二工作位置时,防交叉压件82位于第一线部02远离第二线部03的一边与第二线部03 远离第一线部02的一边构成的区域内。
85.具体地,当防交叉压件82处于第一位置时,二次第一推件91、二次第二推件92分别设置在防交叉压件82的两侧,防交叉压件82的一端位于二次第一推件91的活动范围内,防交叉压件82的另一端位于二次第二推件92的活动范围内,二次第一推件91与二次第二推件 92共同推动防交叉压件82从第一工作位置旋转至第二工作位置。并且,在二次第一推件91 与二次第二推件92共同推动防交叉压件82从第一工作位置旋转至第二工作位置的过程中,防交叉压件82始终将第一线部02、第二线部03抵压在第四电极102上,二次第一推件91 推动第一线部02向第二线部03靠拢,二次第二推件92推动第二线部03向第一线部02靠拢。待防交叉压件82从第一工作位置旋转至第二工作位置后,第一线部02的自由端与第二线部 03的自由端贴合在一起,确保焊接位置紧密相贴,为第二焊接组件10的焊接做好准备。
86.具体地,防并线交叉组件8还包括交叉复位件83,防交叉复位件83用于驱动防交叉压件82从第二工作位置旋转至第一工作位置。在本实施例中,防交叉复位件83的一端连接在防交叉压件82上,防交叉复位件83的另一端连接在防交叉第一基座81上。
87.具体地,防并线交叉组件8还包括防交叉第一气缸84。其中,防交叉第一基座81安
装在防交叉第一气缸84的输出轴上,防交叉第一气缸84驱动防交叉第一基座81水平移动,从而将防交叉压件82水平移动至第一线部02、第二线部03的正上方。
88.具体地,防并线交叉组件8还包括防交叉第二导轨85、防交叉第二基座86、防交叉第二气缸87。其中,防交叉第二导轨85竖直设置,防交叉第二基座86滑动连接在防交叉第二导轨85上,防交叉第二气缸87驱动防交叉第二基座86升降,防交叉第一气缸84安装在防交叉第一基座81上,从而将防交叉压件82下降至其抵压第一线部02、第二线部03的位置。
89.参见图11,第二焊接组件10包括第三电极101、第四电极102,第三电极101与第四电极102相对设置,第三电极101位于第四电极102的正上方,第三电极101可以竖直升降以向第四电极102移动。编织线的第一线部02的自由端位于第三电极101与第四电极102之间,编织线的第二线部03的自由端位于第三电极101与第四电极102之间,使得第二焊接组件 10能将第一线部02的自由端与第二线部03的自由端焊接在一起。至于第耳焊接组件的其余结构可以参考现有的电焊机,具体内容可以参考中国专利文献cn207710049u、 cn112837865a、cn202434865u、cn207930304u、cn205702256u、cn201544030u、 cn2834764y,不再赘述。
90.参见图2至图5,第二搬料组件11采用现有的机械手来取放初成品,具体可以参考中国专利文献cn202434865u、cn2834764y,不再赘述。第二剪线组件12采用现有的剪线机来剪切编织线,具体结构可以参考中国专利文献cn207710049u、cn112837865a、 cn202434865u、cn207930304u、cn205702256u、cn201544030u、cn2834764y,不再赘述。
91.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。