1.本实用新型涉及编织袋加工技术领域,尤其涉及一种片料裁剪冲孔加工一体机用冲孔机构。
背景技术:
2.现有的很多编织的集装袋使用时需要设置工艺孔,方便包装时穿引扎绳和吊环;目前我国塑料编织的集装袋生产加工,现在都以人工作业为主,劳动强度大,疲劳式工作造成了很多职业病;另外,在人工作业时,因编织的集装袋面料都比较厚重,片料布面人工裁剪时比较费力,特别划孔作业的工作效率很低,且作业刀具使用不当会造成产品的损坏,产品质量受工人操作的熟练程度影响较大。
技术实现要素:
3.本实用新型的目的是为了解决现有技术的不足,提供了一种片料裁剪冲孔加工一体机用冲孔机构,能有效解决现有技术中存在的问题。
4.本实用新型是通过以下技术方案实现:
5.一种片料裁剪冲孔加工一体机用冲孔机构,包括横向移动机构、工作臂、上冲模具、冲裁气缸和下冲模具;所述工作臂设置在所述横向移动机构上,所述横向移动机构用于带动所述工作臂进行横向位置的移动;所述工作臂呈c型结构,包括上臂、下臂和连接臂,所述上臂与下臂之间通过所述连接臂连接;所述冲裁气缸设置在所述上臂上,并使得其上设置有的活塞杆贯穿所述上臂与所述上冲模具连接;所述下冲模具设置在所述下臂上,并位于所述上冲模具的下方;所述冲裁气缸带动所述上冲模具下行与所述下冲模具配合实施冲切工作。
6.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述横向移动机构包括底框、滑轨、滑槽、调节丝杆、摇柄以及移动座,所述滑轨与所述滑槽分别设置在所述底框的顶部,并且所述滑槽与滑轨相互平行;所述调节丝杆设置在所述底框上,所述摇柄设置在所述调节丝杆的一端;所述移动座的底部设置有与所述滑轨配合的滑块以及与所述滑槽配合的滚轮,使得所述移动座活动连接在所述底框上,并通过底部设置有的丝杆螺母与所述调节丝杆连接,旋转所述摇柄带动所述调节丝杆旋转,使得所述移动座进行横向位置的移动。
7.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述下臂上设置有下冲模具安装座,所述下冲模具设置在所述下冲模具安装座上。
8.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述下冲模具安装座的顶部设置有锁紧用的t字槽,所述下冲模具上设置有安装孔,使用螺栓穿过所述安装孔与放置在所述t字槽内的自锁螺母连接,将所述下冲模具固定在所述下冲模具安装座上。
9.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述上冲模具
上还设置有预压机构,所述预压机构用于对待冲孔的片料进行预压。
10.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述上冲模具包括冲切头和模座;所述模座的顶部与冲裁气缸的活塞杆连接,使得所述上冲模具设置在所述冲裁气缸上;所述模座的底部端面上设置有插接槽,所述冲切头顶部设置有的插接块,所述插接块插入所述插接槽,并使用轴销将两者固定在一起。
11.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述预压机构包括压板、导向柱、连接座以及弹簧;所述导向柱分别设置在所述压板顶部的两端,所述导向柱的顶部设置有螺纹段,其余为光面段;所述弹簧套设在所述导向柱的所述光面段;所述压板上设置有避让所述冲切头的第一避让孔;所述连接座上设置有安装用的穿孔,所述连接座对称的设置在所述模座的两侧,所述压板通过两端所述导向柱上的所述螺纹段穿过对应位置所述连接座上的穿孔连接有自锁螺母,使得所述压板连接在所述连接座的下方,并使得所述冲切头位于所述第一避让孔上方。
12.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述上臂上设置有导套,所述上冲模具上设置有导柱;当所述上冲模具设置在所述冲裁气缸上时,所述导柱插入所述导套中。
13.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述预压机构上还设置有打孔针,所述打孔针用于片料缝制时的定位。
14.进一步,根据本实用新型的片料裁剪冲孔加工一体机用冲孔机构,所述压板上设置有第二避让孔,所述打孔针设置在所述连接座上,并使得所述打孔针的针尖端位于所述第二避让孔上方。
15.本实用新型,结构简单,使用方便,减少人工作业,大大节省了劳动强度, 同时加工出的工艺孔质量品质高。
附图说明
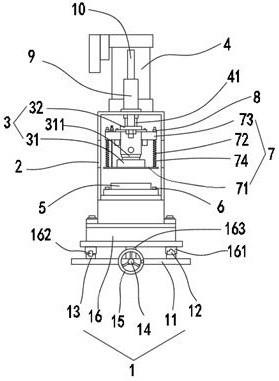
16.图1是本实用新型的正视结构示意图。
17.图2是图1中预压机构与上冲模具的结构放大图。
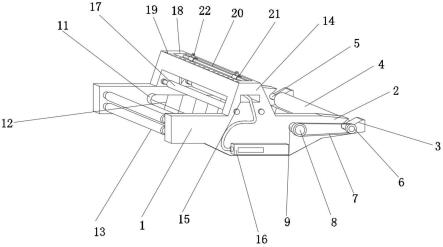
18.图3是本实用新型的立体结构示意图。
19.图中:
20.1是横向移动机构,11是底框,12是滑轨,13是滑槽,14是调节丝杆,15是摇柄,16是移动座,161是滑块,162是滚轮,163是丝杆螺母,2是工作臂,21是上臂,22是下臂,221下冲模具安装座,2211是t字槽,23是连接臂,3是上冲模具,31是冲切头,311是插接块,32是模座,4是冲裁气缸,41是活塞杆,5是下冲模具,6是螺栓,7是预压机构,71是压板,711是第一避让孔,712是第二避让孔,72是导向柱,721是螺纹段,722是光面段,73是连接座,74是弹簧,75是打孔针,8是自锁螺母,9是导套,10是导柱。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下
所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如图1、图2、图3所示,一种片料裁剪冲孔加工一体机用冲孔机构,包括横向移动机构1、工作臂2、上冲模具3、冲裁气缸4和下冲模具5;工作臂2设置在横向移动机构1上,横向移动机构1用于带动工作臂2进行横向位置的移动;工作臂2呈c型结构,包括上臂21、下臂22和连接臂23,上臂21与下臂22之间通过连接臂23连接;冲裁气缸4设置在上臂21上,并使得冲裁气缸4上设置有的活塞杆41贯穿上臂21与上冲模具3连接;下冲模具5设置在下臂22上,并位于上冲模具3的下方;冲裁气缸4带动上冲模具3下行与下冲模具5配合实施冲切工作。具体地,横向移动机构1包括底框11、滑轨12、滑槽13、调节丝杆14、摇柄15以及移动座16,滑轨12与滑槽13分别设置在底框11的顶部,并且滑槽13与滑轨12相互平行;调节丝杆14设置在底框11上,摇柄15设置在调节丝杆14的一端;移动座16的底部设置有与滑轨12配合的滑块161、与滑槽13配合的滚轮162以及与调节丝杆14连接的丝杆螺母163,旋转摇柄15带动调节丝杆14旋转,使得移动座16沿滑轨12进行横向位置的移动。移动座16一端通过滑块161与滑轨12配合,另一端通过滚轮162与滑槽13配合,进一步提高移动座16移动的灵活性,提高移动座16横向位置的调节速度。本实施例中,底框11呈长方形框架结构,包括长方管和短方管,两个长方管相互平行,两端分别通过短方管连接;滑槽13设置在其中一个长方管的顶部,滑轨12设置在另一个长方管的顶部,滑轨12与滑槽13相互平行;调节丝杆14活动连接在两个短方管之间,并使得调节丝杆14的一端由其中一个短方管穿出与摇柄15连接;使用时, 可根据需要调节工作臂2的横向位置,方便在片料上加工出不同横向位置的工艺孔,使用方管制做底框11在满足强度同时起减重作用。
23.进一步地,下臂22上设置有下冲模具安装座221,下冲模具5设置在下冲模具安装座221上;具体地,下冲模具安装座221的顶部设置有锁紧用的t字槽2211,下冲模具5上设置有安装孔,使用螺栓6穿过安装孔与t字槽2211内设置有的自锁螺母8连接,将下冲模具5固定在下冲模具安装座221上。通过t字槽2211方便自锁螺母8的安装。另外将下冲模具5设置在下冲模具安装座221上可以方便进行下冲模具5的更换,实现一机多用。
24.另外,为了提高冲孔的加工质量,上冲模具3上还设置有预压机构7,预压机构7用于对待冲孔的片料进行预压,从而防止需要冲孔的片料四周无限位,在冲孔时存在滑动的风险,进一步提高冲孔位置的准确性。具体地,预压机构7包括压板71、导向柱72、连接座73以及弹簧74,导向柱72分别设置在压板71顶部的两端,导向柱72除顶部设置有螺纹段721,其余为光面段722;弹簧74套设在导向柱72的光面段722;连接座73上设置有安装用的穿孔;当预压机构7设置在上冲模组5上时,连接座73对称设置在上冲模具3的两侧,压板71两端的导向柱72上的螺纹段721由连接座73上对应位置的穿孔穿出连接有自锁螺母8,使得压板71与连接座73连接。本实施例中,上冲模具3包括冲切头31和模座32,模座32的顶部与冲裁气缸4上的活塞杆41连接,使得上冲模具3设置在冲裁气缸4上,模座32的底部端面上设置有插接槽,冲切头31通过顶部的插接块311与插接槽进行压入配合,并使用轴销将两者固定在一起,通过轴销方便冲切头31的更换。模座32在其左、右两侧分别对称设置有连接座73,连接座73上设置有安装孔,压板71两端的导向柱72的螺纹段721由对应位置的连接座73上的安装孔穿出与自锁螺母8连接,使得压板71连接在模座32上,并位于冲切头31的下方,压板71上设置有避让冲切头31的第一避让孔711。通过压板71对待冲孔的片料进行预压平整,进一步提高冲孔质量。使用时,片料位于下冲模组5的顶部,由冲裁气缸4带动上冲模具3下行,下
行过程中压板71将片料压实在下冲模组5上,使得片料冲孔处四周的料面铺平,同时上冲模具3继续下行,冲切头31由第一避让孔711伸出与下冲模具5配合进行冲切工作,冲切过程中压板71在弹簧74的作用下进行弹性收缩,冲切后冲裁气缸4带动上冲模具3上行,压板71在弹簧74的作用复位,冲孔完成。
25.进一步地,上臂21上设置有导套9,上冲模具3上设置有导柱10,导柱10穿插在导套9中起导向作用;本实施例中,模座32在其前、后两侧分别设置有一个导柱10,上臂21在对应位置分别设置有一个导套9,导柱10穿插在导套9中;当冲裁气缸4带动模座32上下移动时,通过导柱10与导套9配合起导向作用,使得模座32上下移动时,位置无偏移更加精准。
26.进一步地,为了方便集装袋折角位置进行缝制,可在预压机构7上设置有打孔针75,打孔针75用于在片料上制作定位标志孔。具体地,压板71上设置有第二避让孔712,打孔针75设置在连接座73上,并使得打孔针75的针尖端位于第二避让孔712上方。冲孔时,打孔针75下行由第二避让孔712伸出进行定位标志孔的制作。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。